О5 00
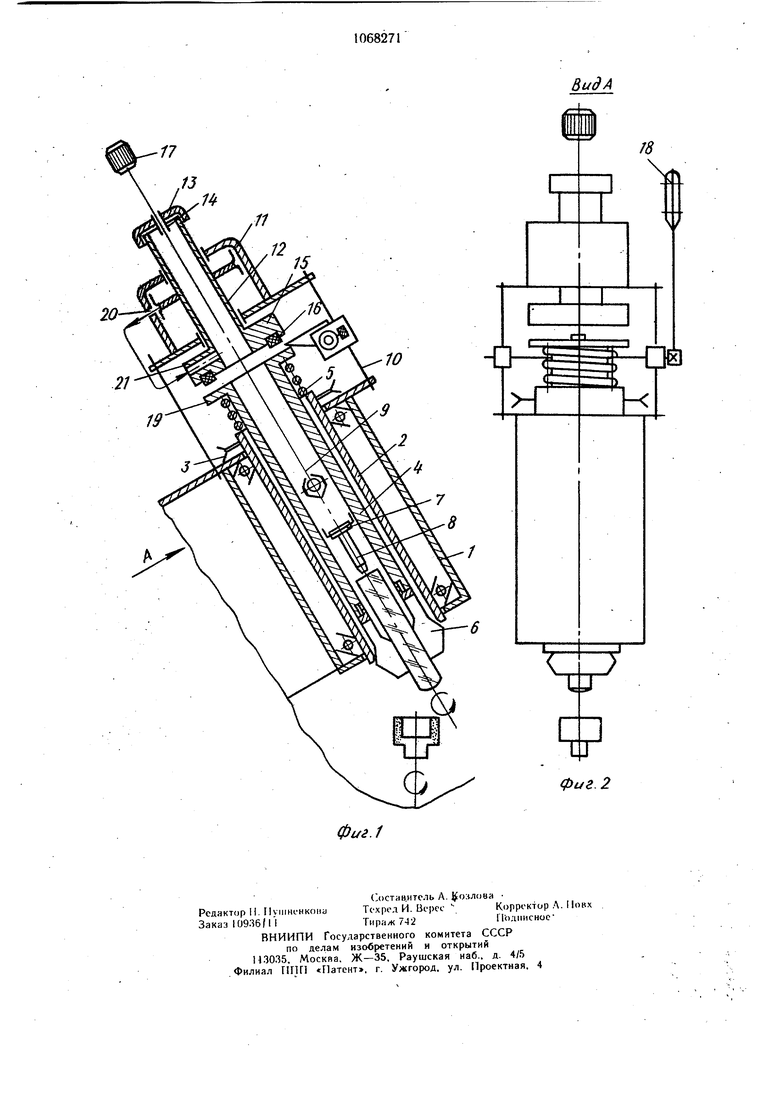
ю М Изобретение относится к станкостроению и может быть использовано при изготовлении оптических деталей из пруткового материала. Известно устройство для зажима и подачи в зону обработки металлических пальцев со сферическими торцами, включающее поль1Й шпиндель с цанговым патроном и механизмом его раскрытия на одном конце и загрузочным устройством и подпружиненным толкателем на другом конце. Перед шпинделем имеется упор. Из загрузочного устройства подлежащие обработке пальцы периодически проталкиваются толкателем Б полость шпинделя и зажимную цангу, пока Не Наберется столбик пальцев между упором и подпружиненным толкателем. Движением шпинделя вперед первый палец вводится в зону обработки, а после окончания обработки и разжатия цангового патрона готовое изделие выталкивается толкателем 1. При вращении шпинделя изделия столбик пальцев вращается вместе со шпинделем относительно неподвижного толкателя, вызывая трение между пальцем и толкателем. Для металлических пальцев это допустимо, однако данное устройство нельзя использовать при изготовлении оптических линз из стеклянного прутка, так как вращение прутка относительно давящего на Него толкателя или вращение между прутками приводит к их разрушению и засорению устройства кусками битого стекла. Для более производительного и экономного изготовления линз из цилиндрической стеклянной заготовки требуется принятие дополнительных мер. Целью изобретения является повышение производительности процесса при изготовлении линз из стеклянного прутка. Поставленная цель достигается тем, что в устройстве для зажима и подачи заготовок в зону обработки в виде полого шпинделя с расположенными на одном конце цанговым патрг.юм и механизмом его раскрытия, а i(L другом - трлкателем, с цангой соединен полый подпружиненный шомпол с поршнем и толкателем внутри, а соосно шпинделю расположен пневмоцилиндр с полым штоком, который имеет возможность периодического контакта с полым шомполом с образованием герметичной полости, соединенной через отверстия с пневмоцилиндром. На фиг. 1 предстар лено устройство, разрез; на фиг. 2 - вид А на фиг. 1. В корпусе 1 на подшипниках смонтирован полый пшиндель 2 изделия. На верхнем конце шпинделя посажен приводной шкив 3. Сверху в полость шпинделя 2 введен полый шомпол 4, подпружиненный пружиной 5, а снизу введена цанга 6, скрепленная резьбой с шомполом 4. Пружина, упираясь нижним концом в шпиндель, а верхним - во фланец шомпола, постоянно держит цангу в сжатом состоянии. Внутри шомпола 4 смонтирован поршень 7, заканчиваюдцийся толкателем 8. Сверху поршень соединен шарнирно с тягой 9. На колоннах 10 соосно шпинделю укреплен пневмоцилиндр 11 с полым штоком 12, верхний конец его закрыт крышкой 13 с манжетой 14, через которую проходит тяга 9. Нижний конец штока заканчивается фланцем 15 с уплотнительным резиновым кольцом 16. На верхнем конце тяги расположен регулируемый ограничитель 17 Максимального хода пор1пня. На колоннах 10 (фиг. 2) установлен механизм 18 ручного разжима цанги. Шомпол 4 сверху имеет фланец 19, пневмоцилиндр II - отверстие 20, а фланец 15 штока - отверстие 21 для перепуска воздуха, соединенное с отверстием 20 корпуса пневмоцилиндра. Устройство работает следующим образом Нажимая на ручку механизма 18 ручного разжима цанги, вводим в нее стеклянный пруток, Отпускаем ручку, н заготовка зажимается цангой 6. После обработки торца прутка трубчатым инструментом и отрезки заготовки линзы, осуществляют подачу прутка в зону обработки. При подаче сжатого воздуха в верхнюю полость пневмоцилиндра поршень со штоком 12 идет вниз, своим фланцем 15 давит на фланец 19 пJOмпoлa 4, опуская его вниз, и разжимает цангу. Когда фланец 15 штока через резиновую прокладку 16 сомкнется с фланцем 19 шомпола. между манжетой 14 и поршнем 7 образуется герметичное пространство. К этому времени поршень в цилиндре 11 открывает отверстие 20, через которое подается воздух во вновь образованный пневмоцилиндр через отверстие 21. Воздух, действуя на поршень 7, подает пруток до упора (не показан). Когда штабйк подан, воздух в пневмоцилиндре 11 переключается, шток 12 поднимается вверх, освобождая шомпол и перекрывая поступление воздуха через отверстие 20. При освобождении фланца шомпола цанга зажимает пруток, а шпинделю сообщают вращение и осуществляют обработку. Устройство управляется командным аппаратом, имеющимся на станке для изготовления заготовок линз из прутка. Предлагаемое устройство позволяет повысить производительность процесса изготовления заготовок линз, используя прутковый материал.
| название | год | авторы | номер документа |
|---|---|---|---|
| Цанговый патрон | 1984 |
|
SU1184614A1 |
| Цанговый патрон | 1989 |
|
SU1685623A1 |
| ТОКАРНЫЙ АВТОМАТ ПРОДОЛЬНОГО ТОЧЕНИЯ | 1999 |
|
RU2167032C2 |
| Задняя бабка токарного станка | 1974 |
|
SU542586A1 |
| Инструментальная головка | 1978 |
|
SU742047A1 |
| Механизм зажима и подачи прутка | 2018 |
|
RU2687349C1 |
| МЕХАНИЗМ ЗАЖИМА ПРУТКОВОГО МАТЕРИАЛА | 1969 |
|
SU256469A1 |
| Патрон | 1990 |
|
SU1727952A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРУТКОВОЙ ЗАГОТОВКИ | 1991 |
|
RU2019355C1 |
| Многошпиндельный токарный автомат | 1979 |
|
SU1040696A1 |
УСТРОЙСТВО ДЛЯ ЗАЖИМА И ПОДАЧИ ЗАГОТОВОК В ЗОНУ ОБРАБОТКИ, содержащее полый шпиндель, несущий на одном конце цанговый зажим, связанный с механизмом его разжима, а на другом - толкатель, отличающееся тем. что, с целью повышения производительности процесса при изготовлении линз из пруткового материала, устройство снабжено расположенным внутри шпинделя полым подпружиненным шомполом, соединенным с цангой и установленным с возможностью периодического контакта своим торцом с фланцем полого штока введённого в устройство пневмоцнлиндра, смонтированного соосно шпинделю, с образованием герметичной полости, в которой расположен толкатель с дополнительным nopiuHeM, при этом во фланце полого штока и корпусе пневмоцилиндра выполнены отверстия, соединенные между собой.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ОБРАБОТКИ СФЕРИЧЕСКИХ ТОРЦОВ | 0 |
|
SU327990A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
