Изобретение относится к обработке металлов давлением, а именно к устройствам для подачи прутковой заготовки к станам для поперечно-клиновой прокатки.
Известен накатный станок, механизм подачи заготовок которого включает корпус, с размещенной в нем полой втулкой, внутри которой расположена подающая цанга (1).
Известно также устройство для подачи прутка, содержащее корпус, на основании которого смонтирована с возможностью возвратно-поступательного перемещения штанга с размещенным в ней подпружиненным цанговым захватом (2).
Недостатком известных устройств является сложность настройки величины концевого отхода, зависящей от проброса прутковой заготовки в цанге. При прокатке деталей из прутковой заготовки в момент подачи пруток проскальзывает в цанговом захвате за счет своей инерции, при этом преодолевается сопротивление пружинящего элемента, цанга открывается и пруток свободно проскальзывает, пока не погаснет сила инерции. Величина проброса зависит от массы прутка и по мере его выработки уменьшается.
Целью предлагаемого изобретения является повышение коэффициента использования материала за счет установления минимального концевого отхода по всей длине прутка.
Цель достигается тем, что устройство для подачи прутковой заготовки, содержащее корпус, внутри которого размещен узел зажима заготовки в виде двух подпружиненных цанговых захватов, установленных в полых втулках с внутренними коническими ступенями под указанные захваты с возможностью возвратно-поступательного перемещения относительно втулок, при этом первый по направлению подачи прутковой заготовки цанговый захват и взаимодействующая с ним коническая ступень втулки выполнены с вершиной конуса, обращенной по направлению подачи заготовки, при этом усилие зажима Fц цанги прутковой заготовки определяется из зависимости
Fц =  · Kпруж.·Kу·Kтр. где Fц - сила зажима цанги;
· Kпруж.·Kу·Kтр. где Fц - сила зажима цанги;
m - масса цанги с грузами;
v - скорость подачи;
α - 1/2 угла конуса цанги;
Кпруж. - коэффициент упругости пружины;
Кц - коэффициент упругости цанги;
Ктр. - коэффициент трения цанга-пруток, и должно удовлетворять неравенству:
Fц ≥ Fи.п. где Fи.п. - сила инерции прутковой заготовки.
Известно техническое решение, снабженное датчиком контроля, выполненным в виде корпуса с размещенной в нем подпружиненной втулкой, а также установленной в подпружиненной втулке с возможностью возвратно-поступательного перемещения цангой, микропереключателя с толкателем. Подпружиненные втулки и цанга выполнены в виде конуса, вершина которого расположена в направлении противоположном направлении подачи прутка (3).
В известном решении использование датчика контроля подачи заготовка обеспечивает автоматическое отключение станка и включение аварийной сигнализации, увеличивает процент выхода годных деталей, вследствие чего увеличивается коэффициент использования материала, а также повышается надежность работы станка.
В настоящем решении установленная в корпусе устройства полая втулка с возможностью взаимодействия с конусной поверхностью цанги с вершиной конуса расположенной по направлению подачи прутковой заготовки, с силой зажима цанги равной
Fц =  · Kпруж.·Kу·Kтр. обеспечивает повышение коэффициента использования материала за счет установления минимального концевого отхода по всей длине прутковой заготовки.
· Kпруж.·Kу·Kтр. обеспечивает повышение коэффициента использования материала за счет установления минимального концевого отхода по всей длине прутковой заготовки.
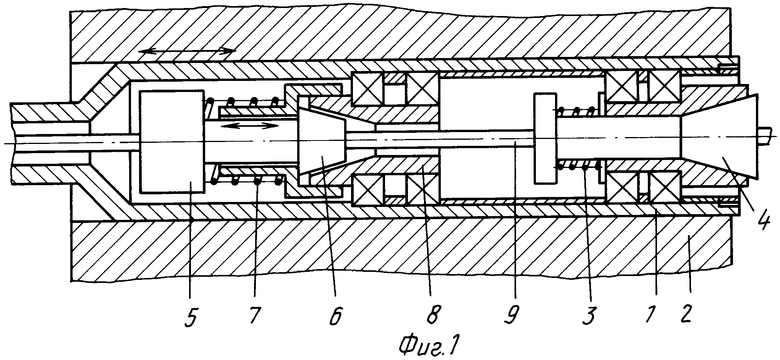
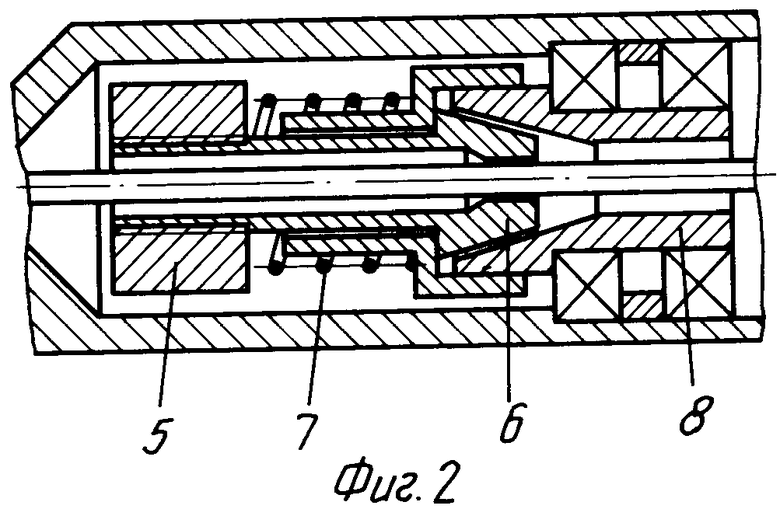
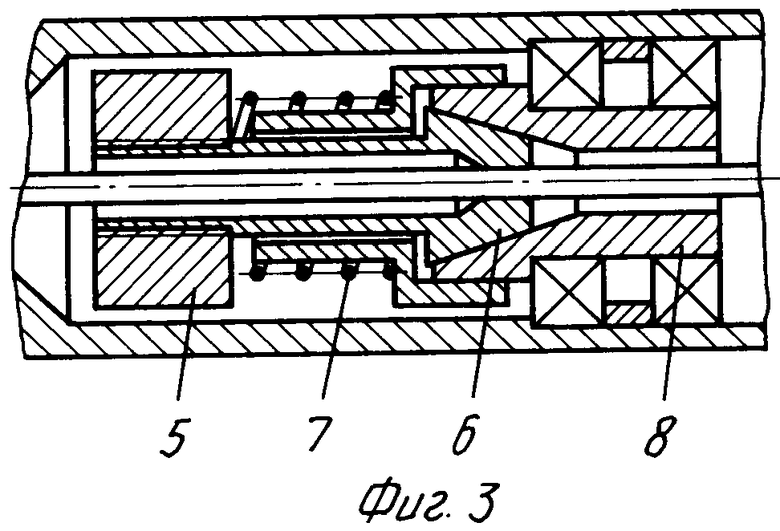
На фиг. 1 показан общий вид устройства для подачи прутковой заготовки; на фиг.2 - цанговый захват в исходном положении; на фиг.3 - цанговый захват в рабочем положении.
Устройство для подачи прутковой заготовки содержит корпус 1, установленный в стакане 2, имеющий возможность возвратно-поступательного перемещения от привода подачи (на черт. не показан). Внутри корпуса 1 расположен узел зажима заготовки, выполненный в виде подпружиненной пружиной 3 цангового захвата 4. Устройство содержит также снабженный грузами 5 цанговый захват 6, установленный в корпусе 1 подпружиненный пружиной 7. Наружная поверхность цангового захвата 6 имеет возможность взаимодействия с внутренней конической поверхностью втулки 8. В исходном положении цанговый захват 4 зажимает пруток 9, а цанговый захват 6 находится в открытом положении и имеет зазор между своей конической поверхностью и конической поверхностью полой втулки 8.
Устройство работает следующим образом.
При подаче очередной порции прутка включается привод подачи (на черт. не показан) и корпус 1, установленный в стакане 2 вместе с прутком 9, зажатым в цанговом захвате 4, под воздействием пружины 3 совершает поступательное движение в направлении подачи. При достижении заданной величины привод подачи останавливается и следовательно прекращается движение корпуса 1. Прутковая заготовка 9, зажатая в цанговом захвате 4 под действием собственной инерции стремится преодолеть усилие зажима цангового захвата 4 и проскользнуть в направлении подачи прутковой заготовки 9. Одновременно цанговый захват 6 под действием силы инерции закрепленных на ней грузов 5, преодолевая усилие пружины 7, передвигается в направлении подачи прутка и своей конической поверхностью взаимодействует с конической поверхностью полой втулки 8, в результате чего происходит зажим прутка 9, что препятствует перемещению цангового захвата 6 в направлении подачи прутка. Как только сила инерции будет погашена, пружина возвращает цанговый захват 6 в исходное положение. Валки для поперечно-клиновой прокатки (на черт. не показаны) захватывают пруток 9. В это время привода подачи осуществляет отвод корпуса 1 в исходное положение, пруток 9 проскальзывает в цанговом захвате 4 в направлении противоположном направлению подачи прутка. Цанговый захват 6 не оказывает воздействия на пруток 9, т.к. находится в открытом положении. Происходит прокатка детали валками для поперечно-клиновой прокатки, затем цикл работы устройства для подачи прутковой заготовки повторяется. Использование данного устройства позволяет снизить величину проброса прутковой заготовки и тем самым повысить коэффициент использования материала за счет обеспечения минимального концевого отхода по всей длине прутковой заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1992 |
|
RU2041004C1 |
| Устройство для подачи прутка | 1986 |
|
SU1430164A1 |
| Устройство для прокатки изделий из прутка | 1988 |
|
SU1662732A1 |
| Накатный автомат | 1990 |
|
SU1794569A1 |
| Цанговый патрон | 1984 |
|
SU1184614A1 |
| Устройство для прокатки цилиндрических заготовок | 1991 |
|
SU1782184A3 |
| Автомат для поперечной прокатки | 1988 |
|
SU1588472A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКОГО ПОРОШКА | 1991 |
|
RU2022709C1 |
| Узел стана для поперечно-клиновой прокатки штифтов | 1986 |
|
SU1459795A1 |
| Накатный станок | 1986 |
|
SU1412863A2 |
Изобретение относится к обработке металлов давлением, а именно к устройствам для подачи прутковой заготовки к станам для поперечно-клиновой прокатки. Сущность изобретения: устройство для подачи прутковой заготовки содержит корпус с размещенным в нем узлом зажима заготовки. Узел зажима заготовки выполнен в виде двух подпружиненных цанговых захватов, установленных в полых втулках с возможностью возвратно-поступательного перемещения относительно них. Каждая втулка выполнена с внутренней конической ступенью под зажим. Первый по направлению подачи прутковой заготовки цанговый зажим и взаимодействующая с ним коническая ступень втулки выполнены с вершиной конуса, обращенной по направлению подачи заготовки. При этом усилие зажима цанги прутковой заготовки превышает силу инерции прутка. 3 ил.
УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРУТКОВОЙ ЗАГОТОВКИ, содержащее корпус с размещенным в нем узлом зажима заготовки в виде двух подпружиненных цанговых захватов, установленных в полых втулках с внутренними коническими ступенями под указанные захваты с возможностью возвратно-поступательного перемещения относительно втулок, отличающееся тем, что, с целью повышения коэффициента использования материала, первый по направлению подачи прутковой заготовки цанговый захват и взаимодействующая с ним коническая ступень втулки выполнены с вершиной конуса, обращенной по направлению подачи заготовки, при этом усилие зажима Fц цанги прутковой заготовки определяется из зависимости · Kпруж.·Kц·Kтр= Fщ≥ Fи.п.,
· Kпруж.·Kц·Kтр= Fщ≥ Fи.п.,
где m - масса цанги с грузами;
v - скорость подачи;
Kпруж - коэффициент упругости пружины;
Kц - коэффициент упругости цанги;
Kтр - коэффициент трения цанга-пруток;
α - 1/2 угла конуса цанги;
Fи.п - сила инерции прутковой заготовки.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Накатный станок | 1986 |
|
SU1412863A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
