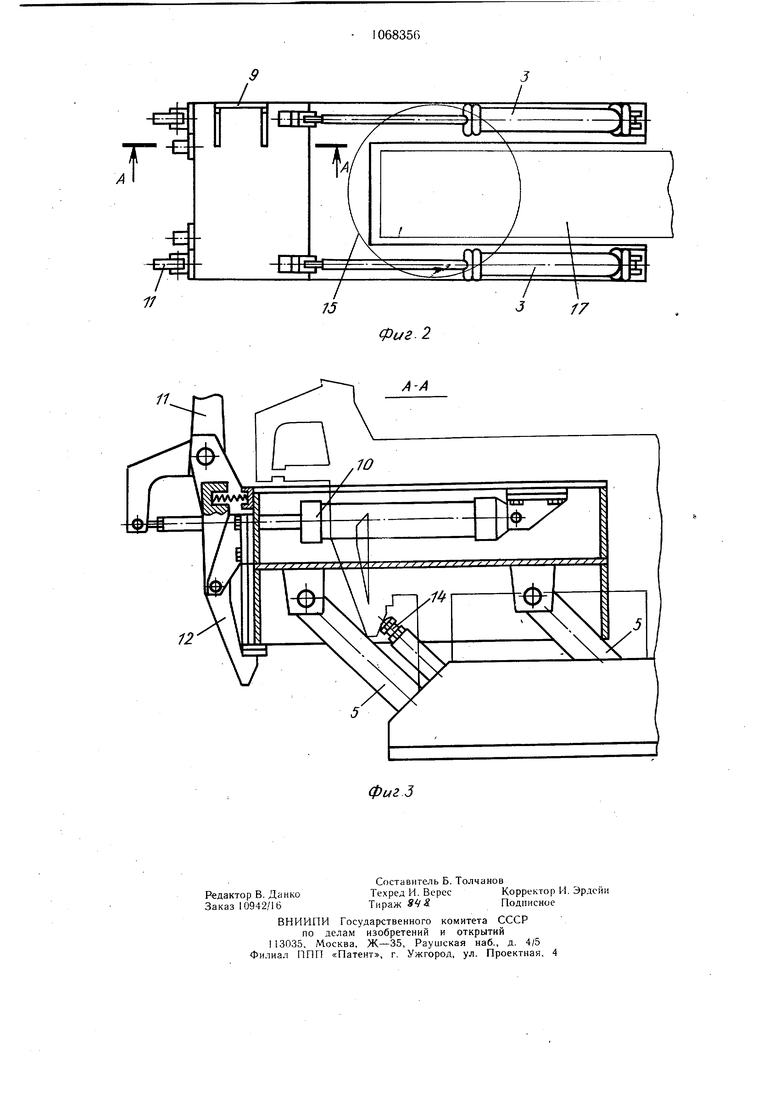
Изобретение относится к маHI и построению, в частности к перегрузочным устройствам, и может быть использовано для снятия транспортируемых на подвесном конвейере изде; ий круглой формы с отверстием с последующей кантовкой их на 90° и укладкой на сборочный конвейер. Известно устройство для передачи изделий между конвейерами, включающее перегрузочный механизм в виде приводного от силового элемента шарнирного параллелограмма с V -образной площадкой, установленной на платформе перегрузочного механизма шарнирно и перпендикулярно направлению передачи с возможностью наклона при взаимодействии с упором приспособления, выполненным с возможностью фиксированного перемещения по высоте, причем приемное приспособление парал.аелыю подвесноу конвейеру 1. Недостатком данного устройства является то, что оно не обеспечивает кантования изделия в плоскости перемещения платформы. Наиболее близким по технической сущности и достигаемому результату к изобре тению является устройство для передачи изделий между конвейерами, включающее смонтированную на раме подвижную от силового элемента платформу с шарнирно устаноЕзленной одним концом поворотной R ПЛОСКОСТИ ее перемещения площадкой, на которой смонтированы опоры 2., Недостатком известного устройства является отсутствие фиксации изделий на площадке при их сьеме с конвейера и кантовании, а также взаимодействие изделия с захватами конвейера при съеме с последнего. Целью изобретения является повыщение надежности работы. Поставленная цель достигается тем, что устройство для передачи изделий между конвейерами, включающее смонтированную на раме подвижную от силового элемента платформу с щарнирно установленной одним концом поворотной в плоскости ее перемещения площадкой, на которой смонтированы опоры, снабжено шарнирно смонтированными на площадке приводными прижимами и подпружиненными защелками, при этом платформа установлена на раме посредством шарнирного параллелограмма, а силовой элемент соединен с опорами, причем рама имеет регулируемые упоры, а подпружиненные защелки смонтированы на площадке с возможностью взаимодействия с платформой и регулируемыми упорами. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 2. Устройство состоит из укрепленного на П-образоной раме 1 перегрузочного механизма 2 в виде подвижной от силового элемента (пневмоцилиндров) 3 через щарнирный параллелограм 4, образованный четырьмя щатунами 5, платформы 6 с шарнирно закрепленной одним концом поворотной в плоскости ее перемещения площадкой 7.На площадке 7 установлены вильчатые опоры 8, упор 9 и подвижные от пневмоцилиндров 10 приводные прижимы 11, а также шарнирно смонтированные подпружиненные защелки 12, замыкающие платформу 6. Силовой элемент 3 щарнирно соединен с вильчатыми опора.ми 8. На раме 1 закреплены два обрезиненных опорных элемента 13 и регулируемые упоры 14. Транспортируемое изделие 15 подается к устройству подвесным конвейером 16. После манипулирования изделие 15 поступает на конвейер 17, размещенный перпендикулярно подвесному. Устройство работает следующим образом. В исходном положении щтоки пневмоцилиндров 3 выдвинуты. Площадка 7 лежит на платформе 6, которая опирается на левый опорный элемент 13. Защелки 12 замкнуты. Штоки пневмоцилиндров 10 втянуты. Конвейер 16 подает изделие 15 на площадку 7. Изделие 15 опирается на вильчатую опору 8 и упор 9. По команде датчика включаются пневмоцилиндры 10, и прижимы 11 прижимают изделие 15 к вильчатым опорам 8.После этого по команде датчика включаются пневмоцилиндры 3, приводящие в движение шарнирный параллелограмм 4, и площадка 7 с изделием 15 и платформой 6 совершают перемещение в сторону сборочного конвейера 17 с одновременным подъемом снимая таким образом изделие с подвесного конвейера 16 и вынося его из зоны движения этого конвейера. В момент, когда шатуны 5 занимают вертикальное положение, обе защелки 12 подходят к регулируемым упорам 14. При дальнейшем движении штоков пневмоцилиндров 3 защелки 12 освобождают от зацепления платформу 6. Платформа опускается на правый опорный элемент 13. Продолжая втягиваться, щтоки пневмоцилиндров 3 отделяют щарнирно установленную площадку 7 от платформы 6, поворачивают ее с изделием на 90° и укладывают на конвейер 17. По команде датчика прижимы 11 раскрываются, и освобожденное изделие 15 конвейером 17 перемещается на сборочную позицию. Получив команду датчика, пневмоцилиндры 3 переключаются, площадка 7 опускается на платформу 6, и защелки 12 ее замыкают. Платформа 6 возвращается в исходное положение. Предлагаемое устройство позволяет повысить надежность процесса перегрузки изделий с одного конвейера на другой. Расположение силовых элементов кантования вдоль сборочного конвейера сокращает производственные площади. Устройство просто по конструкции н в изготовлении.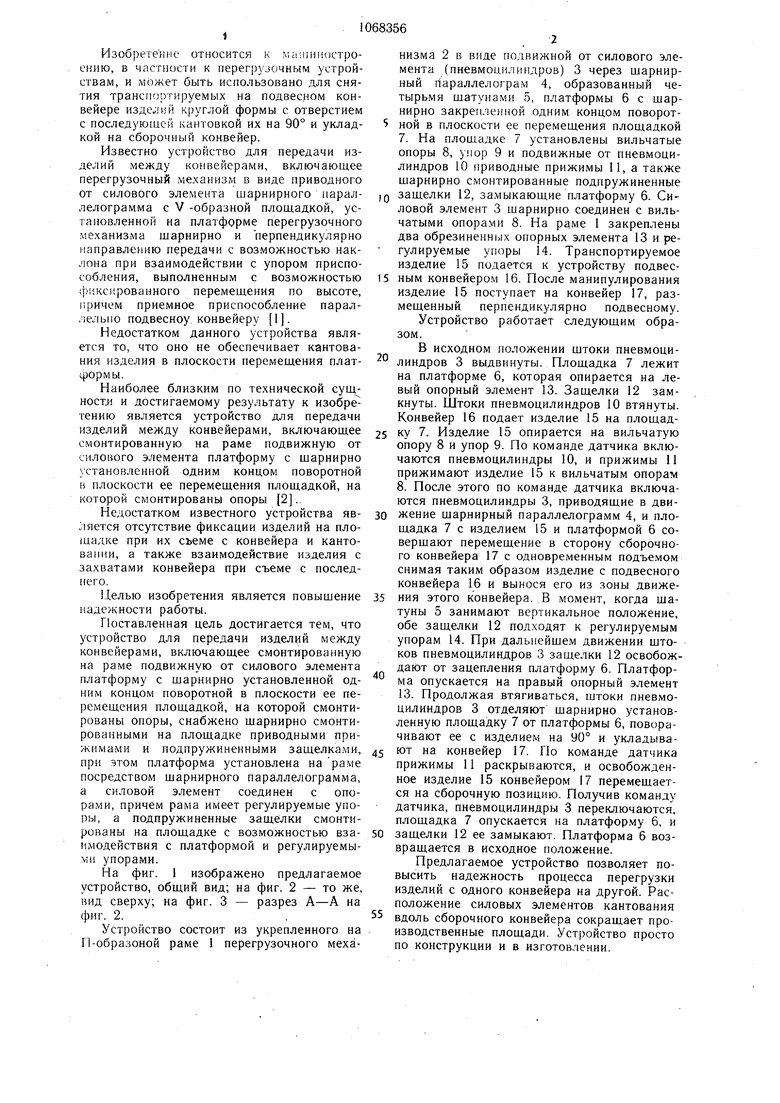
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической передачи изделий круглой формы с отверстием | 1976 |
|
SU656936A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Устройство для снятия и кантования изделий с малой вертикальной устойчивостью с движущегося подвесного конвейера | 1980 |
|
SU906853A1 |
| Устройство для передачи изделий с одного конвейера на другой | 1973 |
|
SU469642A1 |
| Устройство для съема изделий с подвесного конвейера | 1988 |
|
SU1539147A1 |
| Транспортно-складская система | 1986 |
|
SU1370032A1 |
| Устройство для разгрузки тары подвесного конвейера | 1989 |
|
SU1640075A1 |
| Перегрузочное устройство подвесного конвейера | 1982 |
|
SU1041454A1 |
| Устройство для подачи полос корда к сборочному барабану | 1975 |
|
SU599990A1 |
| Перегрузочное устройство | 1982 |
|
SU1097545A1 |
УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ ИЗДЕЛИИ МЕЖДУ КОНВЕЙЕРАМИ, включающее смонтированную на раме подвижную от силового элемента платформу с шарнирно установленной одним концом поворотной в плоскости ее перемещения площадкой, на которой смонтированы опоры, отличающееся тем, что, с целью повыщения надежности в работе, оно снабжено смонтированными на площадке приводными прижимами и подпружиненными защелками, при этом платформа установлена на раме посредством щарнирного пароллелограмма, а силовой элемент щарнирно соединен с опорами, причем рама имеет регулируемые упоры, а подпружиненные защелки смонтированы на плоцхадке с возможностью взаимодействия с платформой и регулируемыми упорами. фиг. 7
фиг 3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для автоматической передачи изделий круглой формы с отверстием | 1976 |
|
SU656936A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для разгрузки штучных грузов | 1977 |
|
SU664891A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
