00
сл
Ni;:
Изобретение относится к цветной металлургии, в частности к производству алюминия, и может быть использовано для получения лигатуры алюминий-кремний-марганец в электро лизерах. В настоящее время лигатуру для приготовления алюминиевых сплавов производят как в нагревательных печах (электрические печи, индукционные печи), так и в электрблизерах. В первом случае возникает необходимость значительного перегрева алюминия и легирующих компонентов, что приводит к их потерям в ра до 15-20%. Более рациональным является производство лигатур в алю миниевых электролизерах, где используется тепло процесса электролиза. Эффективность производства лигатур в алюминиевых.электролизерах за висит от содержания легирующих компонентов в катодном металле, так как при их содержании вьшае оптималь ного могут образовываться интерметаллиды. Осаждение интерметаллидов на угольном катоде приводит к увеличению сопротивления катода и повы шенному расходу электроэнергии. Кро ме того, повышенное содержание интерметаллидов в лигатуре ухудшает качество алюминиевых сплавов. Известев способ получения лигату ры алюминий-кремний, согласно которому для получения лигатуры кремний вводится в электролизер в виде двуокиси кремния при весовом соотно шении с окисью алюминия 1:1 - 1:50. Процесс ведут при напряжении до 5 В и непрерывном добавлении окислов 1 Недостатком данного способа является повьлченное напряжение на эле тролизере (нормальное напряжение со ставляет 4,2-4,4 В) и необходимость установки дополнительного оборудования для непрерывного добавления окислов. Известен также способ получения лигатуры алюминий-марганец, согласно которому для производства лигатуры в электролизер вводят окислы марганца С21. Недостатком этого способа является необходимость дополнительного перемешивания для полного восстанов ления окислов марганца. Неполное во становление окислов моясет привести к осаждению их на угольном катоде, что вызовет повышение сопротивления катода и увеличение расхода электроэнергии. Наиболее близким к изобретению является способ получения лигатугял алюминий-кремний-марганец в гипокшниевом элейтролйзере, включакияий введение легирующих элементов в отдельности или в смеси непосредственно в электролизер в точно дозированных количествах в определенные временные интервалы СЗа. Однако известный способ не нашел широкого практического применения из-за необходимости вводить в электролизер дорогостоящие чистые-металлы (кремний, марганец). Отсутствие рекомендаций по содержанию компонентов в катодном металле приводит к повышению расхода электроэнергии и трудозатрат за счет образования интерметаллидов. Целью изобретения является снижение расхода электроэнергии за счет уменьшения падения напряжения в катоде путем исключения образования в катодном металле интермегаллидов. Поставленная цель достигается тем, что согласно способу получения лигатуры алюминий-кремний-марганец в алюминиевом электролизере, включающему введение в электролизер сырья, содержащего кремний и марганец, процесс ведут при содержании марганца в катодном металле 5,0 9,0% и суммы кремния и марганца 5,5-11,0% от массы катодного металла . Преимущество предлагаемого способа по сравнению с известным заключается в том, что за счет выдерживания оптимальных концентраций легирукнцих элементов в катодном металле исключается -образование в нем интерметаллидов . Это позволяет повысить качество сплавов, снизить расход; электроэнергии и трудовые затраты. .Для определения оптимальных усло;вий производства лигатуры проводили серию лабораторных опытов при температуре нормального процесса электролиза (. В качестве электролитической ячейки использовали графитошамотные тигли, помещаемые в электрическую печь сопротивления. Анодами служили угольные электроды о металлическими стержнями, катодсЗм жидкий металл-,, дно тигля, металлический стержень (токоотвод), электролитом - криолит - 5% AliOg. В качестве легирующего сырья использовали силикомарганец марки СМН17 (ГСХ;т 4756-70 i и силуминовые шлаки состава 75.мае.% алюминия,12 мас.% окиси алюминия и 12 мас.% кремния. В ячейку загружали в твердом виде 100 г алюминия и 50 г электролита. После их расплавления вводили заданные количества оиликом-.рганца, силуминовых шлаков(«начинсши электролиз. Анодная и катодная плотность тока соответствовали промышленному электролизу соотвественно 0,8 А/см и 1 . Время опыта 45 миц. За дветри минуты до окончания опыта измеря
ли перепад напряжения в катоде милливольтметром М45М с классом точности 1,0.. .
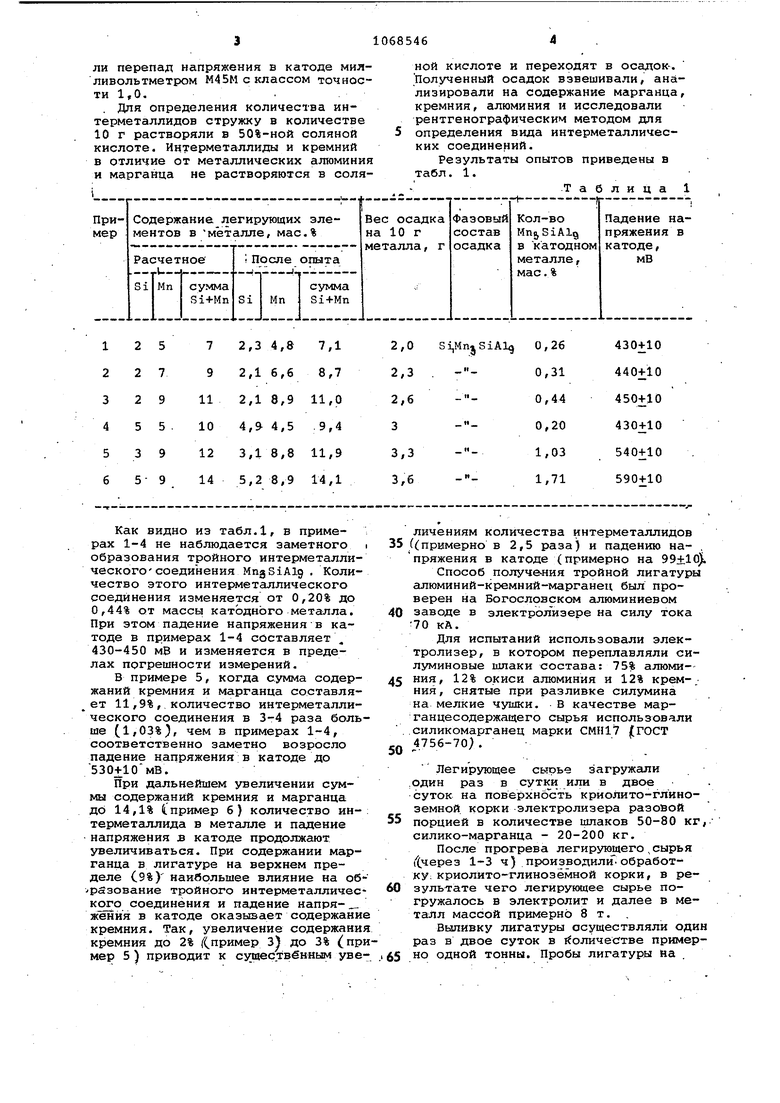
Для определения количества интерметаллидов стружку в количестве 10 г растворяли в 50%-ной соляной кислоте. Интерметаллиды и кремний в отличие от металлических алюминия и марганца не растворяются в соляi
ной кислоте и переходят в осадок-. Полученный осадок взвешивали, анализировали на содержание марганца кремния, алюминия и исследовали рентгенографическим методом для определения вида интерметаллических соединений.
Результаты опытов приведены в табл. 1.
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЩИТЫ УГОЛЬНОЙ ФУТЕРОВКИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1999 |
|
RU2164556C2 |
| Способ производства лигатуры алюминий-хром в электролизере для получения алюминия | 1981 |
|
SU954525A1 |
| СПОСОБ ЗАЩИТЫ УГОЛЬНОЙ ФУТЕРОВКИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1999 |
|
RU2164555C2 |
| ВЫСОКОПРОЧНЫЙ АЛЮМИНИЕВЫЙ СПЛАВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2010 |
|
RU2451097C1 |
| Способ очистки цветных металлов электролизом | 1977 |
|
SU657091A1 |
| Способ производства алюминия электролизом расплавленных солей | 2018 |
|
RU2699604C1 |
| Способ получения алюминиево-кремниевого сплава в электролизере для производства алюминия | 1991 |
|
SU1826998A3 |
| Способ получения алюминиевых сплавов в электролизере | 1982 |
|
SU1157071A1 |
| Способ получения сплава титан-железо и устройство для его осуществления | 2019 |
|
RU2734610C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2673597C1 |
СПОСОБ ПОЛУЧЕНИЯ ЛИГАТУРЫ АЛЮМИНИЙ-КРЕМНИЙ-МАРГА11ЕЦ В АЛЮМИНИЕВОМ ЭЛЕКТРОЛИЗЕРЕ, включающий введение в электролизер сырья, содержащего кремний и марганец, отличающийся тем, что, с целью снижения расхода электроэнергии за счет уменьшения падения йа- пряжения в Катоде путем исключения образования в катодном металле интерметаллкдов, процесс ведут при содержании марганца в катодном металле 5,0-9,0% и суммы марганца, и кремния 5,5-11,0% от массы катодного металла. (Л с
Как видно из табл.1, в примерах 1-4 не наблюдается заметного образования тройного интерметаллического соединения MngSiAlg . Количество этого интерметаллического соединения изменяется от 0,20% до 0,44% от массы катодного металла. При этом падение напряжения в катоде в примерах 1-4 составляет . 430-450 мВ и изменяется в пределах погрешности измерений.
В примере 5, когда сумма содержаний кремния и марганца составляет 11,9%,,количество интерметаллического соединения в 3-4 раза больше (1,03%), чем в примерах 1-4, соответственно заметно возросло падение напряжения в катоде до
/530+10МБ.
При дальнейшем увеличении суммы содержаний кремния и марганца до 14,1% (пример 6) количество интерметаллида в металле и падение напряжения в катоде продолжают увеличиваться. При содержании марганца в лигатуре на верхнем пределе С9%) наибольшее влияние на образование тройного интерметаллического соединения и падение напря- . жения в катоде оказывает содержание кремния. Так, увеличение содержания кремния до 2% ((пример 3 до 3% (пример 5) приводит к существенным увеличениям количества интерметгшлидов (примерно в 2,5 раза) и падению на- , пряжения в катоде (примерно на 99±10). Способ получе-ния тройной лигатуры алюминий-кремний-марганец был проверен на Богословском гшюминиевом заводе в электролизере на силу тока 70 кА.
Для испытаний использовали электролизер, в котором переплавляли силуминовые шлаки состава: 75% алюминия, 12% окиси алюминия и 12% крем-. ния, снятые при разливке силумина на мелкие чушки. В качестве марганцесодержаедего сырья использовали силикомарганец марки СМН17 /ГОСТ 4756-70).
Легирующее сырье загружгши один раз в сутки или в двое суток на поверхность криолито-глиноземной корки -электролизера разовой порцией в количестве шлаков 50-80 кг, силико-марганца - 20-200 кг.
После прогрева легирующего,сырья (через 1-3 ч) производили, обработку; криолито-глиноземной корки, в результате чего легирующее сырье погружалось в электролит и далее в металл массой примерно 8т..
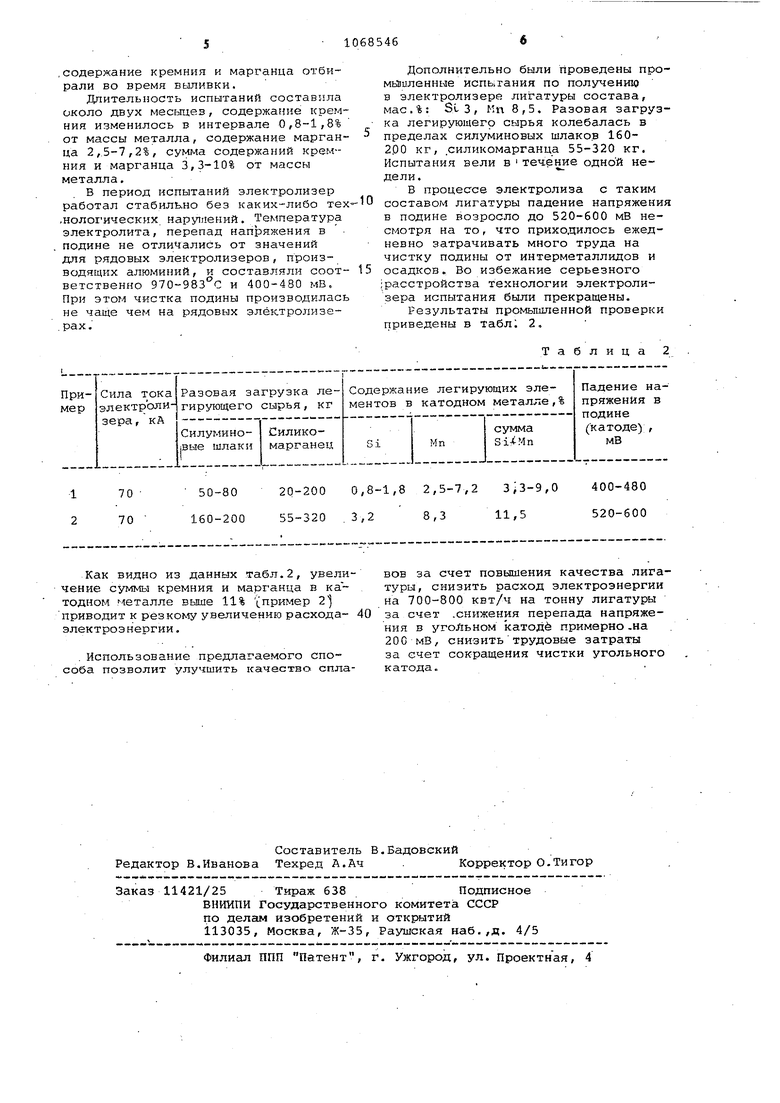
Выпивку лигатуры осуществляли один раз в двое суток в 1 оличестве примерно одной тонны. Пробы лигатуры на .содержание кремния и марганца отбирали во время выливки. Длительность испытаний составила около двух мес№дев, содержание крем ния изменилось в интервале 0,8-1,8% от массы металла, содержание марган ца 2,.5-7,2%, сумма содержаний кремния и марганца 3,3-10% от массы металла. В период испытаний электролизер работал стабильно без каких-либо тех .нологических нарутлений. Температура электролита, перепад напряжения в подине не отличались от значений для рядовых электролизеров, производящих алюминий, и составляли соответственно 970-983о и 400-480 мВ. При этом чистка подины производилась не чаще чем на рядовых элёктролизеКак видно из данных табл.2, увеличение суммы кремния и марганца в ка- . тодном металле выше 11% (пример 2 приводит к резкому увеличению расхода- 40 электроэнергии.
. Использование предлагаемого способа позволит улучшить качество сплавов за счет повышения качества лигатуры, снизить расход электроэнергии на 700-800 квт/ч на тонну лигатуры за счет .снижения перепада напряжения в угольном катоде примерно ,на 20G мВ, снизить трудовые затраты за счет сокращения чистки угольного катода. Дополнительно были проведены промьйиленные испытания по получению в электролизере лигатуры состава, мае.%: SL3, Мп 8,5. Разовая загрузка легирующего сырья колебалась в пределах силуминовых шлаков 1602.00 кг, .силикомарганца 55-320 кг. Испытания вели в течение одной недели. В процессе электролиза с таким составом лигатуры падение напряжения в подине возросло до 520-600 мВ несмотря на то, что приходилось ежедневно затрачивать много труда на чистку подины от интерметаллидов и осадков. Во избежание серьезного расстройства технологии электролизера испытания были прекращены. Результаты промышленной проверки приведены в табл; 2, Таблица 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU156971A1 | |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ротационный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию, и т.п. работ | 1924 |
|
SU204A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
