Способь .ива11ия металла на наружно или внутренней поверхности цилиндрической заготовки пучсм ноI руясення ее и раснлнилсппый металл ,ест111,1.
Г1о одним из них удается нанести на заготовку только тонкий слой меTa.i.ia, а другие способы, хотя и дают возможность нарастить толстый слой, но сняза1н 1 со значительной затратой времени, так как требуют применения специальных форм.
Особенное ) способа сосчои в том, для нолучения толсто о слоя металла иа заготовке без применения формы темнературу жидкого металла иоддержива от в нределах 50 и 150 ниже те% не 1атуры } ачала зас ыва1И-1Я метал.та (линия ликвидуса на ), а загото ку, иодо ретую до eNHiepaтуры 50 60 . но1ружа от рас 1лаиле ; Ь й мета:.ч на необх() для 1 арап;и ания того илн )го слом мета.мла время, в течение которого заготовка е успеет прогреться до те и1ературы ЖИД1СОГО л еталла. При этом жидкий металл, соприкасаясь с за ото 1кой, наст1 вает на ней .чьно чО.чстым слоем и ио охлаждении нрочню удерживается ia заготовке. При таком способе, i свлзи с отсутствием неооходимости применения форм и затрат времени на их установку, удается в значительной мере новыси ь производ1 тел1,ност) процесса )в. биметалличес их болванок.
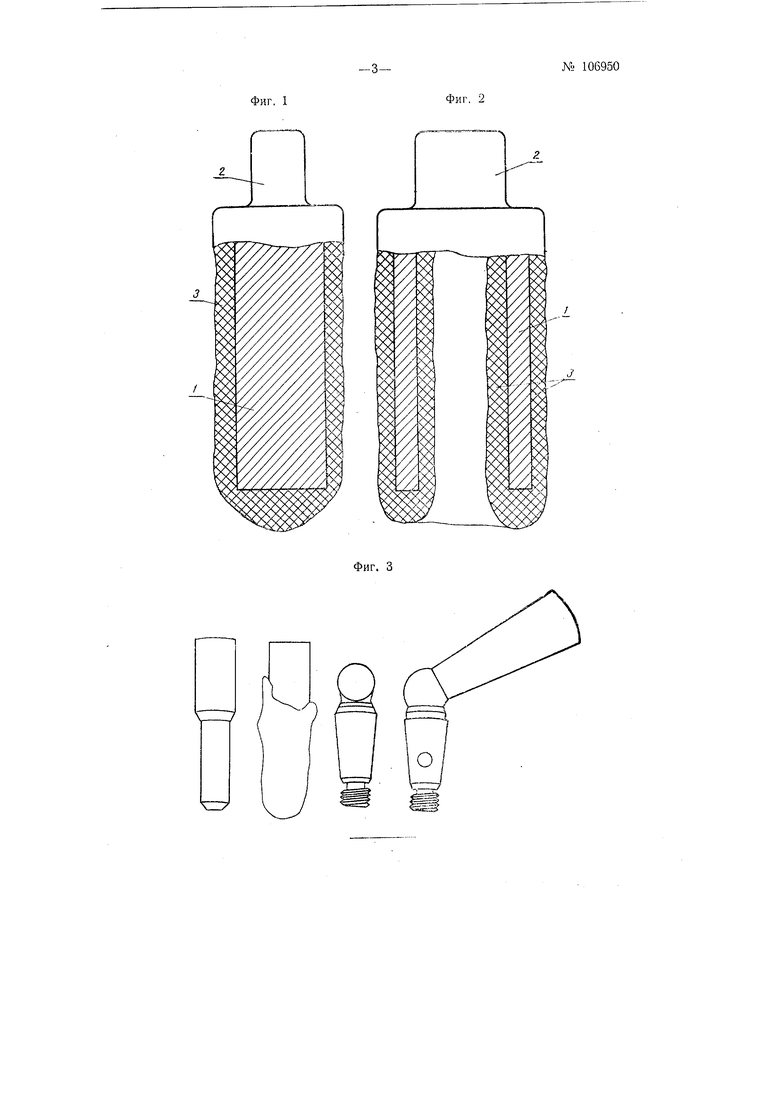
На фиг. 1 изображена бнметал.чическая с частичным разрезом; па фиг. 2--биметаллическая втулка в разрезе; на фиг. 3 - стадии изготов. би eтaллнчecкoгo нзделия-н НИ1 де. иробочно -о крана.
Изгото ле не биме ал.;ц1ческ 1х бо. с серд 1евнной, 1ацример, черного метал.ча, и с относительно толстым новерхностиым с.юе.м из цветного металла для производства различных стержней, нн1инделей кранов, втулок и т. п. производят юсле предва 1ителы(О|-о выгач1Н) соответстрлчоHuix aaioiOBOK.
.:1, kOTupiJM 1)еднола -ается .ат, )Т()вк1, расн.. в тигле с П()мо1ць 0 1Н1дук и10нной без железг ого сердечника. Температуру жидкого металла нри этом поддерживают в нределах 50 выше и 150 ниже TeNmepaTypb начала застывания, |ак как только нр такой те тературе воз. настьшание мегалла.
SaiOTOBKH погружением в жидкий .мета.. для удаления с их поверхиости влаги подогревают до температуры 50-60°. Для погружения заготовок защитный слой шлака на поверхности жидкого металла раздвигают в стороны, и направляют на зеркало металла струю инертного газа, наприiiep, азота.
Заготовку / схватывают клeпl, за необрабатывае.мый конец 3 и погружают в жидкий металл, где выдержав 3- -5 секунд, поднимают с настывiiuiM на пей с.юе.м 2. За14)товка при пе должна nporpeisaTi.cii до температуры метал.1а в тигле, так как HacTHBiiHiU слой может BHOISI, засплави-ться. Слой металла пос.че охлаждения нрошо удерживается на заготовке.
пастыBnjero слоя 2 завис1гг от температуры Ж11дко|-о металла, дпамегра н Macci.i аагото1 ки, а также времени ее i )ас11лав.1енном металле, llpii некоюры.х с()отно1иениях этих показателей то.пнипа слоя па заготов1се .может быгь получена до 15 мм. Регу.)вапие ътоИ o:tin, достигается изменением врс-мс 1И выд,ержки заготовки в жи.тком металле.
Биметаллическую болванку иосле остывания можно подвергать механической обработке.
Пред .м е т и з о б р е т е н и я
Способ наращивания металла маетыванием, напри.мер, на стальной заготовке путе.м погружения ее в расплавленный .металл через зону инертного газа, отличающийся тем, что, с целью настывания с.юя металла толи;иHOii ;w /J MM без iipHMeneiHiii формы и достижения П1)очпой связи металла с заготовк011, температуру ванны расплавленного .металла поддерживают в пределах 50 вьние и 150 ниже тем11ерату)ы пача.1а застывания (линия ликвидуса на диаграмме сплавов), а yaiOiOBKy, подо1регу1) до 1е.м11ературы 50 60 , погружают п расп.1авлепн)лИ метал. па необходп.мое д.ая наранц вапия TOio или ипого с.;|оя металла время, в течение которого заготовка пе успеет прогреться до температуры жидкого .металла.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕПЛАВА СТРУЖКИ И ДРУГИХ ДИСПЕРСНЫХ ОТХОДОВ МЕТАЛЛОВ И СПЛАВОВ В СРЕДЕ ТВЕРДОЖИДКОГО МЕТАЛЛА | 1998 |
|
RU2135613C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ КРУПНОРАЗМЕРНЫХ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2015 |
|
RU2623941C2 |
| Способ изготовления монолитных заготовок путем намораживания | 1987 |
|
SU1700074A1 |
| ИCПАРЯЮЩИЙСЯ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2490367C2 |
| Способ формирования настыли в ванне для электролитического получения алюминия | 1976 |
|
SU683638A3 |
| СПОСОБ ПЕРЕПЛАВА МЕЛКИХ ОТХОДОВ И СТРУЖКИ ЦВЕТНЫХ СПЛАВОВ | 1998 |
|
RU2159822C2 |
| Способ получения биметаллических заготовок | 1975 |
|
SU558754A1 |
| СПОСОБ ОЧИСТКИ АЛЮМИНИЯ МЕТОДОМ СЕГРЕГАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2234545C2 |
| Способ изготовления композиционных материалов | 1990 |
|
SU1759932A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ЛИТЬЯ ШИХТОВЫХ ПРУТКОВЫХ ЗАГОТОВОК ИЗ ОТХОДОВ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2006 |
|
RU2336972C1 |