35
;о
х
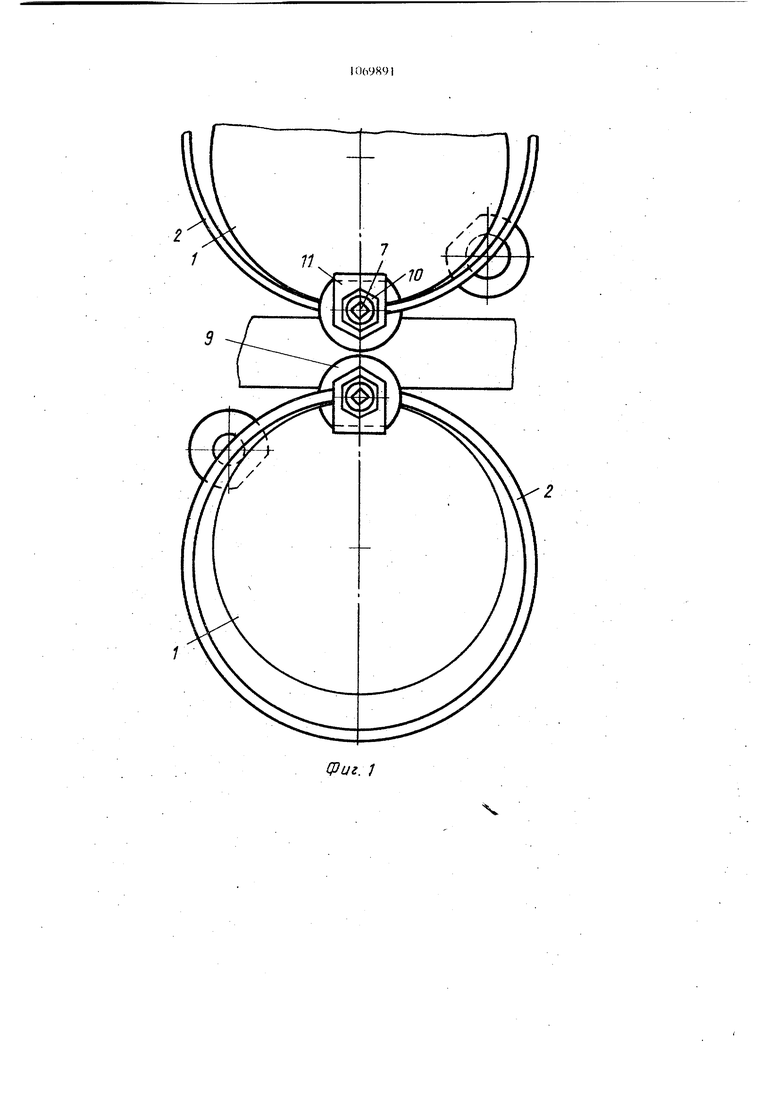
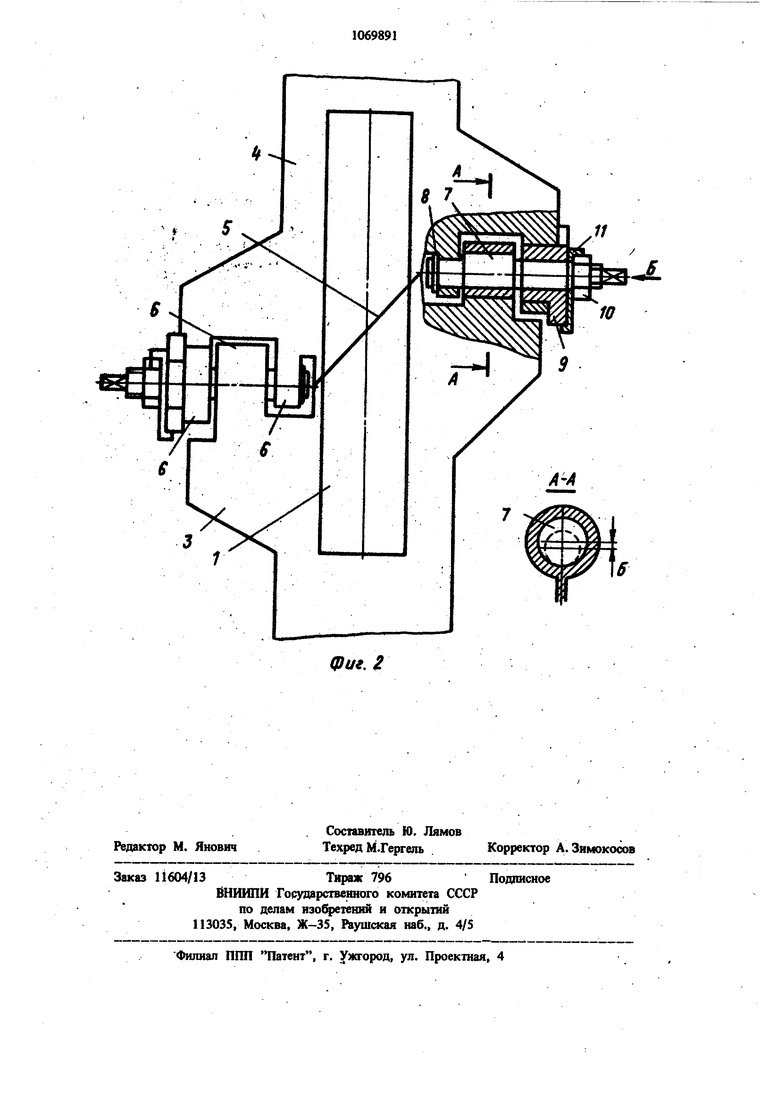
;о Изобретение относится к обработке метал лов давлением и предназначено д;1я использования в прокатном производстве, напри.мер, для прокатки полос с электроконтактным нагревом и стабилизацией температурно го режима.. Известен составной прокатный валок, бан жированный свободно насаженным на бочку валка кольцом 1. Недостатком этого валка является необходимость осуществления неревалки валков при замене кольца. Наиболее близким к предлагаемому по технической сущности и достигаемому резул тату является составной прокатный валок, срдержаннш бочку, бандажированную свободно насаженным кольцом, центральная часть Которого взаимодействует с бочкой, а боко вые кромки вынесены за ее габариты 2. Недостатками данного валка являются необходимость перевалки- валков при замене кольца и его повышенный износ, который особенно проявляется при применении соста ного прокатного валка на станах с подводом -электрического тока к валкам. Цель изобретения - упрощение замены бандажа. Поставленная цель достигается тем, что в составном прокатном валке, содержащем бочку, бандажированную свободно насаженным кольцом, центральная часть которого взаимодействует с бочкой, а боковые кромки вынесены за ее габариты, кольцо выпол нено разрезным, а боковые кромки в месте разъема снабжены проушинами, причем смежные проушины скреплены между собой посредством эксцентриковых осей, а njtocкость разъема наклонена к боковым кромкам. Снабжение боковых кромок проушинами позволяет сохранить гибкость кольца по оси прокатки, а соединение проушин осью с эксцентриком дает возможность после установки кольца производить стяжку кольца в месте соединения путем вращения оси. Выполнение разъема наклонным к боковым кромкам необходимо для улучшения стяжки кольца в месте соединения, а при прокатке с подводом электрического тока к валкам стана исключает скачкообразное измене ние контактного сопротивления в очаге деформации, что в свою очередь повышает стабильность и качество нагрева. На фиг. 1 изображена валковая пара из предлагаемых составных прокатных валков. вид сбоку; на фиг. 2 - составный прокатный валок, разрез в месте соединения кольца. Составной прокатный валок содержит бочку 1, бандажированную свободно насаженным кольцом 2. Боковые кромки 3 кольца 2 вынесены за габариты бочки 1, а центргшьная часть 4 взаимодействует с бочкой. Кольцо выполнено разрезным со стыковкой концов по разъему 5. Боковые кромки 3 кольца 2 в месте разъема 5 снабжены npoyumiiaми 6. Смежные проушины 6 скреплены между собой посредством эксцентриковых осей 7, а плоскость разъема 5 наклонена к боковым кромкам 3. Эксцентрик оси 7 имеет смещение относительно нее на величину Ь , выбираемую в зависимости от требуемого усилия стягивания. ЭксцентрикоЕия Ось 7 фиксирована в проушинах 6 с одной стороны упорным кольцом 8, а с другой - втулкой 9, гайкой 10 и стопорной шайбой 11. При установке кольца 2 совмещают проушины 6 и соединяют их осью 7. Фиксируют конец оси 7 упорным кольцом 8. вставляют втулку 9, шайбу 11 и навинчивают, гайку 10. После этого путем поворота эксцентриковой оси 7 создают требуемое натяжение стягивания кольца 2 в месте разъема 5. В процессе работы при вращении бочки валка одновременно вращается и кольцо. При прокатке с подводом электрического тока к валкам стана вследствие наклона разъема к боковым кромкам имеет место постепенное вхождение разъема в очаг деформации, в результате чего изменение контактного сопротивления за время прохождения плоскости разъема через очаг деформации происходит плавно и в небольших пределах. Для замены изнощенного кольца необходимо расстопорить гайку и поворотом эксцентриковь1х осей устранить усилие стягивания. Затем снимают упорные шайбы и извлекают оси вместе с втулками, разводят состыкованные концы и снимают кольцо с бочки валка. В результате использования предлагаемого устройства повышается производительность оборудования за счет сокращения времени на замену кольца, улучшается качество поерхности готового изделия. Изобретение, озволяет повысить производительность обоудования не менее чем на 3%. Ожидаемый кономический эффект в расчете на 1 т проата составляет не менее 0,4 руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть для продольной прокатки профилей переменного сечения | 1978 |
|
SU764753A1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| Прокатный валок для продольной периодической прокатки | 1977 |
|
SU740371A1 |
| ВАЛОК ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2254952C1 |
| Валок прокатного стана | 1972 |
|
SU446330A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1997 |
|
RU2130348C1 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| Составной валок | 1978 |
|
SU686790A1 |
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК, содержащий бочку, бандажированную свободно насаженным кольцом, центральная часть которого взаимодействует с бочкой, а боковое кром- . ки вынесены за ее габариты, отличающийся тем, что, с целью упрощения замены бандажа, кольцо вьтолнено разрезным, а боковые кромки в месте разъема снабжены проушинами, П{жчем смежные проушнны скреплен между собой посредством эксцентричных осей, а плоскость разъема наклонена к боковым кромкам.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СОСТАВНОЙ РАБОЧИЙ ВАЛОК ДЛЯ ПРОКАТКИ ЛИСТА | 0 |
|
SU205792A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 1972 |
|
SU412958A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
