Изобретение относится к прокатному производству, в частности к валкам прокатного стана.
Известен валок прокатного стана, (включающей ось и насаженные на нее образующие ручей приводную донную часть и поворотные боковые части. Разъем приводных и неприводных частей выполняется перпендикулярно, к оси валка.
В случае лрокатки в круглых калибрах такой разъем, выбранный из соображений минимального скольжения для какого-либо определенного размера калибра, оказывается неблагоприятным при переточке калибра на другой размер, так как при этом в значительной мере изменяется принятое оптимальное соотношение между приводными н неприводными частями ручья.
В предлагаемом валке для сохранения заданного соотношения между частями ручья при переточке на другой размер поверхность разъема частей валка расположена по радиусу ручья.
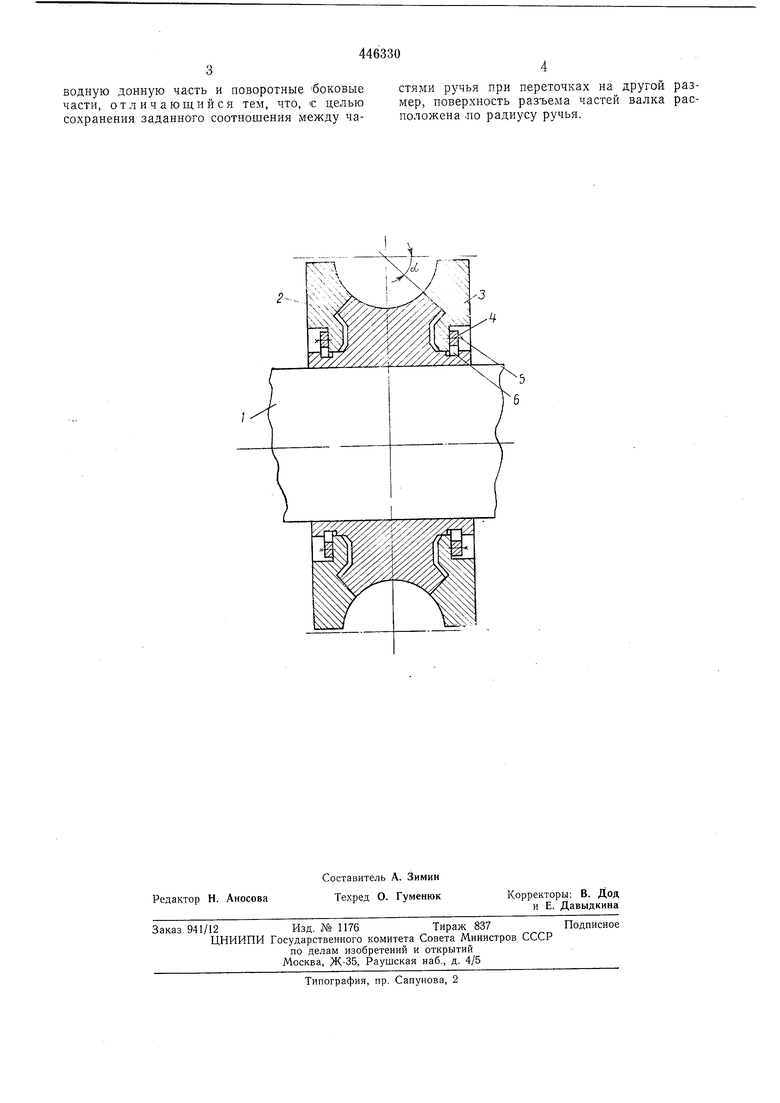
На чертеже изображен валок прокатного стана, разрез.
Он включает ось 1, посаженные на нее образующие ручей приводную донную 2 часть и поворотные боковые 3 части, соединенные между собой закрепительными кольцами 4, болтом 5, разрезными кольцами 6.
Ири прокатке вращение от привода через ось 1 получает только донная часть 2. Боковые части 3 вращаются от трения о поверхность прокатываемых труб.
Разъем пр«водной донной 2 и новоротных боковых 3 частей бочки валка со стороны ручья на глубину, соответствующую максимально возможной для данного стана величине вреза ручья :В валок, выполняют по радиусу калибра под постоянным углом а к оси валка.
При одинаковых размерах исходных бочек валков, применяемых в современных редукционных станах, разъем, выполненный по радиусу, делит периметр растачиваемого ручья на части таким образом, что соотношение длин на приводной и неприводной частях остается неизменным вне зависимости от размера выточенного калибра на новом валке
или после переточки. Этим обеспечивается близкая к минимально возможной величина скорости проскальзывания поверхности трубы относительно валка во всех клетях стана и унификация размеров заготовок для изготовления валков.
Предмет изобретения
Валок прокатного стана, включающий ось 30 и насаженные на нее, образующие ручей приводную донную часть и поворотные боковые части, отличающийся тем, что, € целью сохранения заданното соотношения между частями ручья при переточках на другой размер, новерхность разъема частей валка расположена ло радиусу ручья.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |
| СИСТЕМА ВЫТЯЖНЫХ ЯЩИЧНЫХ КАЛИБРОВ | 1997 |
|
RU2152275C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1999 |
|
RU2211101C2 |
| Инструмент для продольной периодической прокатки | 1977 |
|
SU725768A1 |
| ДВУХСЛОЙНЫЙ ВАЛОК ПРОКАТНОГО СТАНА С ОСЕВОЙ ПОЛОСТЬЮ | 2014 |
|
RU2576718C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| Способ непрерывной прокатки и непрерывный многоклетьевой стан для его осуществления | 2015 |
|
RU2614974C1 |
| УНИВЕРСАЛЬНАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2001 |
|
RU2201825C2 |
| СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ И ЧИСТОВОЙ ЧЕТЫРЕХВАЛКОВЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ | 2015 |
|
RU2604076C1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
