О)
СО
о 4
Иэорретение относится к обработк металлов давлением н может быть использовано для формовки цилиндрических изделий из листовых заготово преимущественно тонкостенных колб. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ фор мирования цилиндрических изделий из листовых заготовок, преимущественно тонкостенных колб, лутем вытяжки заготовки в несколько переходов пос редством инструмента, на который наносят смазку и в качестве которог используют матрицу и пуансон с плос ким дном и скругленным участком. между дном и вертикальной стенкой t Однако данный способ малопроизво дителен вследствие значительного утонения полуфабриката, получаемого в процессе вытяжки, в опасном сечении часто возникает разрушение, для исключения которого требуется вести вытяжку в несколько переходов при этом получаемые цилиндрические изделия имеют небольшую высоту. Цель изобретения - повышение производительности за счет сокращения числа переходов и увеличения высоты формуемых изделий. Указанная цель достигается тем, ,что в способе формирования цилиндрических изделий из листовых заготовок, преимущественно тонкостенных колб, путем вытяжки заготовки в несколько переходов посредством инструмента, на который наносят, смазку и в качестве которого исполь зуют матрицу и пуансон с плоским дном и скругленным участком между дном и вертикальной стенкой, вытяжк каждого перехода ведут пуансоном с радиусом скругления участков между дном и вертикальной стенкой, установленным в пределах 6-10 толщин заготовки и не превышающим 1/3 диаметра пуансона, с нанесением смазки на плоское дно пуансона каждого пер хода.
Таблица 1 При формовке деталей указанным способом металл дна заготовки гораздб меньше блокируется силами трения, Бозникавдими на поверхности ее контакта с плоскимДНОМ пуансона, что позволяет металлу течь и значительно перераспределяться. За счет этого увеличивается высота полученного полуфабриката на 4-6%. Пример. Производят формирование стаканов из стали 12X18Н ЮТ толщиной ,3 0,5 мм, диаметр заготовки мм, относительная толщина заготовки ,0016. Штамповку производят за четыре перехода. Перед вытяжкой заготовки и полуфабрикаты покрывают лаком ХВЛ-21 и высушивают в специальной камере в течение трех часов. В качестве дополнительной смазки рабочие поверхности матрицы и прижима, а также плоское дно пуансонов каждого перехода смазывают тонким слоемсмеси из 80% технического мыла и 20% веретенного масла. После второй и третьей операции полуфабрикаты термообрабатывают при 950-970 С с выдержкой 5-7 мин и охлаждают на воздухе. Формирование изделий производят по маршруту, приведенному в табл. 1. Пуансоны выбирают с радиусом скругленных участков между дном и вертикальной стенкой соответственно для i -го перехода Г;, 25 мм, для -го Г5,, 20 мм, для 1 -го г 15 мм, для W,-го r.Ё мм. Конечное значение высоты стаканов и толщины для заготовки приведены в табл. 2.. Таким образом, при заданной высоте изделия и толщине металла для формовки требуется заготовка меньшего диаметра, экономия металла при этом составляет 3,5-5%. Кроме того, предлагаемый способ значительно повышает производительность за счет сокращения числа переходов и увеличения высоты формируемых изделий.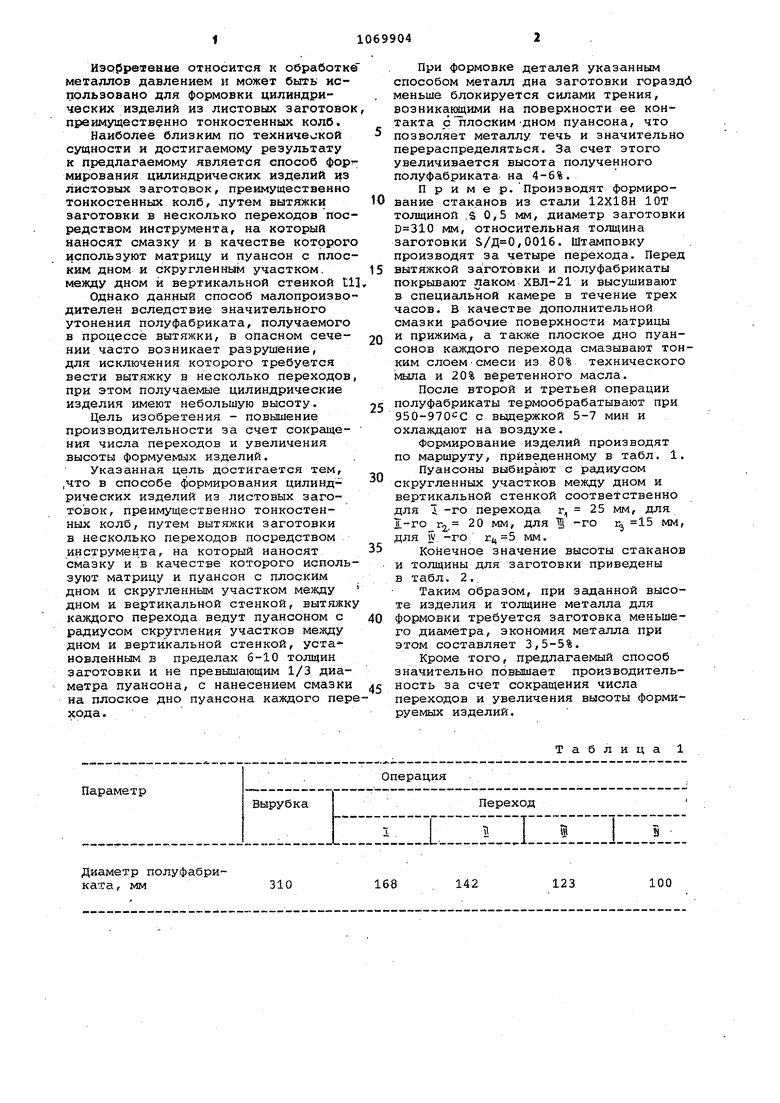
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тонкостенных сосудов из листовой заготовки | 1987 |
|
SU1505629A1 |
| Способ получения полых цилиндрических ступенчатых деталей с дном | 1985 |
|
SU1581448A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1994 |
|
RU2070467C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ПОРШНЯ МЕТОДОМ ЛИСТОВОЙ ШТАМПОВКИ | 2004 |
|
RU2278759C1 |
| Способ получения изделий из листовой заготовки путем совмещенной штамповки и закрытой прошивки | 2024 |
|
RU2836374C1 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ ПОЛУСФЕРИЧЕСКИХ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2392079C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2014 |
|
RU2556846C1 |
| Способ изготовления цилиндрических изделий | 1974 |
|
SU603325A3 |
| Способ изготовления полых деталей с вогнутым сферическим дном | 1987 |
|
SU1489893A1 |
| Способ штамповки полых осесимметричных изделий | 1976 |
|
SU633643A1 |
СПОСОБ «ЮРМИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ из листовых загото|ВОк преимущесгвенно тонкостенных колбг вытяжки заготовки в нес1 олько переходов посредством инструмента, на который наносят смазку и в качестве которого используют матрицу и пуансон с плоским дном и скругленным участком между дном и вертикальной стенкой, о т л и ч а rant и и с я тем, что, с целью повышения производительности за счет сокращения числа переходов и увеличения высоты формуемых изделий, вытяжку каждого перехода ведут пуансоном с радиусом скругления участков мехццу дном и вертикальной стенкой, установленным в пределах 6-10 толщин заготовки и не превышающим 1/3 диаметра пуансона, с нанесением смазки на плоское.дно пуансона каждого перехода. S
Диаметр полуфабри310ката , мм
123
100
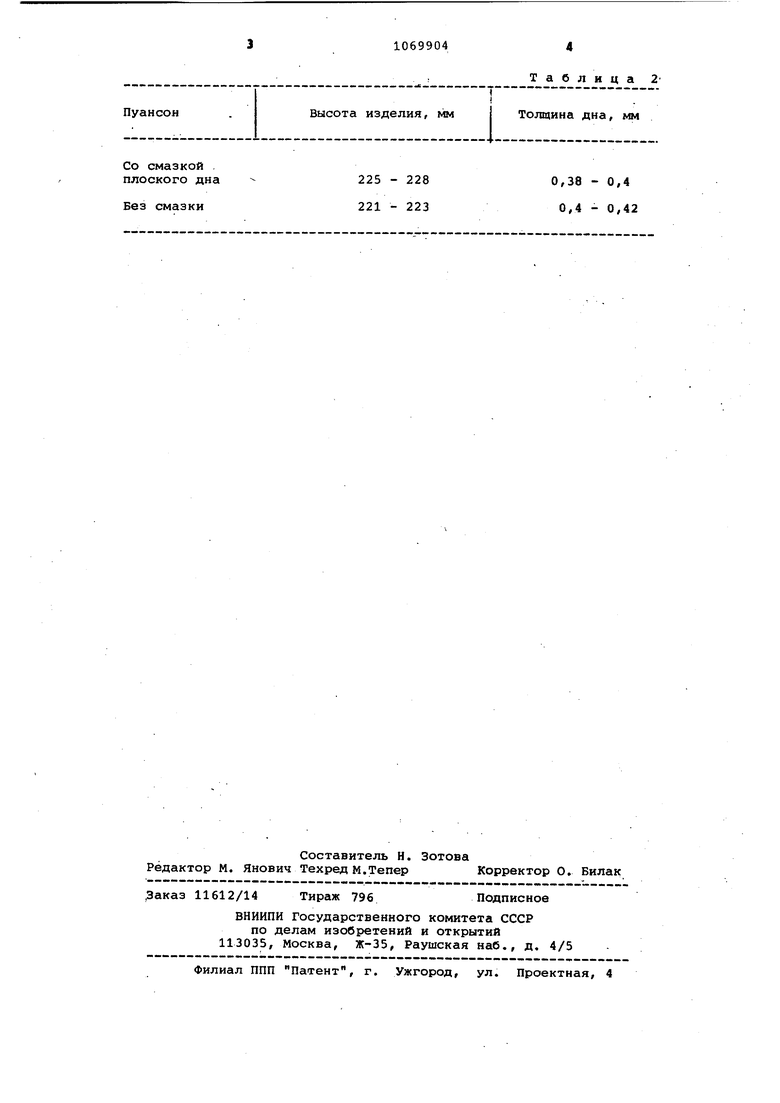
142 Высота изделия, мм Пуансон Со смазкой плоского дна -225 - 228 Без смазки221 - 223
10699044
Т а б л и ц а 2Толщина дна, мм 0,38 - 0,4 0,4-0,42
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Романовский В.П | |||
| Справочник по холодной штамповке | |||
| Л., 1979, , с | |||
| Способ укрепления под покрышкой пневматической шины предохранительного слоя или манжеты | 1917 |
|
SU185A1 |
