Изобретение относится к области обработки металлов давлением методом листовой штамповки, в частности к производству заготовок поршней, предназначенных для использования в дисковых тормозах автомобиля.
Известен способ получения заготовок поршней тормоза автомобиля методом листовой штамповки на прессе простого действия. Способ заключается в том, что из плоской заготовки путем неоднократной вытяжки без утонения и операций формовки получают цилиндрическую деталь (заготовку поршня тормозной системы автомобиля) типа стакана с вогнутым дном и наружным радиусом сопряжения дна и стенки детали с необходимыми параметрами. (см. М.Е.Зубцов «Листовая штамповка», стр.149-150. Ленинград, «Машиностроение», 1980 г.)
Недостатками данного способа являются:
а) необходимость операции механической обработки заготовки для получения наружного угла и радиуса сопряжения дна и стенки требуемой величины и чистоты этой поверхности;
б) большой расход металла на заготовку. Причиной большого расхода металла является образование больших фестонов при штамповке, которые необходимо подрезать;
в) низкая стойкость инструмента (матриц) из-за повышенного трения заготовки о стенки инструмента ( матрицы) при выталкивании детали из матрицы, т.к. при заходе заготовки в матрицу смазка вытесняется из зоны трения между заготовкой и матрицей.
г) низкая производительность ввиду выполнения каждой операции штамповки на отдельном прессе.
Решаемая изобретением задача - получение заготовки с наружным радиусом сопряжения дна и стенки требуемой величины (радиус меньше толщины исходной листовой заготовки) и чистоты поверхности радиуса (выше чистоты поверхности исходной заготовки) на многопозиционном пресс-автомате, уменьшив при этом расход металла на заготовку и увеличив стойкость инструмента.
Для решения поставленной задачи в способе получения методом листовой штамповки заготовки поршня в виде стакана с вогнутым дном и наружным радиусом сопряжения дна и стенки, включающем неоднократную вытяжку без утонения из плоской заготовки и операцию формовки вогнутого дна и наружного радиуса сопряжения дна и стенки, заготовку поршня получают на многопозиционном пресс-автомате, при этом проводят две операции осадки стенок заготовки. На второй операции осадки получают заготовку с боковыми стенками, имеющими коническую форму в матрице с конической поверхностью. Формовку наружного радиуса сопряжения дна и стенки требуемой величины и чистоты этой поверхности осуществляют за два перехода, а именно на первом переходе формуют наружный угол между стенкой и дном заготовки с использованием матрицы с двумя коническими поверхностями, имеющими разную конусность, пуансона для формовки вогнутого дна заготовки и выталкивателя, имеющего участок конической поверхности, который прилегает к поверхности пуансона, причем конусность одной поверхности матрицы для первого перехода совпадает с конусностью конической поверхности матрицы для второй осадки;
на втором переходе осуществляют окончательную формовку наружного радиуса сопряжения дна и стенки, при этом используют матрицу с конической поверхностью, конусность которой совпадает с конусностью матрицы для второй осадки, затем после второго перехода производят операцию обжатия заготовки.
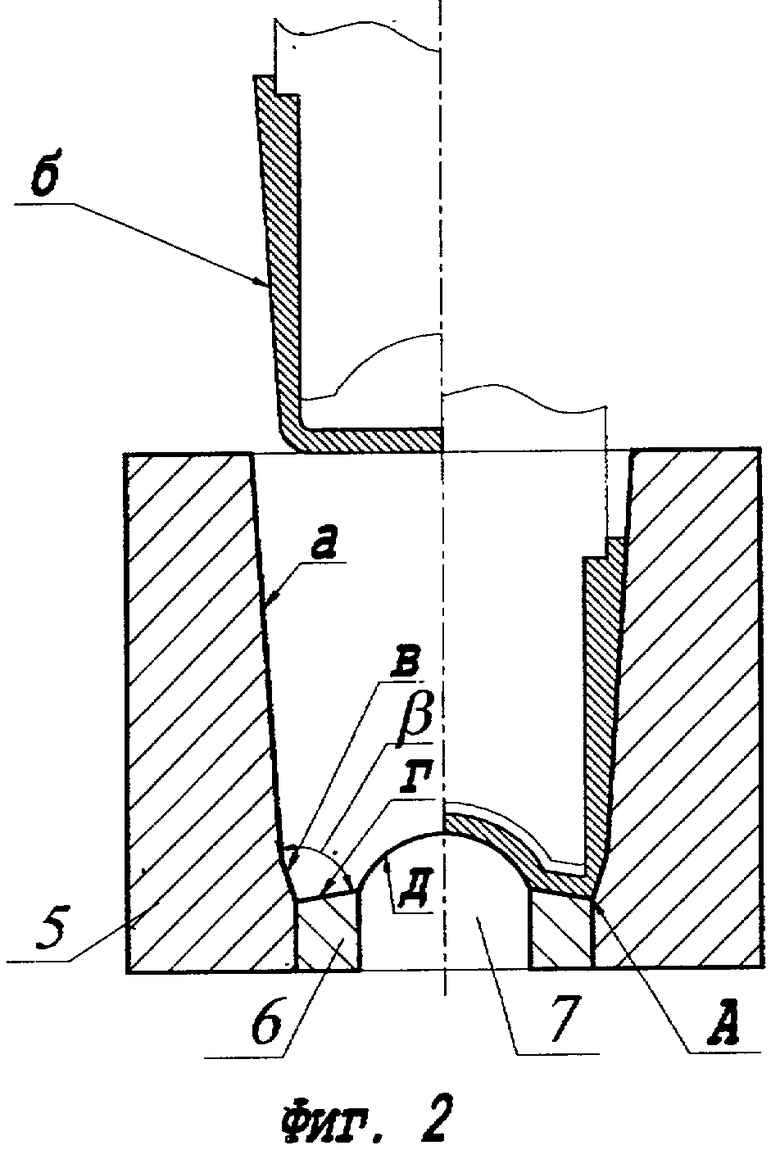
На фиг.1 показан эскиз матрицы с заготовкой до и после операции осадки (второй); на фиг.2 показан эскиз матрицы с заготовкой до и после формования наружного угла.
Весь процесс штамповки заготовки поршня осуществляется за восемь переходов на многопозиционном прессе-автомате, предназначенном для листовой штамповки. Штамповка производится из предварительно вырубленной плоской заготовки. На первой позиции из плоской заготовки путем вытяжки, без утонения, получается полая заготовка, которая имеет форму стакана с прямым дном. Полученная заготовка имеет стенки неравномерной толщины: имеется утолщение в верхней части стенки и утонение на радиусе. На открытом конце заготовки имеются фестоны. На второй позиции производится вытяжка без утонения, форма полученной заготовки аналогична заготовке после первой позиции. В отличие от первой вытяжки, после второй вытяжки заготовка имеет меньший диаметр и увеличенные фестоны, толщина стенки заготовки также неравномерна. На третьей позиции производится осадка стенок заготовки. В результате осадки у заготовки уменьшилась величина фестонов, выровнялась толщина стенок. Благодаря операции осадки, при дальнейшей вытяжке без утонения величина фестонов перестает увеличиваться. После вытяжки на четвертой позиции у заготовки значительно уменьшилась высота фестонов, что уменьшило величину дефектного участка под обрезку и привело соответственно к уменьшению диаметра исходной плоской заготовки, т.е. уменьшилась норма расхода металла. Полученная заготовка имеет утолщение у открытого конца и утонение у закрытого. На пятой позиции выполняется вторая операция осадки стенок заготовки с целью придания боковым стенкам конической формы с ровной наружной поверхностью. Усилие прикладывается к торцу стенок, при этом пуансон 1 заходит внутрь заготовки 2, не касаясь дна, а формовка наружной поверхности происходит в матрице 3 (см. фиг.1), у которой формообразующая поверхность «a» коническая. Угол «α» конуса выбран таким образом, что стенка заготовки с разной толщиной по высоте после вытяжки вписывалась в этот конус. В результате заготовка снаружи имеет ровную коническую поверхность «б», а внутри - цилиндрическую. Дно заготовки тоже изменяется, а именно уменьшается наружной радиус сопряжения дна и стенки. Наличие конуса на наружной поверхности заготовки позволяет на последующих переходах (позициях) применить конусные матрицы, снижающие трение между матрицей и заготовкой при обратном выталкивании с помощью выталкивателя 4. На шестой позиции формуют вогнутое дно заготовки и переформовывают наружный радиус сопряжения дна и стенки в угол, используя для этой цели специальную матрицу 5 (см. фиг.2), имеющую две переходящие одна в другую конусные поверхности «а» и «в» с разной конусностью и выталкиватель 6, имеющий участок конусной поверхности «г», прилегающий к поверхности «д» пуансона 7, формующего вогнутое дно заготовки. Поверхность «в» и «г» образуют угол β, величина которого должна быть равной величине получаемого на заготовке наружного угла, вершина А, которого смещена к центру заготовки. После формования наружного угла стенки заготовки равномерно утолщаются к открытому концу и имеют ровную коническую наружную поверхность. Наличие отформованного угла между стенкой и дном заготовки позволило уменьшить усилие для формования на следующей седьмой позиции окончательного наружного радиуса сопряжения дна и стенки, что очень важно, т.к. при больших усилиях тонкая стенка у дна заготовки может сдеформироваться.
В результате получена заготовка в виде стакана с вогнутым дном, ровной конической наружной поверхностью, с требуемым радиусом сопряжения дна и стенки и с требуемой чистотой этой поверхности. На восьмой позиции производится обжатие заготовки для получения прямой наружной стенки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2418646C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2000 |
|
RU2167732C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С КОНИЧЕСКОЙ ЧАСТЬЮ | 2014 |
|
RU2584195C1 |
| Способ изготовления полой детали бутылочной формы | 2020 |
|
RU2744804C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ С КОНУСООБРАЗНЫМ ДНОМ, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2013 |
|
RU2532709C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1994 |
|
RU2070467C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЗАГОТОВОК С ДНОМ, В ЧАСТНОСТИ, ТЯГ СТЕКЛООЧИСТИТЕЛЕЙ | 2000 |
|
RU2196018C2 |
| Способ штамповки полых осесимметричных изделий | 1976 |
|
SU633643A1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655634C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2659458C1 |
Изобретение относится к области обработки металлов давлением, в частности к изготовлению заготовок поршней, предназначенных для использования в дисковых тормозах автомобилей. Заготовку получают на многопозиционном пресс-автомате путем неоднократной вытяжки без утонения из плоской заготовки и формовки вогнутого дна и наружного радиуса, сопряжения дна и стенки. Кроме того, проводят две операции осадки стенок заготовки, на второй из которых получают заготовку с боковыми стенками конической формы в матрице с конической поверхностью. Наружный радиус сопряжения дна и стенки формуют за два перехода. На первом из них формуют наружный угол между стенкой и дном заготовки с использованием матрицы с двумя коническими поверхностями с разной конусностью, пуансона и выталкивателя с участком конической поверхности. Конусность одной поверхности матрицы для первого перехода формовки совпадает с конусностью конической поверхности матрицы для второй осадки. На втором переходе осуществляют окончательную формовку наружного радиуса сопряжения дна и стенки с использованием матрицы с конической поверхностью, конусность которой совпадает с конусностью матрицы для второй осадки, после чего производят обжатие заготовки. В результате обеспечивается снижение металлоемкости и повышение стойкости инструмента. 2 ил.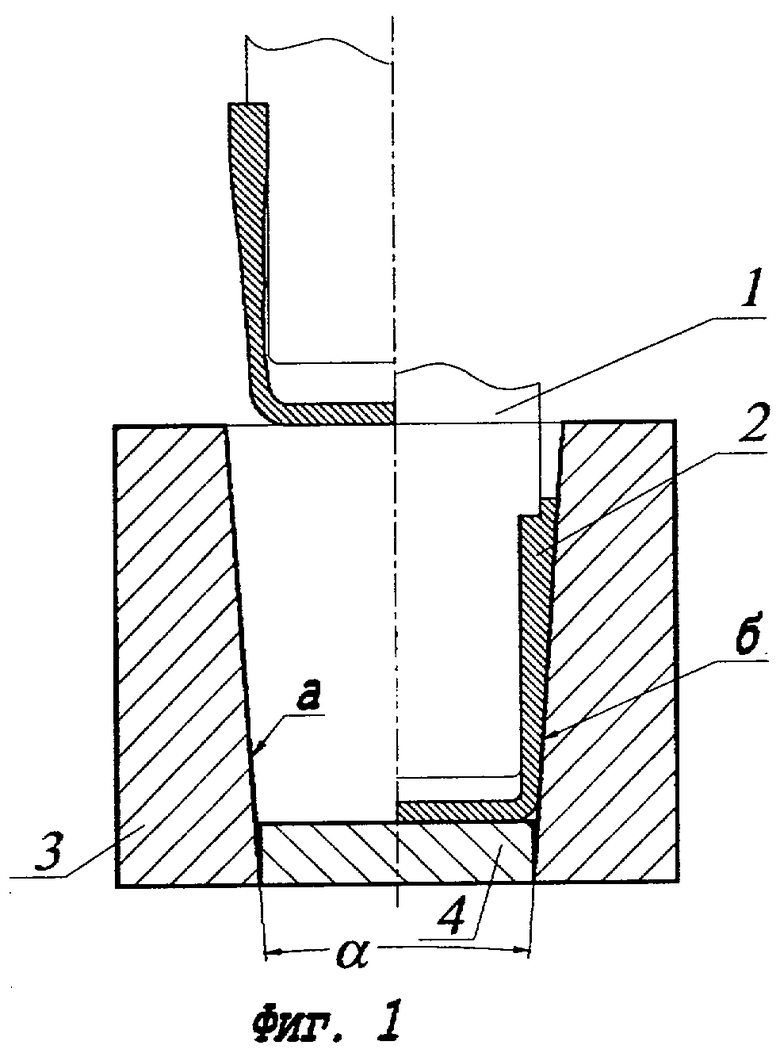
Способ получения методом листовой штамповки заготовки поршня, выполненной в виде стакана с вогнутым дном и наружным радиусом сопряжения дна и стенки, включающий неоднократную вытяжку без утонения из плоской заготовки и формовку вогнутого дна и наружного радиуса сопряжения дна и стенки, отличающийся тем, что заготовку поршня получают на многопозиционном пресс-автомате, при этом проводят две операции осадки стенок заготовки, на второй из которых получают заготовку с боковыми стенками конической формы в матрице с конической поверхностью, формовку наружного радиуса сопряжения дна и стенки заготовки осуществляют за два перехода, на первом из которых формуют наружный угол между стенкой и дном заготовки с использованием матрицы с двумя коническими поверхностями, имеющими разную конусность, пуансона для формовки вогнутого дна заготовки и выталкивателя с участком конической поверхности, прилегающим к поверхности пуансона, причем конусность одной поверхности матрицы для первого перехода формовки совпадает с конусностью конической поверхности матрицы для второй осадки, а на втором переходе осуществляют окончательную формовку наружного радиуса сопряжения дна и стенки с использованием матрицы с конической поверхностью, конусность которой совпадает с конусностью матрицы для второй осадки, после чего производят обжатие заготовки.
| ЗУБЦОВ М.Е., Листовая штамповка, Ленинград, Машиностроение, 1980, с.148-150 | |||
| Штамп для вытяжки и формовки | 1978 |
|
SU733797A1 |
| Способ изготовления цилиндрических изделий | 1974 |
|
SU603325A3 |
| US 5394727 А, 07.03.1995 | |||
| СПОСОБ ПРИГОТОВЛЕНИЯ КОНСЕРВОВ "СИЧЕНИКИ РЫБНЫЕ УКРАИНСКИЕ" | 2013 |
|
RU2508828C1 |

