Изобретение относится к литейном производству и может быть использовано для получения отливок с ориентированной структурой.
Извесаен способ изго- овления отливок из жаропрочных сплавов, состоягций в том, что керамическую форму, закрепленную На водоохлаждаемой плите и помещенную в индуктор, заливают расплавом, после чего, по мере кристаллизации отливки, выводя форму из индуктора
Недостаток указанного способа образование (из-за усадки затвердевшего металлаj воздушного зазора между водоохлаждаемой плитой и отливкой, что приводит к снижению интенсивности теплоотвода и уменьшению производительности процесса литья.
Наиболее близким к предлагаемом по технической сущности и достигаемому результату является способ по лучения отливок с осевой направленностью структуры , включаюищй заполнение форк« металлом и направленную кристаллизацию отливки путем контактного охлаждения с кристаллизато ром U 2.
Недостаток известного сиособа заключается в том, что для отливок, имеющих затрудненное усадочное перемещение в сторону кристаллизатора, контакт последнего с отливкой является нерегулируемым
К недостаткам относится также невозможность многократного использования водоохлаждаемой пластины, соединяющийся с металлом отливки в результате ее подплавления.
Цель изобретения - повышение качества отливок, усадочное перемещение которых в сторону кристаллизатора является затрудненным.
Поставленная цель достигается тем, что согласно способу получения отливок с осевой направленностью с т pJy к туры, включающему заполнение литейной формы металлом и направленную кристаллизацию отливки путем контактного охлаждения с кристаллизатором, с момента начала процесса направленной кристаллизации вслед за перемещающейся под действием усадки охлаждаемой поверхностью отливки в литейнуюформу на величину усадки вводят кристаллизатор.
На фиг. 1 представлена схема устройства для реализации предлагаемого способа, исходное положение на фиг. 2 - то же, в процессе работы
Устройство состоит из литейной формы 1, которая перемещена в печь
подогрева и дном которой является водоохлаждаемый кристаллизатор 3.
Способ осуществляют следующим образом.
Предварительно путем эксперимента устанавливают наличие затрудненного , усадочного перемещения охлаждаемой поверхности отливки в сторону кристаллизатора. После заливки металла в литейную форму 1 с момента начала затвердевания отливки в форму на величину усадки вводят водоохлаждаемый кристаллизатор 3, непосредственный контакт которого с отливкой обеспечивает более высокую эффективность охлаждения и тем самым повышение качества отливок.
Пример. В лабораторных условиях согласно предлагаемому способу получают цилиндрические отливки 018 мм и длиной 250 мм из алюминиевого сплава, содержащего 7% кремния.
В результате предварительных экспериментов устанавливают затрудненную усадку отливки в продольном направлении вследствие шероховатости поверхности формы.
Форму в виде алундовой трубки закрепляют в печи 2 и прогревают до 680°С. Снизу в трубку устанавливают кристаллизатор 3, после чего мерным ковшом заливают расплав в количестве 170 г с температурой 740с. Так предварительно опытным путем установлено, что для данного сплава твердая корочка образуется через 2-2,5 с с момента контакта расплава с кристаллизатором, то сразу после заливки, длящейся такой же промежуток времени, с помощью пружинного устройства (не показано) вводят кристаллизатор внутрь форь«л, обеспечивая плотный контакт с отливкой.
Полученные отливки имеют качественную Поверхность и плотное внутреннее строение. Один и тот же кристаллизатор пригоден для многократного использования.
Таким образом, предлагаеь«й способ по сравнению с известным обеспечивает повышение качества отливок.
Способ может быть использован для получения отливок, эксплуатационные свойства которых обеспечиваются направленностью структуры, например литых магнитов и турбинных лопаток.
Экономический эффект при производстве литых магнитов согласно предлагаемому способу составляет 150-200 руб. на тонну годного литья.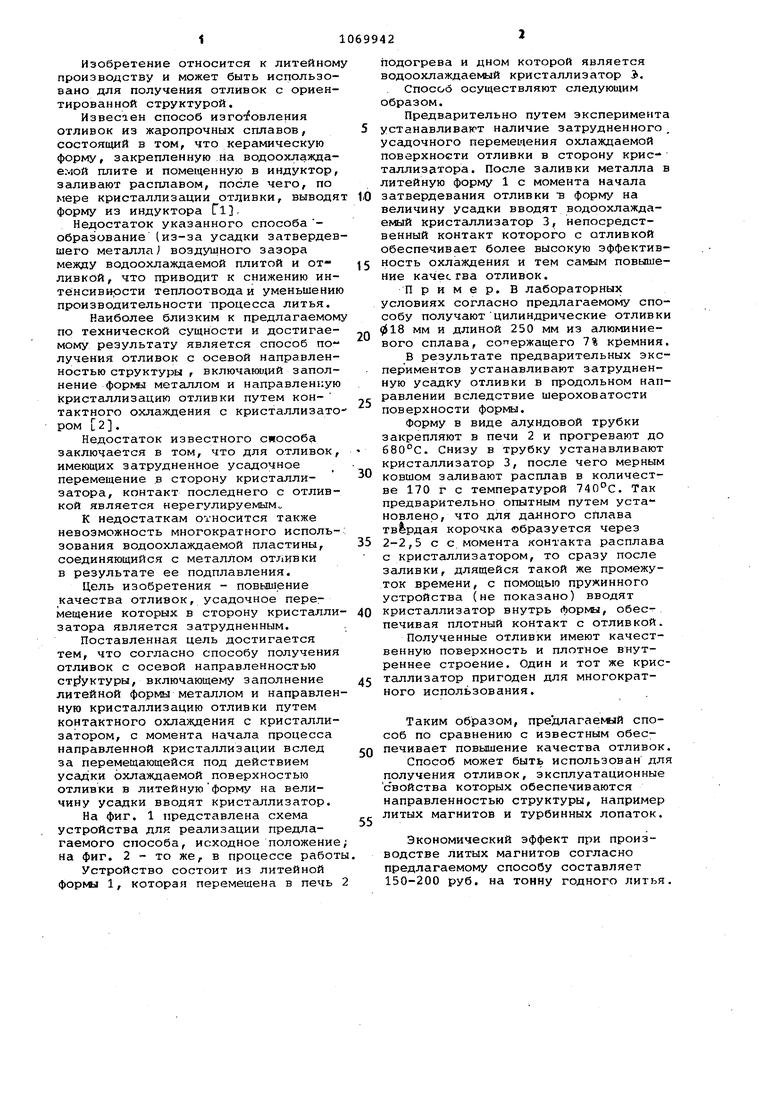
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ТРУБНЫХ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 1998 |
|
RU2153955C2 |
| Способ литья с формированием однородной мелкозернистой структуры металла | 2020 |
|
RU2765031C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ВОЗНИКНОВЕНИЯ УСАДОЧНОЙ РАКОВИНЫ В ПРОЦЕССЕ КРИСТАЛЛИЗАЦИИ МЕТАЛЛОВ И/ИЛИ СПЛАВОВ | 1996 |
|
RU2093303C1 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Способ регулирования температурного режима установки для получения слитков с направленной кристаллической структурой | 1990 |
|
SU1759543A1 |
| СПОСОБ ГРАВИТАЦИОННОГО ЛИТЬЯ ФАСОННЫХ ОТЛИВОК | 2010 |
|
RU2444415C1 |
| Устройство для получения крупногабаритных отливок с направленной и монокристаллической структурой | 2020 |
|
RU2754215C1 |
СПОСОБ ПОЛУЧЕНИЯОТЛИВОК С ОСЕВОЙ НАПРАВЛЕННОСТЬЮ СТРУКТУРЫ, ;включаю1ций заполнение литейной формы металлом и напрайпенную кристаллизацию отливки путем контактного охлаждения с кристаллизатором, отличающийся тем, что, с целью повышения качества отливок, усадочное перемещение которых в сторону кристаллизатора является затрудненным, с момента начала процесса направленной кристаллиз&ции вслед за перемещающейся под действием усадки охлаждаемой поверх-, ности отливки в литейную форму на величину усадки вводят кристаллизауор. 9 (Л СУ: со со s)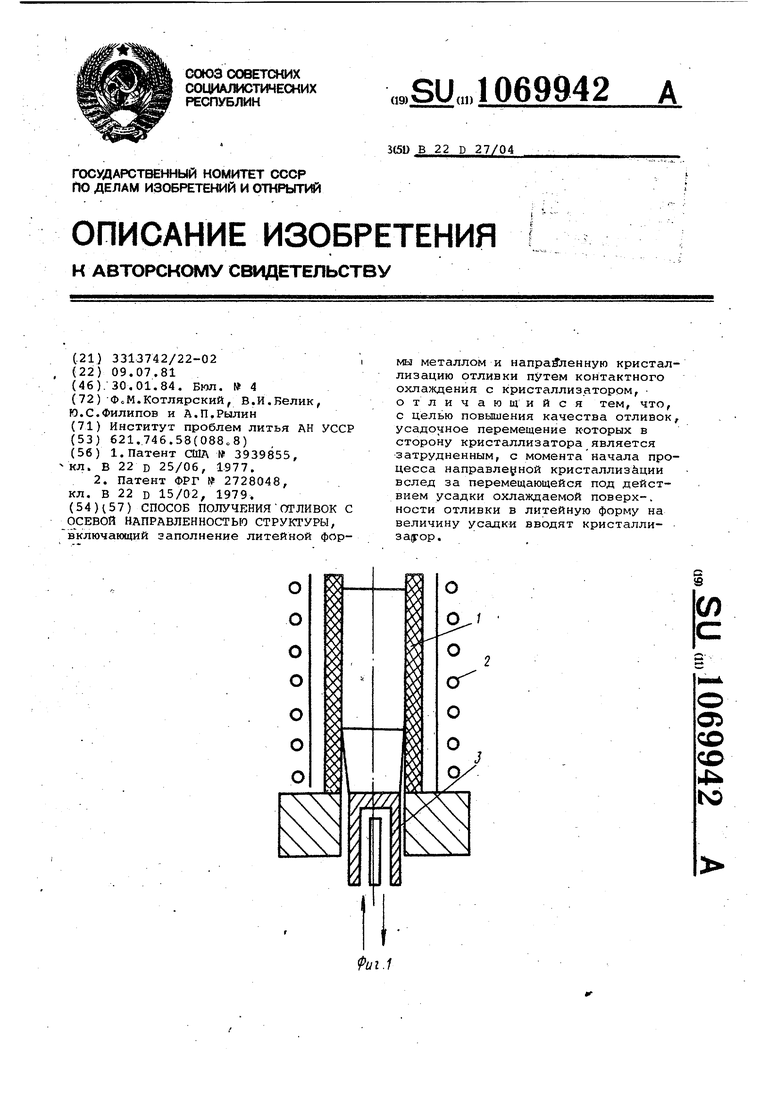
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ переработки упорных углистых золотосодержащих концентратов | 2019 |
|
RU2728048C1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
