i
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2009 |
|
RU2419520C1 |
| Способ обработки нежестких деталей | 1986 |
|
SU1400798A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЭРОДИНАМИЧЕСКИХ ПОВЕРХНОСТЕЙ ЛОПАТОК РОТОРОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ НА СТАНКАХ С ЧПУ | 2012 |
|
RU2500506C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ НА СТАНКАХ С ЧПУ МОДЕЛЕЙ ЛОПАТОК РОТОРОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2011 |
|
RU2481177C1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| Способ изготовления маложестких лопаток роторов при одноопорном закреплении на станках с ЧПУ | 2018 |
|
RU2688987C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЭРОДИНАМИЧЕСКИХ ПОВЕРХНОСТЕЙ ЛОПАТОК РОТОРОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ НА СТАНКАХ С ЧПУ | 2014 |
|
RU2588757C2 |
| Способ фрезерования гладких замкнутых контурных поверхностей деталей | 1983 |
|
SU1168351A1 |
| Способ фрезерования контурных поверхностей | 1983 |
|
SU1143523A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2678222C1 |
Изобретение относится к обработке металлов резанием и может быть использовано при фрезеровании нежестких поверхностей деталей, например, лопаток крыльчаток на станках с ручным и программным управлением. Цель изобретения - повышение точности обработки. Обработку нежесткой поверхности детали осуществляют за один проход с постоянной глубиной резания. После обработки первой детали осуществляют замер величины отжатия обрабатываемой детали по ширине обработки и замеряют величину отклонения торца фрезы. В дальнейшем изменением упругих характеристик фрезы добиваются равенства величин отклонений фрезы и детали. После этого глубину резания при обработке последующих деталей увеличивают на величину вышеуказанных отклонений. Способ позволяет значительно снизить погрешность обработки. 1 ил.
Изобретение относится к обработке металлов резанием и может быть использовано при фрезеровании нежестких поверхностей деталей, например лопаток крыльча ток, на станках с ручным и программным управлением.
Цель изобретения - повышение точности обработки за счет уравнивания упругого отжима контактирующей пары фреза - деталь.
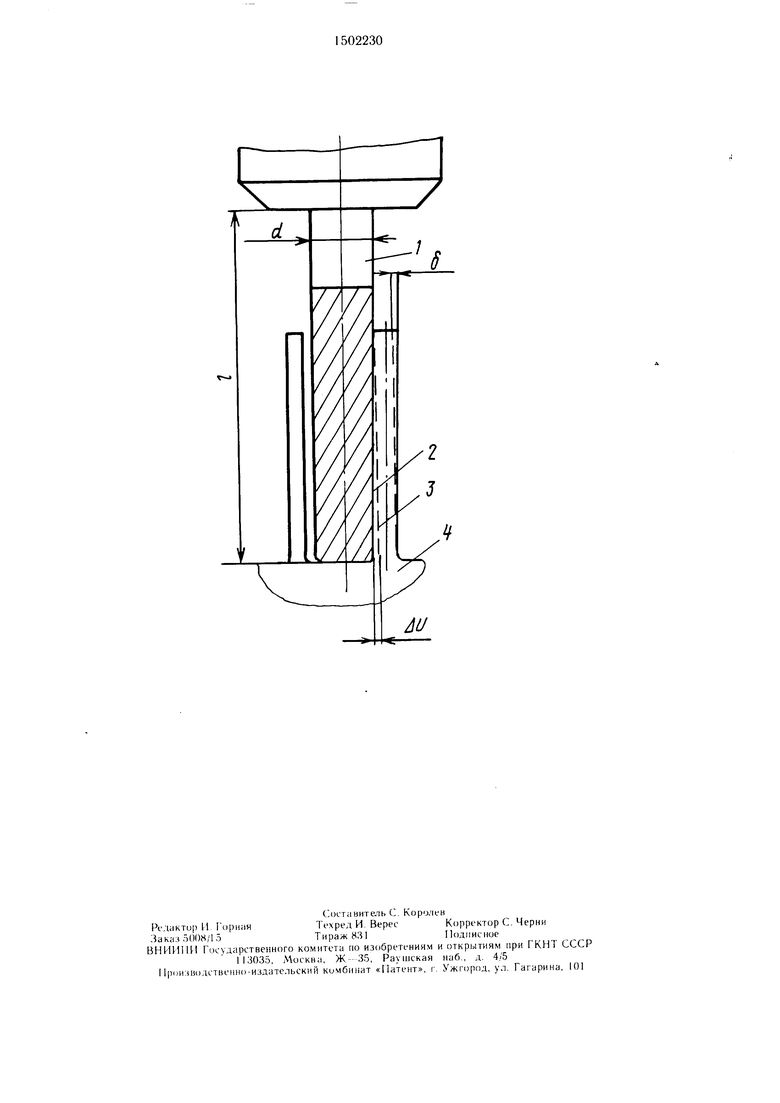
На чертеже представлена схема обработки по предлагаемому способу.
Способ осуществляют следующим образом.
Фрезу I с образующим контуром 2, вылетом / и диаметром d устанавливают параллельно теоретическому положению 3 нежесткой поверхности детали 4. Обработку ведут за один проход вдоль поверхности. При этом разнонаправленно отжимаются в плоскости упругого отжима нежесткая поверхность детали 4 на величину 6 и фреза I на величину At/. После обработки первой детали производят замер указанных отжа- тий.
В дальнейшем величины отжатий уравнивают изменением упругих характеристик фрезы (изменением диаметра или вылета). При обработке последующих деталей глубину резания увеличивают на величину указанных отклонений.
Формула изобретения
Способ обработки нежестких деталей концевой фрезой, при котором обработку ведут за один проход и после обработки первой детали определяют ее погрешности, замеряя величину упругого отжатия на ширине обработки, отличающийся тем, что, с целью повышения точности, дополнительно замеряют величину упругого отжатия фрезы у ее торца, путем изменения упругих характеристик фрезы доводят величину упругого отжатия фрезы до значения, равного величине отжатия детали, и при обработке всех остальных деталей глубину резания увеличивают на указанную величину отжатия.
ел
о
N9 ГО
СО
| Авторское свидетельство СССР по заявке № 4198276/08, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
