1
Изабретение относится к области вычислительной техники.
Известны устройства для сборки шайб барабана передачи десятков, содержащие поворотный стол с приводом от электродвигателя через мальтийский механизм и узлы для загрузки собираемых деталей.
Описываемое устройство отличается от известных тем, что поворотный стол снабжен приспособлениями, выполненными в виде неподвижной гильзы с двумя подвижными секторами, имеющими гнезда для укладки собираемых деталей, а один из секторов приспособления снабжен устройством для поворота на заданный угол, выполненным в виде промежуточной щестерни, зубчатого сектора с роликом и кулачка, закрепленного на станине; автоматическими загрузочными устройствами, установленными на соответствующих позициях, а с целью закрепления оси узла путем кернения ее в щайбе, каждый из секторов приспособления снабжен двумя кернами и на позиции сборки узла установлен ударный узел, выполненный в виде бойка с пружиной сжатия и механизма взвода и спуска, обеспечивающий переталкивание собираемых деталей из приспособления в шайбу и кернения ударом одновременно двух осей. Это позволяет повысить быстродействие устройства.
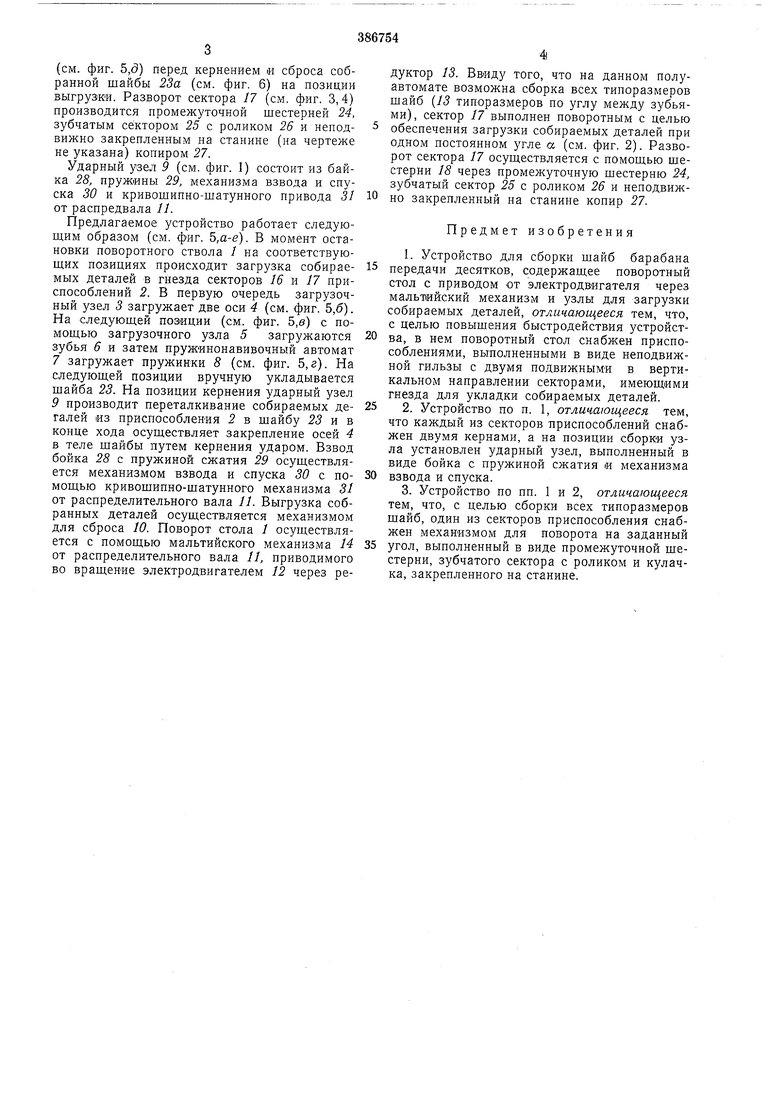
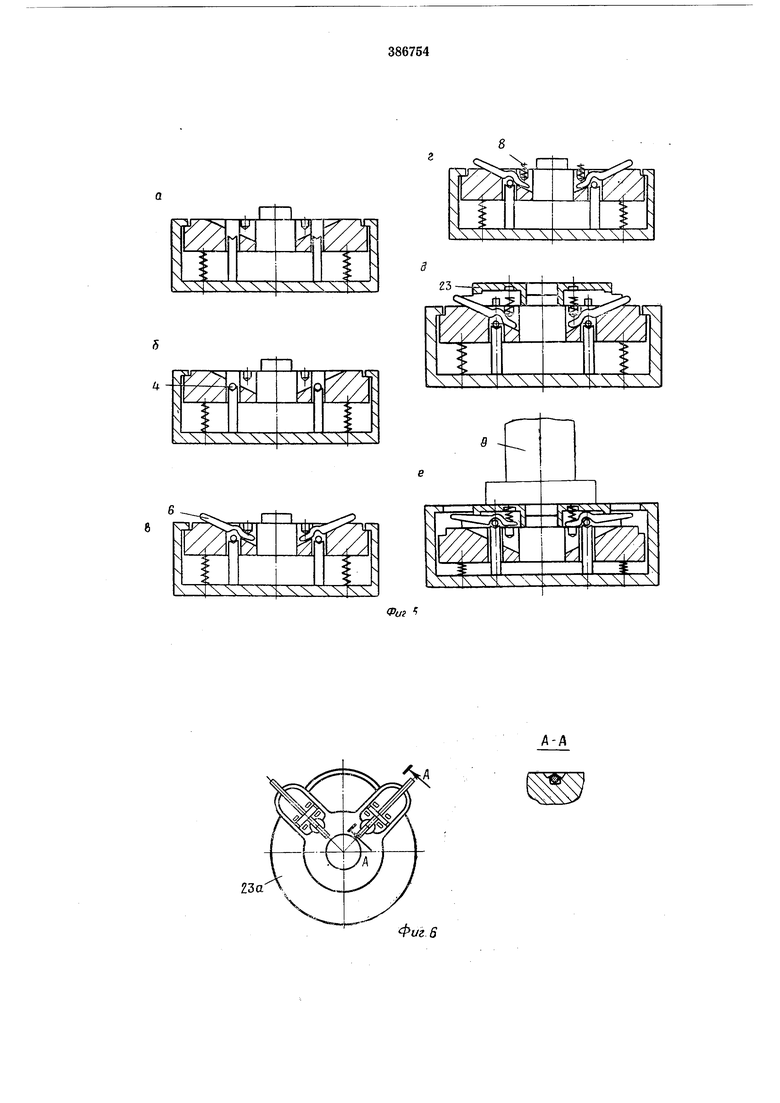
На фиг. 1 изображена кинематическая схема устройства в аксонометрии; на фиг. 2 - поворотный стол с приспособлениями, вид в плане; на фиг. 3 - приспособление в плане с механизмом поворота сектора; на фиг. 4- то же, разрез по А-А на фиг. 3; на фиг. 5- схематически указана последовательность укладки собираемых деталей в приспособлении; на фиг. 6 -шайба барабана передачи десятков в сборе.
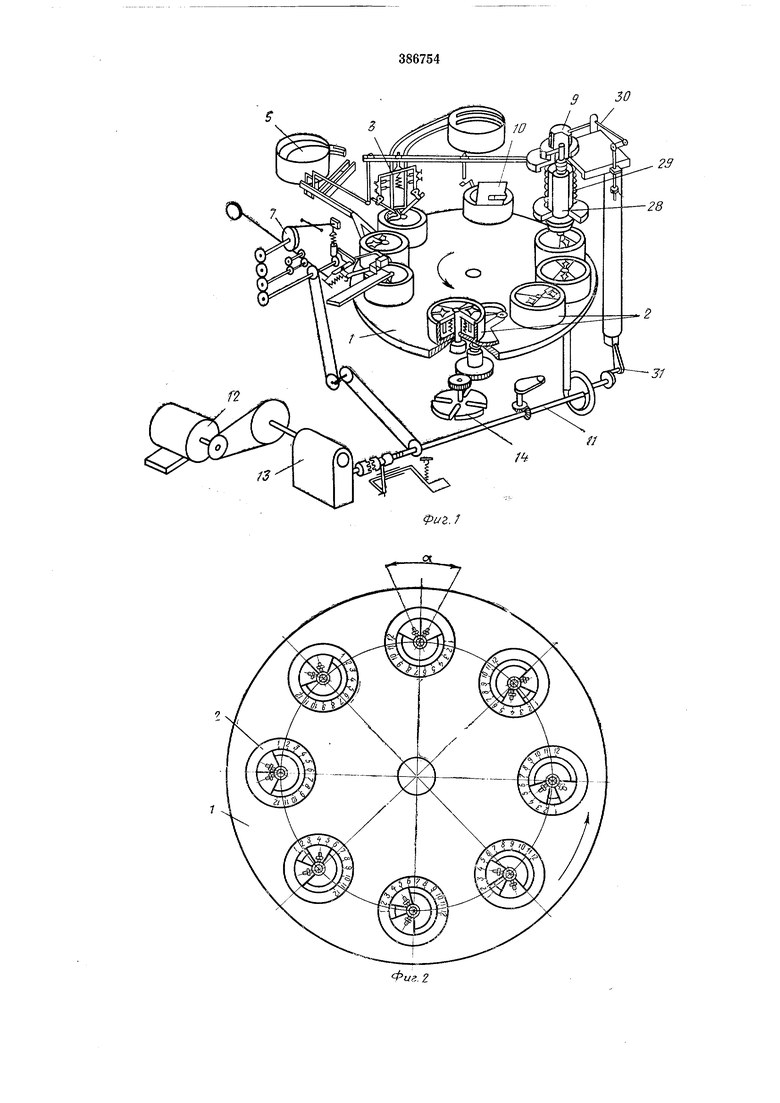
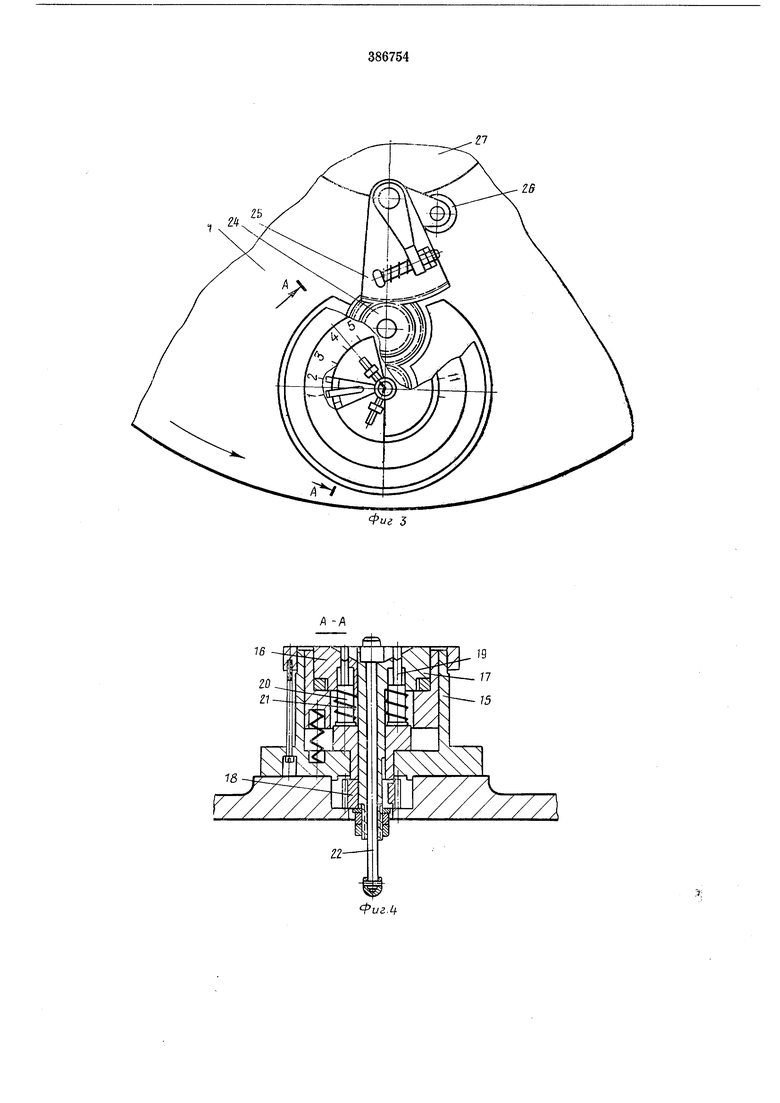
На поворотном столе / (см. фиг. 1, 2) установлены приспособления 2. Вокруг стола на соответствующих позициях установлены загрузочный узел 3 оси 4 (см. фиг. 5,6), загрузочный узел 5 зуба 6 (см. фиг. 5,8), пружинонавивочный автомат 7 для навивки и загрузки пружин 8 (см. фиг. 5, г), ударный узел 9 и механизм сброса собранных шайб/6. Привод на распределительный вал 11 осуществляется от электродвигателя 12 через редуктор 13. Поворот стола осуществляется от мальтийского механизма 14. Приспособление 2 (см. фиг. 3, 4) состоит из гильзы 15, в которой помещены сектор 16 и поворотный сектор 17 с приводной шестерней 18. Оба сектора снабжены гнездами для укладки собираемых деталей. В каждом из секторов установлен кернер 19 Е 20 с прул инами 21 для выталкивания секторов в исходное положение. В отверстии поворотного сектора 17 установлен толкатель 22 для установки шайбы 23
(см. фиг. 5,д) перед кернением и сброса собранной шайбы 23а (см. фиг. 6) на позиции выгрузки. Разворот сектора 17 (см. фиг. 3,4) производится промежуточной шестерней 24, зубчатым сектором 25 с роликом 26 и неподвижно закрепленным на станине (на чертеже не указана) копиром 27.
Ударный узел 9 (см. фиг. 1) состоит из байка 28, пружины 29, механизма взвода и спуска 30 и кривошипно-шатунного привода 31 от распредвала 11.
Предлагаемое устройство работает следующим образом (см. фиг. 5,а-е). В момент остановки поворотного ствола / на соответствуюших позициях происходит загрузка собираемых деталей в гнезда секторов 16 и 17 приспособлений 2. В первую очередь загрузочный узел 3 загружает две оси 4 (см. фиг. 5,6). На следуюш,ей позиции (см. фиг. 5,б) с помощью загрузочного узла 5 загружаются зубья 6 и затем пружинонавивочный автомат 7 загружает пружинки 8 (см. фиг. 5,г). На следующей позиции вручную укладывается шайба 23. На позиции кернения ударный узел 9 производит переталкивание собираемых деталей из приспособления 2 в шайбу 23 и ъ конце хода осуществляет закрепление осей 4 в теле шайбы путем кернения ударом. Взвод бойка 28 с пружиной сжатия 29 осуществляется механизмом взвода и спуска 30 с помощью кривошипно-щатунного механизма 31 от распределительного вала 11. Выгрузка собранных деталей осуществляется механизмом для сброса 10. Поворот стола / осуществляется с помощью мальтийского механизма 14 от распределительного вала 11, приводимого во вращение электродвигателем 12 через редуктор 13. Ввиду того, что на данном полуавтомате возможна сборка всех типоразмеров шайб (13 типоразмеров по углу между зубьями), сектор 17 выполнен поворотным с целью
обеспечения загрузки собираемых деталей при одном постоянном угле ос (см. фиг. 2). Разворот сектора 17 осуществляется с помощью шестерни 18 через промежуточную шестерню 24, зубчатый сектор 25 с роликом 26 и неподвижно закрепленный на станине копир 27.
Предмет изобретения
I. Устройство для сборки шайб барабана
передачи десятков, содержащее поворотный стол с приводом от электродвигателя через мальтийский механизм и узлы для загрузки собираемых деталей, отличающееся тем, что, с целью повышения быстродействия устройства, в нем поворотный стол снабжен приспособлениями, выполненными в виде неподвижной гильзы с двумя подвижными в вертикальном направлении секторами, имеющими гнезда для укладки собираемых деталей.
2. Устройство по п. 1, отличающееся тем, что каждый из секторов приспособлений снабжен двумя кернами, а на позиции сборки узла установлен ударный узел, выполненный в виде бойка с пружиной сжатия и механизма
взвода и спуска.
3. Устройство по пп. 1 и 2, отличающееся тем, что, с целью сборки всех типоразмеров шайб, один из секторов приспособления снабжен механизмом для поворота на заданный
угол, выполненный в виде промежуточной шестерни, зубчатого сектора с роликом и кулачка, закрепленного на станине.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для сборки изделий типа галетных переключателей | 1981 |
|
SU1069971A1 |
| МНОГОПОЗИЦИОННЫЙ СБОРОЧНЫЙ АВТОМАТ | 1971 |
|
SU435913A1 |
| Станок для сборки узлов деталей типа вал-втулка | 1976 |
|
SU580080A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| МНОГОПОЗИЦИОННЫЙ СТАНОК ДЛЯ СБОРКИ УЗЛОВ | 1973 |
|
SU387808A1 |
| ПОЛУАВТОМАТ ДЛЯ СБОРКИ СТАРТЕРОВ | 1972 |
|
SU326662A1 |
| МНОГОПОЗИЦИОННЫЙ АВТОМАТ | 1968 |
|
SU210078A1 |
| УСТРОЙСТВО для СБОРКИ РАДИОДЕТАЛЕЙ | 1972 |
|
SU358734A1 |
| Автоматическая сборочная машина для сборки узла ушка ручных часов | 1958 |
|
SU116751A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ СТАТОРА ПОДСТРОЕННОГО | 1965 |
|
SU176984A1 |
76
J
a
44
4
