Известна автоматическая сборочная машина для сборки узла ушка ручных часов с многопозиционным поворотным столом со сборочными нриспособлениями и загрузочными устройствами для носледовательной подачи деталей в приспособления.
Описываемая автоматическая сборочная машина позволяет осуществить двустороннее парное накернивание узла после его окончательной сборки, что полностью устраняет необходимость вмешательства рабочего в процесс сборки.
Особенность машины состоит в том, что в неподвижном, относительно стола, корпусе находятся противоположно размещенные горизонтально подвижные ползуны со сдвоенными кернами, управляемые посредством коленчатых рычагов от приводного вертикального штока, предназначенного для зажима собранного узла на сборочной позиции.
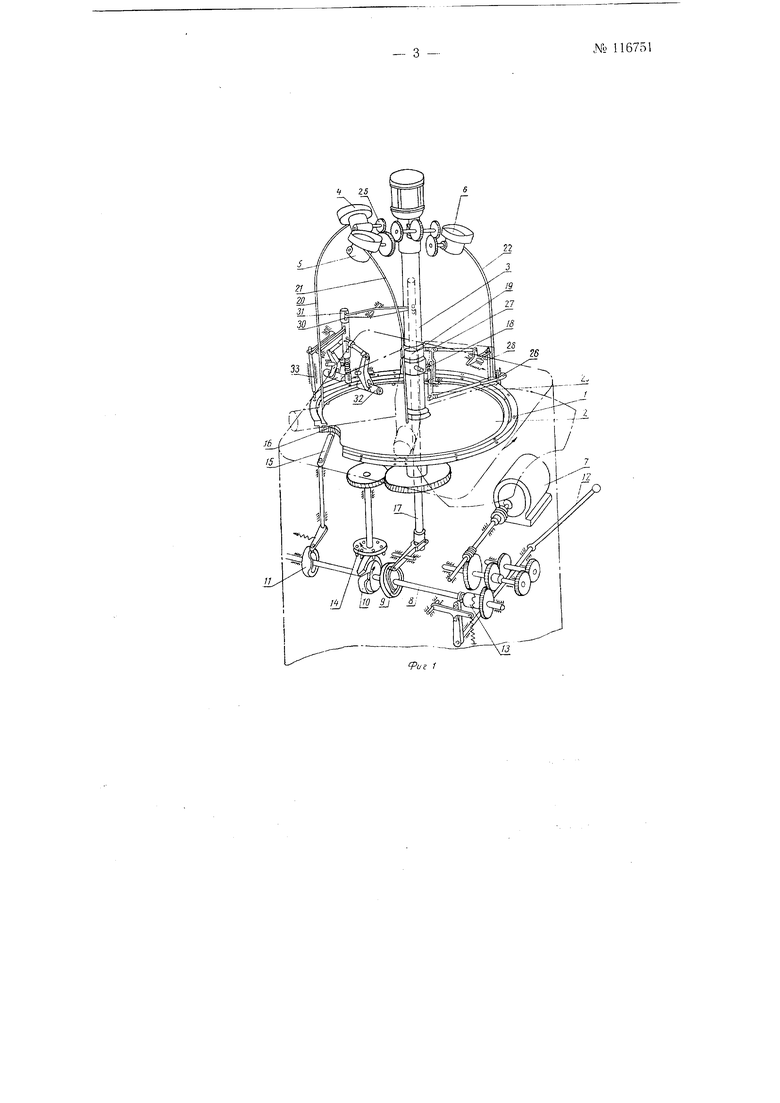
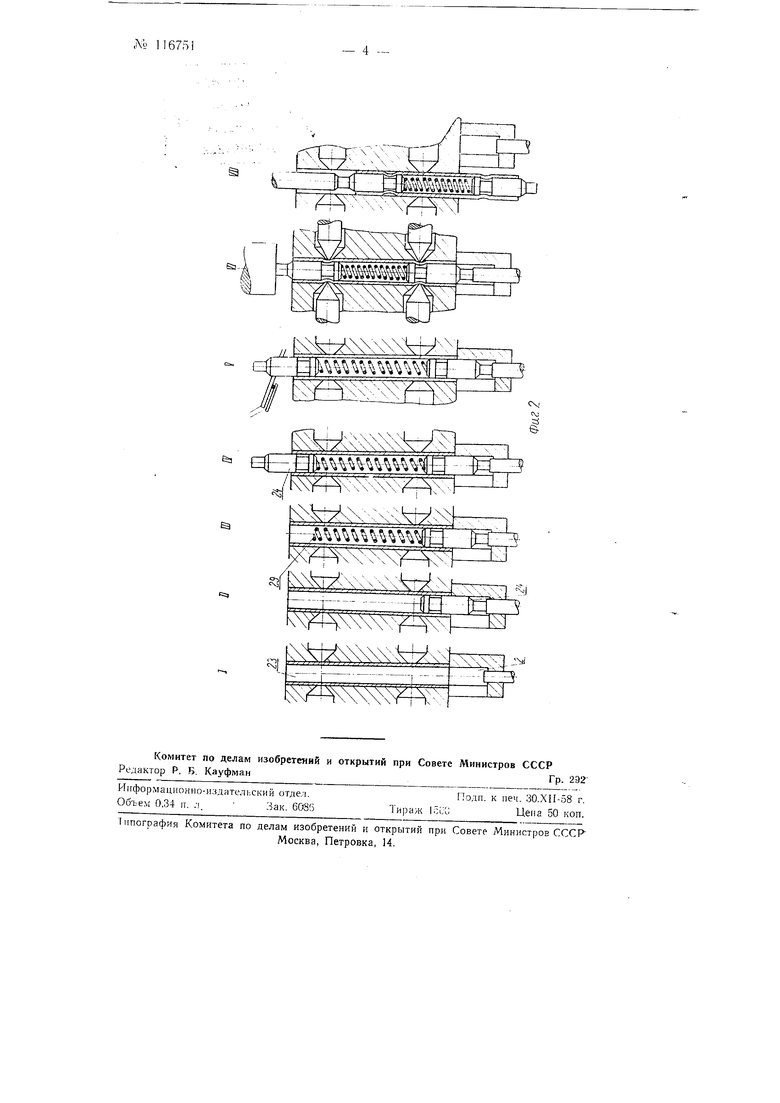
На фиг. 1 изображена кинематическая схема машины; на фиг. 2- схема последовательных технологических операций по сборке узла ушка ручных часов.
Автоматическая сборочная машина производит сборку узла ушка ручных часов в гнездах / поворотного стола 2, смонтированного на верхнем торце станины машины и имеюш,его пятнадцать гнезд для размещения деталей собираемых узлов. Осью вращения стола является колонка 3, на которой размещены бункеры 4, 5, 6с их приводом. Поворот стола 2 и работа других механизмов машины обеспечивается двигателем 7 через систему шестеренных передач и вал 8 с насаженными на нем кулачками 9, 10 и 11. Рукоятка 12 служит для включения и выключения вращения вала 8 через кулачковую муфту 13.
Торцовый кулачок 10 своей рабочей поверхностью взаимодействует с очередным пальцем планшайбы 14 и поворачивает ее на 60°. в результате чего стол 2 поворачивается на /ш часть окружности. Кулачок // перед поворото.м стола отводит фиксирующий рычаг 15 от пальца 16 для возможности поворота стола. Кулачок 9 сообщает вертикальное возвратль I 16751- 2 -но-поступательное движение штанге /7, перемещающейся внутри колонки 5. Штанга 17 и связанная с нею пальцем 18 муфта 19 управляют работой отсекателей и механизмов кернения и выталкивания узлов ущка ручных часов.
Из бункеров 4, 5 VI 6 детали узла ущка но трубам 20, 21 и 22 поступают в гнезда стола 2 по одной детали в канадом цикле мащины. Бункер 4 обслуживает первую позицию / и выдает трубочки 23 узла ущка. Бункеры 5 и 5 выдают щтифты 24 на позиции // и IV, причем на вторую позицию щтифты поступают уступом впиз, а на четвертую-уступо.м вверх. При движении штанги 17 вверх вместе с муфтой 19 рычаг 25 отк„1оняет и заставляет переместиться ползун 26 в переднее положение до совпадения его гнезда с гнездом стола 2. Затем отклоняется рычаг 27, который через систему рычагов опускает толкатель 28, заталкивающий деталь в гнездо стола. При недосылке детали (в случае ее брака) в гнездо стола 2 электроконтактное устройство, смонтированное в тяге толкателя 28, останавливает машину и рабочий удаляет бракованную деталь. При опускании штанги /7 ползун 26 и толкатель 28 под действием пружин занимают исходное положение.
В рабочей позиции ///, до подачи верхней цапфы, рабочий вручную вставляет в трубочку 23 пружину 29,
В позиции V электроконтактное устройство проверяет наличие верхнего щтифта 24, а по нему и наличие остальных деталей. При отсутствии какой-либо детали весь узел ушка выбрасывается из гнезда стола.
В позиции VI щтапга 17 приводит в действие механизм кернения. При подъеме штанги она через рычаг 30 опускает вертикальный шток 5/, причем расположенные противоположно один к другому горизонтальные ползуны 32, несущие на себе керны, сближаются. Вначале происходит сжимание щтифтов в трубочке 23 до рабочего их положения, а затем к трубочке подходит ползун 32 и происходит закерпивание узла ушка в местах расположения кольцевых пазов штифтов.
Выталкиватель 33, паходяшийся в позиции Vfl, сблокирован со штоком 31 и при опускании выталкивает из гнезда собранный узел ушка ручных часов.
Предмет изобретения
Автоматическая сборочная машина для сборки узла ущка ручных часов с многопозиционным поворотным столом со сборочными приспособлениями и загрузочными устройства.ми для последовательной подачи деталей в приспособления, отличающаяся тем, что, с целью осуществления двустороннего парного накернивания узла после его окончательной сборки,.в неподвижном, относительно стола, корпусе помещены противоположно расположенные горизонтально подвижные ползуны со сдвоенными кернами, управляемые посредством коленчатых рычагов от вертикального приводного щтока, предназначенного для зажима собранного узла на сборочной позиции.
ч 25
Рие 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок-автомат для сборки золотника автовентиля | 1960 |
|
SU140670A1 |
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
| Станок для сборки узлов деталей типа вал-втулка | 1976 |
|
SU580080A1 |
| Полуавтомат для сборки изделий типа галетных переключателей | 1981 |
|
SU1069971A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СИСТЕМ КООРДИНИРОВАННЫХ ОТВЕРСТИЙ НА СТАНКАХ С ЧПУ | 2000 |
|
RU2171733C1 |
| СТАНОК ДЛЯ СБОРКИ | 1964 |
|
SU162464A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU921760A1 |
| Станок для сборки узлов | 1977 |
|
SU677801A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| Автомат для сборки ушка наручных часов | 1973 |
|
SU517876A1 |