Изобретение относится к области машиностроения, а именно к сборочным устройствам, и касается сборки маслофильтров грубой очистки для автомобильных двигателей.
Известны автоматы для Сборки пластин маслофильтра, содержащие корлус, кулачковый механизм с расцределительным валом и секционным барабанным переключателем, захватно-установочный узел, устройство со столиками отсчета количества собранных пластин, устройство для контроля поступления собираемых пластин и электропривод.
Однако такие автоматы не обеспечивают сборки пластин непосредственно на штыри маслофильтра.
Цель изобретения - повышение производительности сборки пластин маслофильтра непосредственно на штыри маслофильтра с контролированием поступления всех собираемых пластин.
Для этого захватно-установочный узел выполнен в виде вертикальной подъемно-поворотной штанги, один конец которой кинематически связан с распределительным валом, а на другом жестко закреплен двуплечий кронштейн с самоцентрирующимися вакуумными захватными головками, выполненными в виде корпуса, на торце которого закреплены электроизолированные контактные платики с отверстиями для прохода воздуха и который снабжен подпружиненными в осевом направлении штырем и упругой подвеской, а платики электрически соединены с секционным барабанным переключателем.
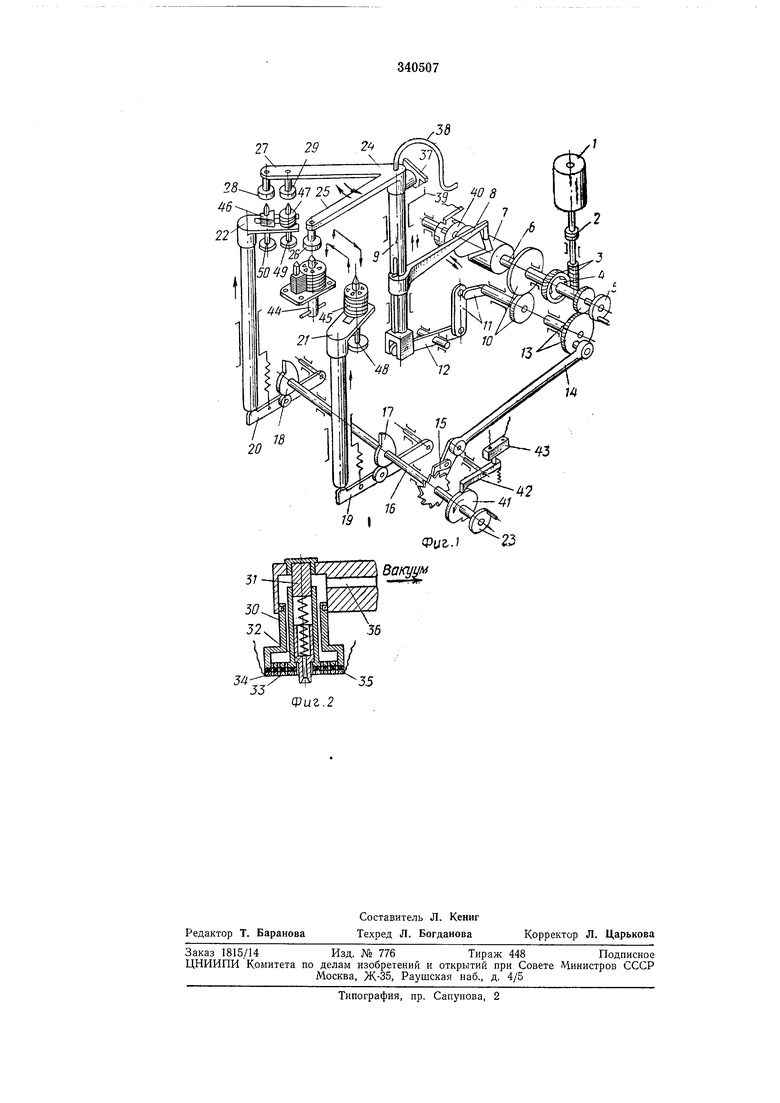
На фиг. 1 изображена кинематическая схема автомата; на фнг. 2 - схема устройства захватной головки.
Электропривод автомата (см. фиг. 1) содерл :ит электродвигатель /, соединительную
муфту 2, червячную передачу 3, обгонную муфту 4. Для ручного привода имеется маховичок 5.
Кулачковый механизм автомата содержит приводной вал 6, барабанный кулачок 7 и
рычаг 8, предназначенные для поворота штанги 9, шестерния 10; кривошинно-шатунный механизм 11 и рычаг 12 для подъема и пускания штанги 9, шестерни 13; кривошипно-шатуннъш механизм 14, храповой механизм 15, вал 16, кулачки 17 и 18, рычаги 19 и 20 для подъема столиков 21 и 22.
Для подъема и опускания столиков 21 и 22 вручную служит маховичок 23.
На штанге 9 укреплен двуплечий кронштейн 24, у которого на плече 25 имеется захватная головка 26, а на плече 27-захватные головки 28 и 29.
пружйненный центрирующий штырь 32, а на торце 33 - электроизолированные контактные платики 34 и 35 с отверстиями, выходящими во внутреннюю .полость головки. Внутренняя иолость головки через канал 36 соединяется с иомощью золотника 37 с вакуумной магистралью 38 и с атмосферой. Управляет золотником 37 упор 39.
На валу установлен барабанный переключатель 40, с .помощью которого кратковременно Подключаются к электросхеме управления автомата контактные платики 34 и 35 для контроля за поступлением собираемых пластин.
На .валу 16 расположен отсчетный диск 41, воздействующнй через рычаг 42 на конечный выключатель 43. С их помощью отсчитывается определенное количество собранных нластин и выключается автОМат.
Собираемый маслофильтр 44 установлен в приспособлении (на чертеже не показано). Пакеты 45, 46 и 47 собираемых лластин, предварительно набранные на отправки 48, 49 и 50, установлены на ло.дъемные столики 21 и 22.
Оправки своей нижней, опорной частью опираются и центрируются на корпусе автомата.
При включенни электродвигателя 1 д.вижение через муфту 2, червячную передачу 3 и обгонную мус|)ту 4 передается на вал 6. От вала 6 с ПОМОщью барабанного .кулачка 7 и рычагаS поворачивается штанга 5 и укрепленНЫЙ на ней двухплечий жронштейн 24 с захватными головкамн 26, 28 и 29. Через шестерни 10 с н.омоЩью кривошилно-шатунного механизма // и рычага 12 производится вертикальное В03.вратно-1носту1пательное перемещение щтанти 9, согласованное с движениями поворота штанги. При опускании штанги 9 головки 28 и 29 опускаются НН пакеты собираемых пластин 46 и 47. При этОМ, золотник 57, поворачиваясь от упора 39, подключает головки 28 и 29 к вакуумной м.атистрали 38 и верхняя пластина из каждого пакета с номощЬЮ вакуума прижимается к торцу головки. В это же время головка 26 опускается на собираемый маслофильтр 44, где производится установка на штырь маслофильтра ранее захваченной собираемой пластины. ОдновременНО внутренняя полость головки 26 отключается от вакуумной .м:агистрали золотником 37 и соединяется с атмосферой. Таким обраЗ.ОМ, собираемая пластина оказывается надетой на штырь маслофильтра и свободной от удерживания ее головкой 26. Затем поднимается, поворачивается и опускается штанга 9. При этом головки 28 и 29 устанавливают захваченные пластины на штыри маслофильтра 44, а головка 26 захватывает собираемую пяастину из пакета 45. Далее циклы многократно .повторяются до сборки полного .комплекта пластин маслофильтра . С помощью диска 41, рычага 42 и конечно ГО .ВЫключателя 43 отсчитывается определеННое количество собранных пластин и выключается автомат после полного комнлекта пластин.
Центрируется каждая захватная головка с номощью подпружиненного Штыря 32, который своим конусным Отверстием садится на конусную часть из оиравок 48, 49 или 50 при захвате собираемой пластины или на конусную часть одного из штырей ма.слофильтра 44 .при установке собираемой лластины. Во время перехода захватной головки с позиции захвата на позицию устано.вки подключаются контактные платики 34 и 35 с помощью секционного барабанногО переключателя 40 к электричбСКой схеме управления
автом ата для контрольного пропускания электрического тока. При этом, если контактные платики 34 и 35 не будут зам.внуты собираемой .пластиной, цепь управления в электросхеме окажется разомкнутой, и автомат выключится. Так контролируется поступление всех собираемых оластии в процессе сборки. От вала 6 через шестерни 13 с помощью .кривошипно-шатунного механизма 14, храпового механизма 15, кулачко.в 17 и 18 и рычагов 19
и 20 Производится подъем столиков 21 и 22 по мере расходования собираемых пластин из па.кетов 45, 46 и 47. Опускание столикоВ в нижнее положение .производится вручную с помощью маховичка 23 при установке новых
па.кетов.
Предмет изобретения
1. Автомат .для сборки пластин маслОфильтра, содержащий корпус, кулачковый механизм с распределительным валом и секционным барабанным Переключателем, захватноустановочный узел, устройство со столИ1ка.ми
для подачи .пакетов пла.стин, устройство для отсчета количества собранных пластин, устройство для контроля 1П01Сту,пления собираемых пластин и электроприВОД, отличающийся тем, что, с целью повышения производительпости сборки, захватно-установочный узел выполнен в виде вертикальной подъемно-поворотной Штанги, один конец .которой кинематически связан с распределительным .валом, а на другом жестко закреплен двуплечий
кронштейн с самоцентр.ирующимся вакуумными захватными головками.
2.Автомат по п. 1, отличающийся тем, что, с целью повышения надежности работы автомата, каждая само.центрирующая вакуумнаЯ
головка выполнеНа в виде корпуса, Hai торце которого закреплены электроизолированные контактные платики с отверстия-ми для прохода воздуха и который Снабжен центрирующим, по.дпружи1ненным в осевом направлении
штырем и упругой подвеской.
3.Автомат .по пп. 1, 2, отличающийся тем, что, с целью контрольного подключеНия указанных головок к электрической схеме управления автомата, платики соединены с секциФиг.2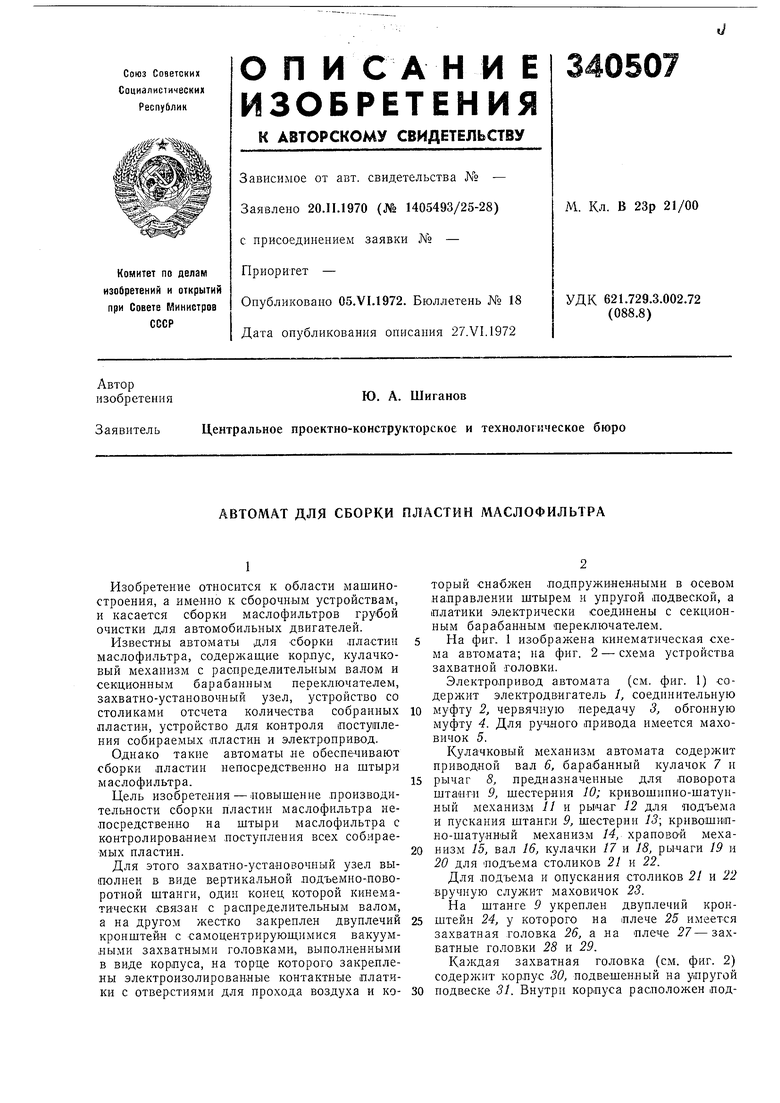
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки картонных масляных фильтров | 1955 |
|
SU109946A1 |
| Автомат для сборки пластин свинцового аккумулятора в блоки | 1959 |
|
SU125587A1 |
| Полуавтомат для сборки изделий типа галетных переключателей | 1981 |
|
SU1069971A1 |
| Устройство для групповой сборки и пайки монолитных керамических конденсаторов | 1988 |
|
SU1599912A1 |
| Полуавтомат для складывания и упаковки чулок | 1961 |
|
SU148747A1 |
| Машина для укладки штучных изделий в коробки | 1972 |
|
SU445597A1 |
| ОДНОШПИНДЕЛЬНЫЙ АВТОМАТИЧЕСКИЙ ТОКАРНО-РЕВОЛЬВЕРНЫЙ СТАНОК | 1949 |
|
SU91305A1 |
| Машина для укладки штучных изделийВ КОРОбКи | 1979 |
|
SU846406A2 |
| АВТОМАТ ДЛЯ СБОРКИ ВЕНТИЛЕЙ ТРУБОПРОВОДОВ | 1972 |
|
SU338346A1 |
| АВТОМАТ ДЛЯ СБОРКИ ПАКЕТОВ ПЛАСТИНЧАТЫХФИЛЬТРОВ | 1967 |
|
SU194762A1 |