о
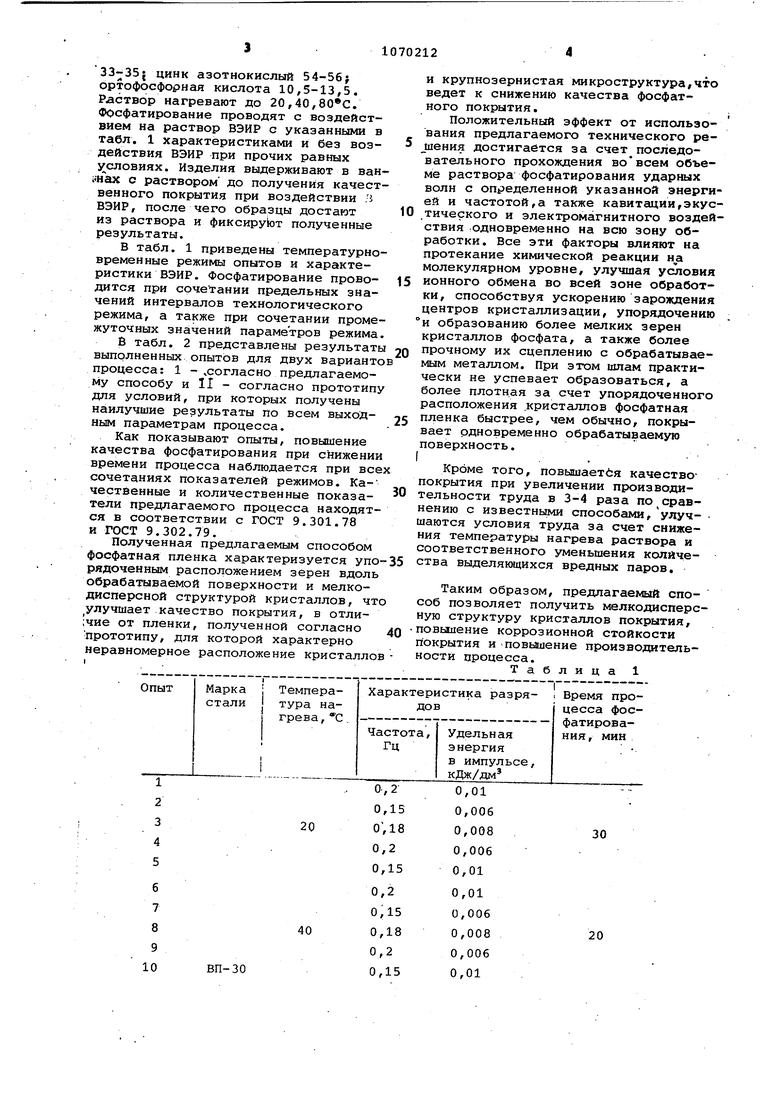
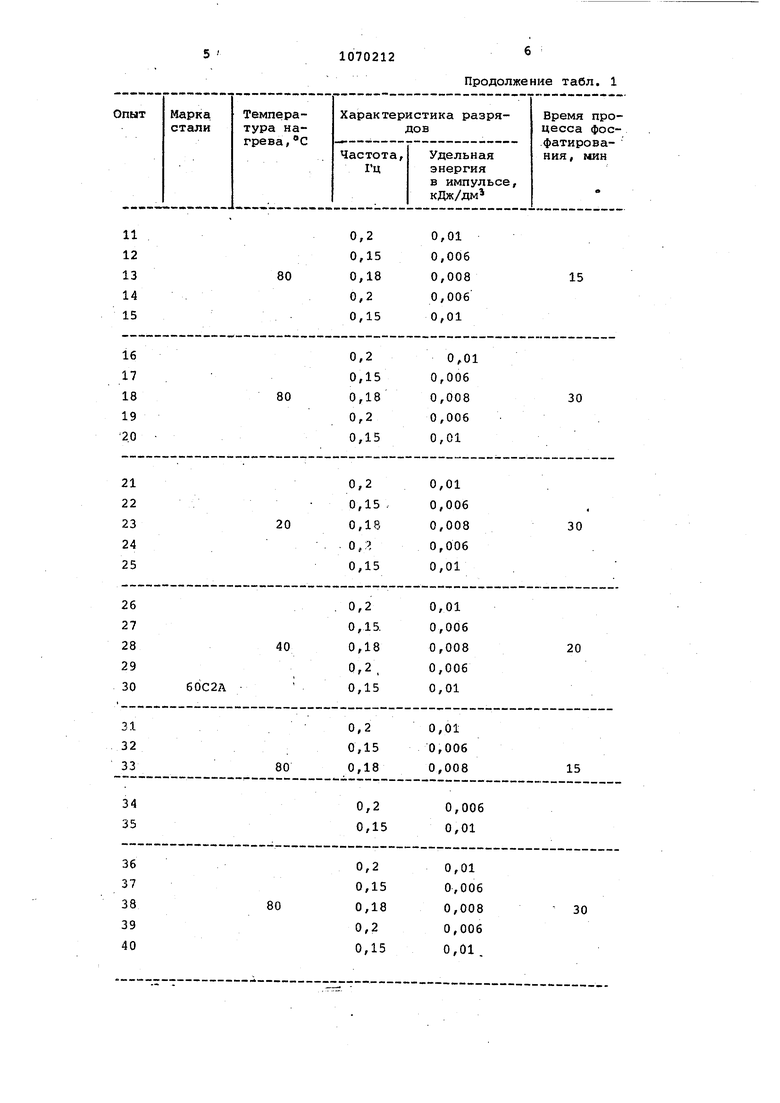
ГС ND Изобретение относится к нанесению покрытий на поверхность металличес них изделий, в частности к фосфатированию стальных изделий, и может быть использовано при подготовке поверхности для нанесения лакокрасочных покрытий. Известен способ электрохимического фосфатирования изделий из метал лов, позволяющий несколько интенсифицировать процесс покрытия. Способ заключается в том, что обрабатываемое изделие используют в качестве катода или анода и подводят к нему в течение некоторого времени постоян ный или переменный ток с определенной ПЛОТНОСТЬЮ СП. Недостатком известного способа является низкое качество фосфатирования из-за невозможности получения равномерной пленки на рельефной поверхности вследствие неравномерног распределения на ней тока, что приводит к образованию фосфатной пленки разной толщины с неодинаковыми защитными свойствами на различных участках. Сложность характера самого процесса, усиленное шламообразование ограничивают промышленное применение электрохимического фосфатирования. Кроме того, известен способ химического фосфатирования с использованием ультразвука. При этом оптималь ная частота ультразвука составляет 16-22 кГц, а продолжительность фосфа тирования в растворе, нагретом до 70°С - 40-60 мин t21. Применение ультразвука несколько улучшает качество фосфатного покрытия, не снижая, однако, брака по шламообразованшо. Данный способ также почти не позволяет снизить температуру нагрева раствора и время выдержки изделия .по сравнению с фосфатированием в обычных стационарных условиях. Это объясняется тем, что существующие генераторы ультразвуковых колебаний имеют незначительную мощность, а колебания осуществляются с большой частотой, поэтому значительных изменений в кинетике химической реакции по сравнению со стаци нарными условиями не происходит. Это можно объяснить также тем, что гене раторы ультразвуковых колебаний про изводят излучение волн узконаправле ным лучом с линейным их распростра нением. Поэтому воздействие упругих Колебаний происходит лишь в некоторой зоне обработки, а не по всей по верхности изделия одновременно. К тому же, датчики ультразвуковых кол баний ненадежны в работе и часто вы ходят из строя, что вносит дополнительные трудности на производстве. Поэтому использование способа фосфа тирования не дает экономического эффекта и не находит широкого применения в промышленности, как и способ, электрохимического фосфатирования. Наиболее близким по технической сущности и достигаемому эффекту.к предлагаемому является способ фосфатирования в стационарных ваннах, заключающийся в том, что раствор фосфатирования нагревают до 80-110 С изделия погружают в раствор и выдерживают до 60 мин СзЗ. Недостатками такого способа являются длительное время фосфатирования в связи с тем, что в результате химической реакции происходит снижение концентрации компонентов раствора у обрабатываемой поверхности изделия, а их подвод и отвод продуктов реакции затруднен; большой расход химических реактивов в связи с . необходимостью частой замены раствора для получения качественного покрытия; шламообразование на поверхности изделия за счет коррозии обра батываемого металла в процессе фосфатирования, чтр затрудняет протекание процесса и снижает качество образующейся фосфатной пленки. К недостаткам следует также отнести неравномерность фосфатной пленки по поверхности изделия с очагами крупнозернистых кристаллов, что вызывает необходимость последующей механической обработки для удаления таких зон тяжелые условия труда вследствие высоких предельных значений интервала температурного нагрева 80-110°С и образования вредных паров в большом количестве. I Цель изобретения - получение мелкодисперсной структуры кристаллов покрытия, повышение коррозионной стойкости покрытия и повышение производительности процесса фосфатирования. Указанная цель достигается тем, что согласно способу фосфатирования стальных изделий путем обработки в растворе для фосфатирования, обработку ведут при одновременном воздействии на раствор высоковольтных электроимпульсных разрядов с частотой 0,15-0,20 Гц и удельной энергией в импульсе 0,006-0,010 кДж/дм. Кроме того, обработку проводят при 20-80°С в течение 30-15 мин. Пример. Фосфатирование проводят на образцах из стали марок ,ВП-30 и 60С2А в виде пластин размерами 100x8x0,ь мм. Перед фосфатированием с изделий химичебким путем травлением в растворах кислот (соляной или серной), содержащих ингибиторы коррозии, удаляется окалина и ржавчина. Для фосфатирования используют известный раствор следующего состава, г/л: монофосфат цинка 33-35{ цинк азотнокислый 54-56; ортофоефорная кислота 10,5-13,5. Раствор нагревают до 20,40,. ФОсфатирование проводят с воздействием на раствор ВЭИР с указанными в табл. 1 характеристиками и без воздействия ВЭИР при прочих равных у словиях. Изделия выдерживают в ван унах с раствором до получения качест венного покрытия при воздействии /i ВЭИР, после чего образцы достают из раствора и фиксируЬт полученные результаты. В табл. 1 приведены температурно временные режимы опытов и характеристики ВЭИР. Фосфатирование проводится при сочетании предельных значений интервалов технологического режима, а также при сочетании проме жуточных значений параметров режима В табл. 2 представлены результат выполненных опытов для двух вариант процесса: 1 - согласно предлагаемому способу и II - согласно прототип для условий, при которых получены наилучшие результаты по всем выходным параметрам процесса. Как показывают опыты, повышение качества фосфатирования при снижени времени процесса наблюдается при вс сочетаниях показателей режимов. Качественные и количественные показатели предлагаемого процесса находят ся в соответствии с ГОСТ 9.301.78 и ГОСТ 9.302.79. Полученная предлагаемым способом фосфатная пленка характеризуется упо рядоченным расположением зерен вдол обрабатываемой поверхности и мелкодисперсной структурой кристаллов, ч улучшает качество покрытия, в отли,чие от пленки, полученной согласно прототипу, для которой характерно неравномерное расположение кристалло и крупнозернистая микроструктура,что ведет к снижению качества фосфатного покрытия. Положительный эффект от использования предлагаемого технического решения достигается за счет последоательного прохождения вовсем объеме раствора фосфатирования ударных волн с определенной указанной энергией и частотой,а также кавитации,акустического и электромагнитного воздействия одновременно на всю зону обработки. Все эти факторы влияют на протекание химической реакции молекулярном уровне, улучшая условия ионного обмена во всей зоне обработки, способствуя ускорению зарождения центров кристаллизации, упорядочению и образованию более мелких зерен кристаллов фосфата, а также более прочному их сцеплению с обрабатываемым металлом. При этом шлам практически не успевает образоваться, а более плотная за счет упорядоченного расположения кристаллов фосфатная пленка быстрее, чем обычно, покрывает одновременно обрабатываемую поверхность. f. . Кроме того, повышается качествопокрытия при увеличении производительности труда в 3-4 раза по сравнению с известньгми способами, улуч- шаются условия труда за счет снижения температуры нагрева раствора и соответственного уменьшения количества выделяющихся вредных паров. Таким образом, предлагаемый способ позволяет получить мелкодисперсную структуру кристаллов покрытия, повыление коррозионной стойкости покрытия и -повышение производительности процесса. Таблица 1
Продолжение табл. 1
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТВОР ДЛЯ ФОСФАТИРОВАНИЯ | 1993 |
|
RU2065892C1 |
| КОМПОЗИЦИЯ ДЛЯ АМОРФНОГО ФОСФАТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1998 |
|
RU2143012C1 |
| КОМПОЗИЦИЯ И СПОСОБЫ ПОЛУЧЕНИЯ ФОСФАТНЫХ И ХРОМОВЫХ ПОКРЫТИЙ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2001 |
|
RU2209857C1 |
| Способ нанесения твердого антифрикционного покрытия | 2023 |
|
RU2806680C1 |
| Способ химико-термической обработки | 1989 |
|
SU1726554A1 |
| Раствор для фосфатирования металлической поверхности | 1988 |
|
SU1666576A1 |
| СПОСОБ ФОСФАТИРОВАНИЯ ЖЕЛЕЗОСОДЕРЖАЩИХ ПОВЕРХНОСТЕЙ С РЖАВЧИНОЙ | 2004 |
|
RU2261938C1 |
| МОРОЗОСТОЙКИЙ ПРЕОБРАЗОВАТЕЛЬ РЖАВЧИНЫ | 2004 |
|
RU2263159C1 |
| Способ получения состава для фосфатирования | 1989 |
|
SU1730198A1 |
| СОСТАВ ДЛЯ УДАЛЕНИЯ КОРРОЗИИ И КОНСЕРВАЦИИ ПОВЕРХНОСТЕЙ МЕТАЛЛОКОНСТРУКЦИЙ И ТРУБ ПЕРЕД ИХ ПОКРАСКОЙ | 2012 |
|
RU2510432C1 |
1. СПОСОБ ФОСФАТИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ путем обработки в растворе для фосфачирования, о т л и чающийся тем, что, с целью, получения мелкодисперсной структуры кристаллов покрытия, повышения коррозионной стойкости покрытия и повышения производительности процесса, обработку ведут при одновременном воздействии на раствор высоковольтных злектроимпульсных разрядов с частотой 0,15-0,20 Гц и удельной знергией в импульсе 0,0060,010 кДж/дм. 2. Способ ПОП.1, отличающ и и с я тем, что обработку проводят при 20-80 С в течение 3015 мин. СО
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Хаин И.И | |||
| Теория и практика фосфатирования металлов | |||
| Л., Химия 1973, с | |||
| Клапанный регулятор для паровозов | 1919 |
|
SU103A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Оксидные и фосфатные покрытия металлов | |||
| Л., Машиностроение, 1978, с | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
