Изобретение относится к обработ ке металлов давлением, а именно к устройствам для накатывания резьб на стержневых изделиях.
Известна резьбонакатная плашка с пружинящим корпусом, содержащая корпус, в котором под углом подъема резьбы установлены резьбонакатные ролики 11.
Однако для известной плашки характерно недостаточное качество Накатываемых резьб из-за перекоса осей роликов при деформациях Ktsphyса.
Известна резьбонакатная регулируемая плашка, содержащая корпус, втулку, имеющую на фланцевой части зубчатый венец, накатывакяцие ролики, расположенные на эксцентричных осях. Регулировка размеров получаемых резьб производится при повороте втулки вокруг осипосредством зубчатых иенцов L2J.
Конструкция обладает следующими Недостатками: ролики установлены на эксцентричных осях, что уменьшает жесткость инструмента; плашка имеет значительное количество деталей, что для инструмента подобного типа усложняет изготовление и приводит к снижению точности обработки, за счет большого количества стыков.
Наиболее близкой к изобретению по Технической сущности является резьбонакатная плашка, содержащая корпус, в котором размещены опорные элементы с бесконсолъно установленными в них резьбонакатными роликами, и механизм регулировки на размер. Опорные элементы выполнены в виде разрезных дисков, что обеспечивает их пружинящие свойства. Перемещение гаек вдоль оси устройства обеспечивает регулировку на размер 33. , Недостатком данного устройства является небольшой диапазон размеров накатываемых резьб.
Цель изобретения - расширение технологических возможностей путем увеличения диапазона размеров накатываемых рез15б.
Поставленная цель достригается тем, что в резьбонакатной плашке, в корпусе которой размещены опорные элементы с бесконсольно установленными в них резьбонакатными роликами, и механизм регулировки на размер, выполненный в виде охватывающего Элемента, расположенного на корпусе с возможностью взаимодействия с опорными элементами посредством скосов, Охватывающий элемент выполнен в виде рамки, установленной с возможностью перемещения в плоскости. Перпендикулярной оси корпуса, при атом одна из сторон рамки жестко связ-ана с опорным элементом одного
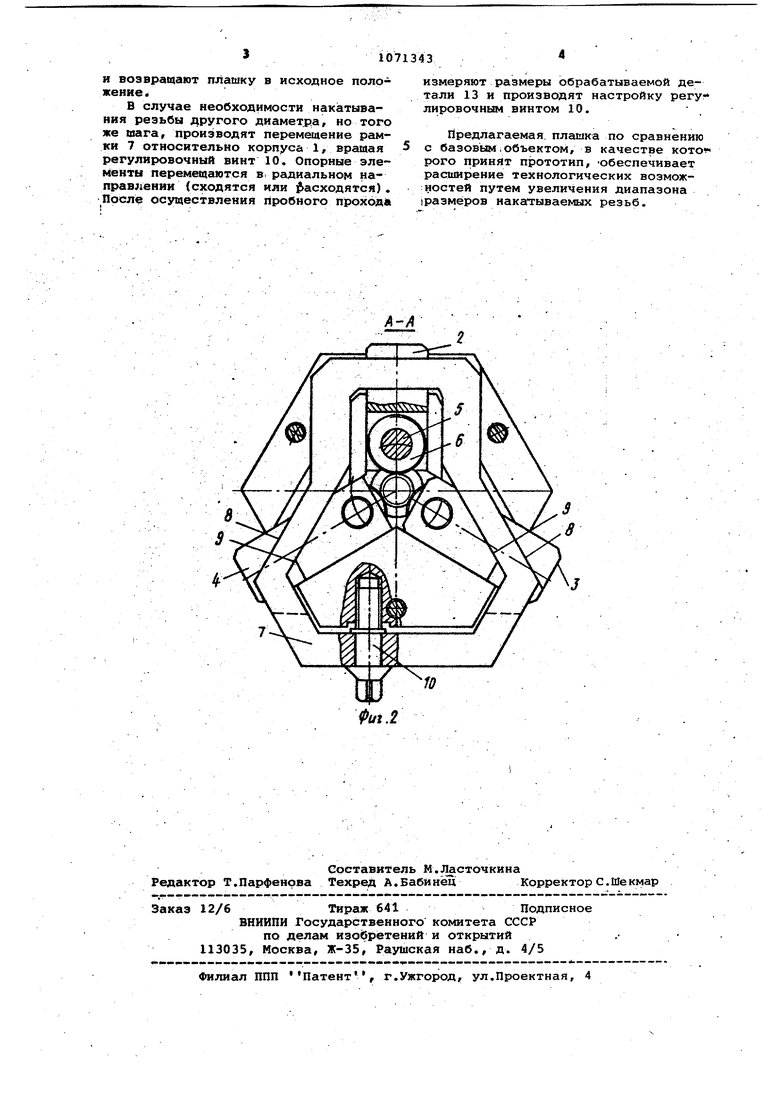
из роликов, а в каждом из опорных элементов других роликов выполнен второй скос параллельно первому, между которыми размещены соответствующие стороны рамки. 5 На фиг. 1 показана предлагаемая плашка, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Резьбонакатная плашка содержит корпус 1, в радиальные пазы кото0 рого помещены опорные Элементы 2-4 с возможностью перемещения. В опорных элементах 2 - 4 на осях 5 установлены резьбонакатные ролики 6 с - кольцевой резьбой, причем резьбо5 накатные ролики 6 наклонены относительно оси, а витки резьбонакатных роликов б смещены в осевом направг лении в соответствии с тагом накатываемой резьбы. Опорный элемент 2
0 жестко связан с рамкой 7, установленной в корпусе 1 с возможностью перемещения и фиксации в направлении оси опорного элемента 2 (фиг.2). Опорные элементы 3 и 4 связаны
5 с рамкой 7 посредством наклонного паза, выполненного в каждом из этих элементов и охватывающего параллельные участки 8 и 9 рамки 7. Переналадка плашки на необходимый диаметр накатываемой резьбы осуществляется при помощи регулировочного винта 10, установленного в рамке 7 и связанного с корпусом 1.
Опорные элементы 2 - 4 и рамки 7 УД живаются в корпусе 1 крышкой 11, 5 -закрепленной ра корпусе 1 винтами 12. Обрабатываемая деталь - 13.
Плашка работает следующим образом.
0 Предварительно перед работой
производят наладку плашки в зависимости от требуемой точности (поля допуска) и величины усадки материала обрабатываемой детали на необхо5 димый размер. Для этого, вращая регулировочный винт 1О, перемещают рамку 7 с элементом 2. При этом опорные элементы 3 и 4, взаимодействуя пазами с параллельными участка0 ми 8 и. 9 рамки 7, получают перемещение в радиальном направлении, равное перемещению рамки 7 с элементом 2, что обеспечивает изменение расстояния между роликами 6.
5 Плашку устанавливают, например, в пиноли задней бабки токарного станка, а деталь 13 - в шпинделе станка. Детали сообщается вращение. Плашка перемещается вдоль своей оси
0 на вращающуюся деталь 13. Производится накатывание резьбы, при этом плсШ1ка перемещается вдоль оси детали 15 на 1 шаг за каждый ее оборот. После накатывания резьбы на необходимую длину реверсируют движения
И возвращают плашку в исходное положение.
В случае необходимости накатывания резьбы другого диаметра, но того же шага, производят перемещение рамки 7 относительно корпуса 1, вращая регулировочный винт 10, Опорные элеМ1енты перемещаются в радиальном направлении {сходятся или &асходятся) . После осуществления пробного проходи
измеряют размеры обрабатываемой детали 13 и производят настройку регулировочным винтом 10.
Предлагаемая, плашка по сравнению с базовым;объектом, в качестве кото рого принят прототип, Обеспечивает расширение технологических возможностей путем увеличения диапазона (размеров накатываемых резьб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Плашка резьбонакатная | 1983 |
|
SU1072968A1 |
| Резьбонакатная плашка | 1989 |
|
SU1646657A2 |
| Резьбонакатная головка | 1982 |
|
SU1031605A1 |
| Резьбонакатная регулируемая плашка | 1982 |
|
SU1094658A1 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ РЕЗЬБЫ | 1990 |
|
RU2036045C1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| Устройство для накатывания резьб | 1981 |
|
SU963650A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| Головка для накатывания резьбы на метчиках | 1981 |
|
SU969393A1 |
| Головка для накатывания внутренних резьб | 1980 |
|
SU946757A1 |
РЕЗЬБОНАКАТНАЯ ПЛАШКА, в корпусе которой размещены опорные элементы с бесконсольно установленными в них резьбонакатными роликами, и механизм регулировки на размер, выполненный в виде охватывающего элемента, расположенного на корпусе с возможностью взаимодействия с.опорными элементами посредством скосов, отли ч ающа я с я тем,.что, с целью расширения технологических возможностей путем увеличения диапазона размеров накатываемых резьб, охватывающий элемент выполнен в виде рамки., установленной с возможностью перемещения в плоскости, перпендикулярной оси корпуса, при этом одна из сторон рамки жестко свя3ctea с опорным элементом одного из t роликов, а в каждом из опорных элементов другий роликов выполнен втоi рой скос, параллельно первому, между которыми размещены соответствую(Л щие стороны рамки. со ( со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Султанов Т.Д | |||
| Резьбонакатные, головки | |||
| М., Машиностроение, 1966, с | |||
| Экономайзер | 0 |
|
SU94A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
