(54) УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ РЕЗЬБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатная плашка | 1982 |
|
SU1071343A1 |
| Резьбонакатное устройство | 1975 |
|
SU565762A1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| Устройство для накатывания резьбыНА МЕТчиКАХ | 1979 |
|
SU827231A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| Головка для накатывания резьбы | 1977 |
|
SU660761A1 |
| Головка для накатывания резьбы на метчиках | 1977 |
|
SU701736A1 |
| Резьбонакатная головка | 1978 |
|
SU724254A1 |
| Резьбонакатная головка | 1980 |
|
SU940967A1 |
| Резьбонакатная головка | 1982 |
|
SU1058697A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении резьб на стержневых изделиях.
Известно устройство для накатывания резьбы на стержневых изделиях типа винтов, болтов, шпилек и т.п., содержащее корпус, резьбонакатные ролики, упругую втулку, винты
Наиболее близким к изобретению техническим решением является устройство для накатывания резьбы на стержневых изделиях, содержащее направляющий элемент, установленный на нем держатель с возможностью осевого перемещения, в который поме- щена резьбонакатная плашка, выполненная в виде пружинящего корпуса и резьбонакатных роликов с кольцевой нарезкой. Устройство устанавливается в резцедержателе, в задней бабке или в револьверной головке метал-t лорежущего станка t23.
Недостатком известного устройства для накатывания резьбы является необходимость изготовления резьбонакатных роликов с точным смещением канавок одна относительно другой, .что вносит погрешность в изготовление резвбы.
Целью изобретения является повышение качества накатываемых резьб.
Поставленная цель достигается тем, j,TO устройство для накатывания резьб, содержащее направляющий элемент, установленный на нем с возможностью осевого перемещения держатель, в который помещена резьбонакатная плашка, выполненная в виде
to пружинящего корпуса и резьбонакатных роликов с кольцевыми канавками, снабжено винтом, установленным в направляющем элементе с возможностью взаимодействия с рабочей поверхностью
15 резьбонакатных роликов на участке длиной меньше ширины резьбонакатного ролика на 3-4 шага кольцевой нарезки, а резьбонакатные ролики уси новлены в пружинящем корпусе с торце г
20 вым зазором не менее 1/3 шага кольцевой нарезки.
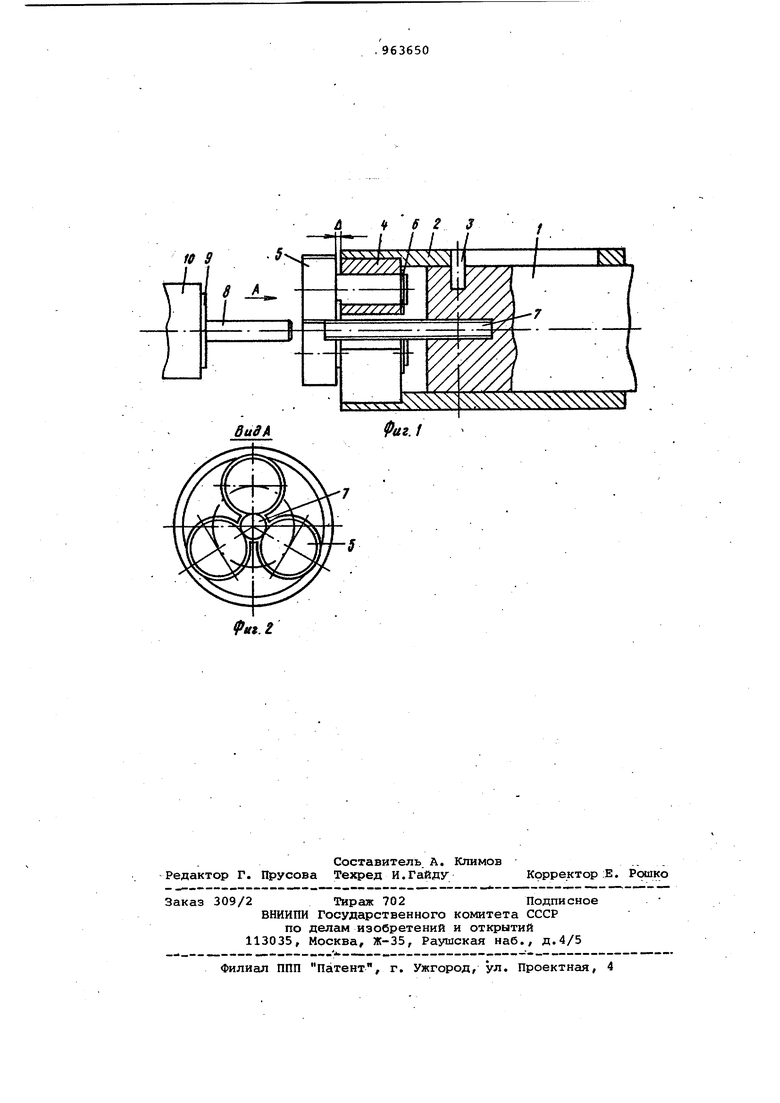
На фиг. 1 предотавлена койструкция устройства для накатывания реЗБбы, общий вид с разрезом; на
25 фиг., 2 - вид А на фиг. 1. . . : Устройство для накатывания резьбы .содержит направляющий элемент 1, установленный на нем с возможностью :осевого перемещения держатель 2,
30 фиксируемый от поворота штифтом 3.
Штифт 3 жестко закреплен в направляющем элементе 1 и расположен в пазе держателя 2. В держателе 2 установлен корпус 4 резьбонакатной плашки с резьбонакатными роликами 5. РезБбонакатные ролики 5 установлены в корпусе 4 с возможностью вращения и осевого перемещения в пределах не менее Л 1/3 шага кольцевой нарезки резьбонакатных роликов 5 и фиксируются относительно корпуса 4 стопорными кольцами 6. В направляющем элементе 1 установлен винт 7, с которым контактируют резьбонакатные ролики 5, т.е. кольцевая нарезка резьбонакатных роликов 5 помещена в винтовую нарезку винта 7, и длина контакта меньше ширины резьбонакатного ролика на 3-4 шага кольцевой нарезки резьбонакатных роликов 5. Этим обеспечивается Их относительная осевая ориентация, т.е. смещение кольцевой нарезки каждого резьбонакатного ролика на 1/3 шага,:
Обрабатываемый стержневой резьбо вой элемент 8, на который накатывается резьба, например заготовка . шпильки, установлен в цанговом патрне 9 шпинделя 10 станка, например токарноревольверного автомата.
Предлагаемое устройство работает следующим образом.
На заготовке шпильки 8 выполнена цилиндрическая поверхность диаметром, необходимым для резьбонакатывания. Сообщают вращение шпильке 8, а устройству для накатывания t резьбы - ускоренное перемещение влево, в сторону обрабатываемой детали, а затем переключают на рабочую подачу со скоростью,равной шаГУ резьбы за один оборот шпинделя станка.
Резьбонакатные ролики 5 вступают в контакт cd. шпилькой 8. В первоначальный момент осевая нагрузка воспри нимается резьбой винта 7. Резвбонакные ролики 5 вращаются от шпильки 8 В этот момент прекращается подача влево револьверной головки станка. .Вращаясь, резьбонакатные ролики 5
перемещаются в осевом направлении. по винту 7.
После того, как на шпильке В образована резьба, резьбонакатные ролики 5, опираясь уже на образованны профиль резьбы шпильки 8, перемещаются влево, сохраняя при этом относительную осевую ориентацию.
После накатывания резьбы необходимой длины на шпильке 8 шпиндель станка 10 враигают в противоположном направлении. Резьбонакатные ролики 5 свинчиваются со шпильки 8 и навинчиваются на винт 7.
После того, как устройство займет свое первоначальное положение на направляющем элементе 1, его отводят .
Использование устройства для накатывания резьбы позволяет повысить качество накатываемой резьбы.
Формула изобретения
Устройство для накатывания резьб содержащее направляющий элемент, установленный на нем с возможностью осевого перемещения держатель, в который помещены резьбонакатнгш плашка, выполненная в виде пружинящего корпуса и резьбонакатных роликов с кольцевой нарезкой, отличающееся тем, что, с целью повышения качества получаемых резьб, оно снабжено винтом, установленным в направляющем, элементе с возмож(нрстью взаимодействия с р.абочей поверхностью резьбонакатных роликов на участке длиной меньше ширины резьбонакатного ролика на 3-4 шага кольцевой нарезки, а резьбонакатные ролики установлены в пружинящем корпусе сГ торцовым зазором не менее 1/3 шага кольцевой нарезки.
Источники информации, принятые во внимание при экспертизе
2,Султанов. Т.Д. Резьбонакатные .головки. М., Машиностроение, 1966
с. 94-95 (прототип). BuSA ttt.i « 623 Фиг. I :
