Изобретение относится к металлу гии , в частности к машинам непреры ной разливки металлов. Известна тянущая клеть маишны н прерывного литья металлов .горизонтального типа, содержащая электрический привод, источник питания, пульт управления и механизм цикли4iscKoro вытягивания.- В этом устрой стве циклический характер вытягива ния заготовки из кристаллизатора обеспечивается парой фрикционных колес-, одно из которых - ведущее, выполнено с пазами на рабочей пове ности. Устройство позволяет получа частоты вытяжки заготовок до б Гц Однако известное устройство не позволяет получать плавного движения слитка в начальный момент движения. Это приводит к подрыву начальной корки и может приводить к прекращению процесса литья. Кроме того,, по мере износа колес происхо дит- изменение дпины хода отливки за один цикл и соотношения времени остановки к времени движения слитк в течение цикла, что ведет к деста билизации процесса вытяжки заготов ки, нарушению технологии и ухудшению качества отливки. Устройство н позволяет передавать высокие враща щие моменты, так как происходит проскальзывание фрикционных колес друг относительно друга. Устройств не позволяет также -регулировать величину шага в процессе литья. Дл этого необходима замена ведущего к леса. Наиболее близким к изобретению по технической сущности и достигае мому результату является устройств для вытягивания слитка установок не прерывной разливки металлов, содер жащее привод, водило с ведущим элементом и ведомый элемент, закрепленные соответственно на ведомом и ведущем валах, при этом ведомый и ведущий элементы охвачены гибкой связью, один конец которой закреплен неподвижно, а другой - через пружину .t.23 . Основным недостатком известного устройства являются небольшие углы охвата .гибкой связью ведомого элемента, что в случае использования беззубчатого сцепления с элементом обуславливает низкий передаваемый вращающий момент и повышенное сколь жение. Поэтому устройство стабильно работает только при применении зубчатого сцепления, .что усложняет конструкцию и удорожает изготовление. Кроме того, в устройстве не предусмотрена регулировка- шага извлечения слитка. Цель изобретения - повышение ста бильности процесса разливки. Поставленная цель достигается тем, что устройство для вытягивания слитка установок непрерывной разлив,ки металлов, содержащее привод, водило с ведущим элементом и ведомый элемент, закрепленные соответственно на ведомом и ведущем валах, при этом ведомый и ведущий элементы охвачены гибкой связью, один конец которой закреплен неподвижно, снабжено дополнительным вЬдилом с ведущим элементом, установленным на ведущем валу, при этой второй конец гибкрй связи также закреплен неподвижно. Кроме этого, концы гибкой связи закреплены на расстоянии 0,5-5,0 диаметра ведомого элемента. Кроме этого, ведущие элементы установлены под углом 120-270 друг к другу. . На фиг. 1 приведена принципиальная схема предлагаемого устройства| на фиг. 2 - один из вариантов конструктивного исполнения устройства. Устройство содержит 1ведущие элементы 1, закрепленные на конце водила 2, установленном на ведущем валу 3, ведомый элемент 4, установленный на ведомом валу 5 и гибкую связь 6, охватывающую замкнутым контуром ведомый 4 и ведущие 1 элементы. Концы гибкой связи 6 располагаются под углом друг к другу и закреплены непо движно на корпусе 7.Устройство .работает следующим образом. При вращении водила 2 по часовой стрелке(на фир. 1 показано, пунктирными линиями) ведущие элементы 1 обкатываются по гибкой связи 6, а ведомый элемент. 4 остается неподвижным. При достижении одним из ведущих элементов 1 положения Л (на фиг.1 показано сплошными линиями) ведущий элемент 1 натягивает гибкую связь 6. Так как конец связи б закреплен неподвижно в точке 7, а она плотно охватывает ведущий 1 и ведомый 4 элементы, последний поворачивается на валу 5 против часовой стрелки. Ведомый элемент 4, закончив свое вращение, останавливается, когда ведущий элемент 1 занимает положение В Сне- показано) . Ведомый Элемент 4 вновь совершает вращательные движения против часовой стрелки, когда следующий ведущий элемент 1 пррходит положения от А до В и т.д. Таким образом, при вращении водила 2 по часовой стрелке ведомый элемент 4, установленный на валу 5, осуществляет шаговое вращение в направлении против часовой стрелки, причем за один оборот каждого водила 2 веде-мыи элемент 4 осуществляет шаг и одну остановку. Концы гибкой связи должны быть закреплены на расстоянии 0,5-5 диаметров ведомого элемента. Закрепление концов гибкой связи на
расстоянии менее 0,5 ди-аметра ведомого элемента не обеспечивает достаточной упругости гибкой связи, что приводит к возрастанию растягивающи усилий и возможности обрыва гибкой связи. Закрепление концов гибкой связл на расстоянии более 5 диаметров ведомого элемента нецелесообразно, так как увеличиваются габариты устройства, а необходимый эффект можно достичь и при меныш1х значениях длины в сочета:нии с углом Ф расположения-гибких связей по отношению друг к друг/. Концы гибкой связи должны быть расположены под углом 150-180 друг к другу. Расположение концов гибкой связи под углом менее 150° приводит к уменьшению поверхности обхвата гибкой связью ведомого элемента и к резким колебаниям силы натяжения гибкой связи. Это приводит к уменьшению сцепления -ибкой связи с ведомым элементом и проскальзыванию друг относительно друга, что резко снижает передаваемой вращающий момент; Кроме того, уменьшается долговечность гибкой связи. Расположение концов гибкой связи под углом более 180 затрудняет (во время- совершения шага ведомым элементом) угловые колебания.гибкой связи и приводит к большим колебаниям силы натяжения гибкой связи. Это приводит к чрезмерному натяжению гибкой связи и заклиниванию ведущего элемента, и вызывает необходимость увеличения концов гибкой связи более 5 диаметров ведомого элемента.
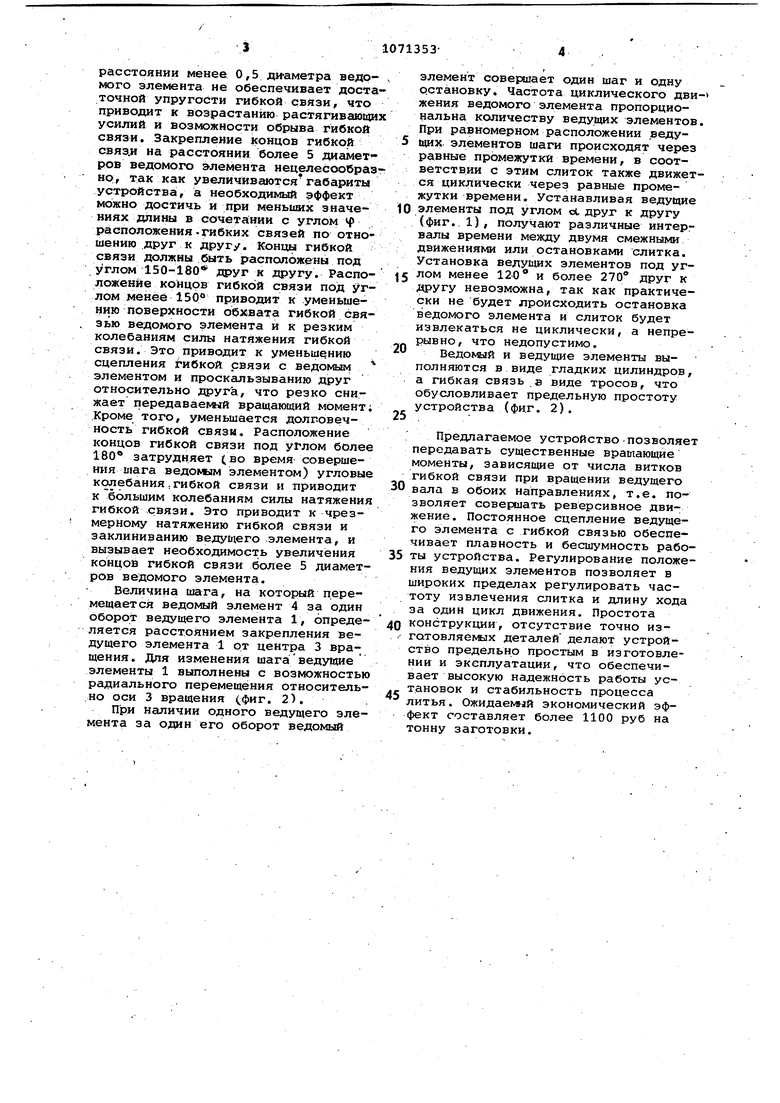
Величина шага, на который перемещается ведомый элемент 4 за один оборот ведущего элемента 1, определяется расстоянием закрепления ведущего элемента 1 от центра 3 вращения. Для изменения шага ведуцще элементы 1 выполнены с возможностью радиального перемещения относитель.но оси 3 вращения (фиг. 2).
При Наличии одного ведущего элемента за один его оборот ведомый
элемент совериает один шаг и одну остановку. Частота циклического дви- жения ведомого элемента пропорциональна количеству ведущих элементов. При равномерном расположении ведущих элементов шаги происходят через равные промежутки времени, в соответствии с этим слиток также движется циклически через равные промежутки времени. Устанавливая ведущие
0 элементы под углом ot друг к другу (фиг. 1), получают различные интервалы времени между двумя смежными движениями или остановками слитка. Установка ведущих элементов под уг5 лом менее 120° и более 270 друг к другу невозможна, так как практически не будет лроисходить остановка ведомого элемента и слиток будет извлекаться не циклически, а непрерывно, что недопустимо.
0
Ведомый и ведущие элементы выполняются в виде гладких цилиндров, а гибкая связь в виде тросов, что обусловливает предельную простоту устройства (фнг. 2),
Предлагаемое устройство позволяет передавать существенные вратающие моменты, зависящие от числа витков гибкой связи при вращении ведущего
0 вала в обоих направлениях, т.е. позволяет совершать реверсивное движение. Постоянное сцепление ведущего элемента с гибкой связью обеспечивает плавность и бесшумность рабо5 ты устройства. Регулирование положения ведущих элементов позволяет в широких пределах регулирова ть частоту извлечения слитка и длину хода за один цикл движения. Простота
0 конструкции, отсутствие точно из гатовляемлх деталей делают устройство предельно простым в изготовлении и эксплуатации, что обеспечивает высокую надежность работы ус тановок и стабильность процесса литья. Oжидaeм лй экономический эффект составляет более 1100 руб на тонну заготовки.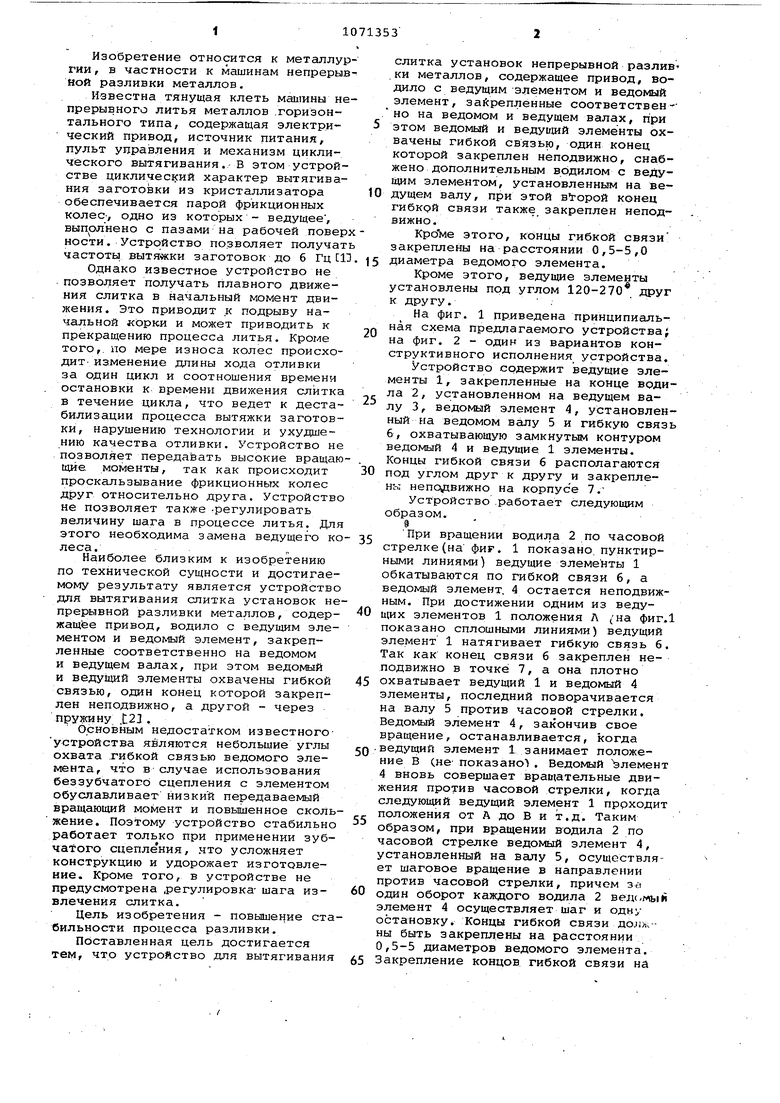
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вытягивания слитка установок непрерывной разливки металлов | 1980 |
|
SU979021A1 |
| Устройство для вытягивания слитка установок непрерывной разливки металлов | 1983 |
|
SU1154035A1 |
| ТЯНУЩЕЕ УСТРОЙСТВО УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ ГОРИЗОНТАЛЬНОГО ТИПА | 1978 |
|
SU825273A1 |
| Механизм для периодического вытяги-ВАНия СлиТКА | 1979 |
|
SU850285A1 |
| УСТРОЙСТВО ПЕРИОДИЧЕСКОГО ВЫТЯГИВАНИЯ СЛИТКОВ | 1990 |
|
RU2089339C1 |
| Разъем с устройством для стыковки | 1975 |
|
SU635546A1 |
| Шагозадающее устройство к пружинонавивочному автомату | 1985 |
|
SU1301538A1 |
| Тянущее устройство установки непрерывной разливки металлов горизонтального типа | 1976 |
|
SU863160A1 |
| ПРЕОБРАЗОВАТЕЛЬ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ | 2012 |
|
RU2486390C1 |
| УСТРОЙСТВО ИЗБИРАТЕЛЬНОГО ОТКЛОНЕНИЯ ДЛЯ СИСТЕМЫ ЖАЛЮЗИ ПОКРЫТИЙ ДЛЯ АРХИТЕКТУРНЫХ ПРОЕМОВ | 2006 |
|
RU2404350C2 |
1.УС1:РОЙСТВО ДЛЯ ВЫТЯГИВАНИЯ СЛИТКА УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВ.КИ МЕТАЛЛОВ, содержаще привод, водило с ведущим элементом и ведомый элемент, закрепленные соответствен- , но на ведомом и ведущем валах, при этом ведомый и ведущий элементы ох- вачены гибкой связью, один конец которой закреплен неподвижно, отличающееся тем, что, с целью повышения стабильности 1роцесса разливки, оно снабжено дополнительным водилом с ведущим элементом, установленным на ведущем валу, при этом второй конец гибкой связи также закреплен неподвижно. 2.Устройство по п. 1, отличающееся, тем что концы гибкой связи закреплены на расстоянии 0,5-5,0 диаметра ведомого элемента. 3.Устройство по п. 1, отличающееся тем, что йедущие (П С элементы установлены Под углом 120-270 дауг к другу.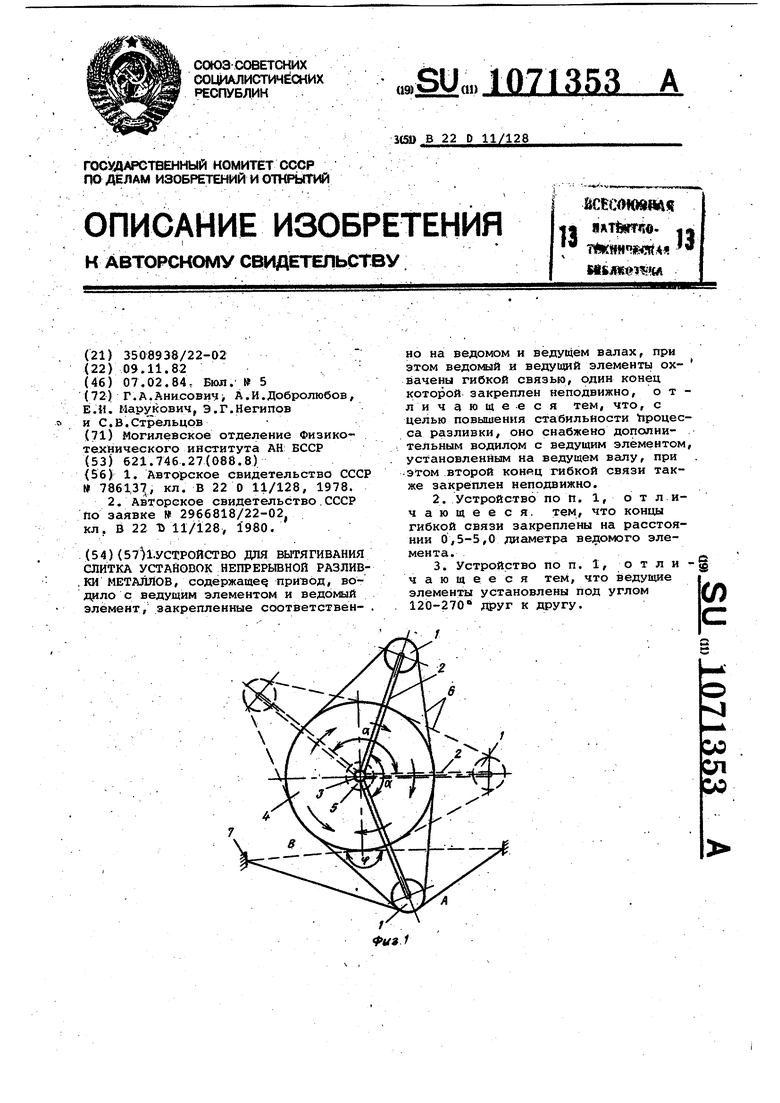
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗМЕНЕНИЯ В ПОЛЕТЕ ПЛОЩАДИ, УГЛА НАКЛОНА И ПРОФИЛЯ ПОДДЕРЖИВАЮЩИХ ПОВЕРХНОСТЕЙ САМОЛЕТА | 1925 |
|
SU7861A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство.СССР По заявке 2966818/22-02 кл, В 22 -В 11/128, 1980. | |||
