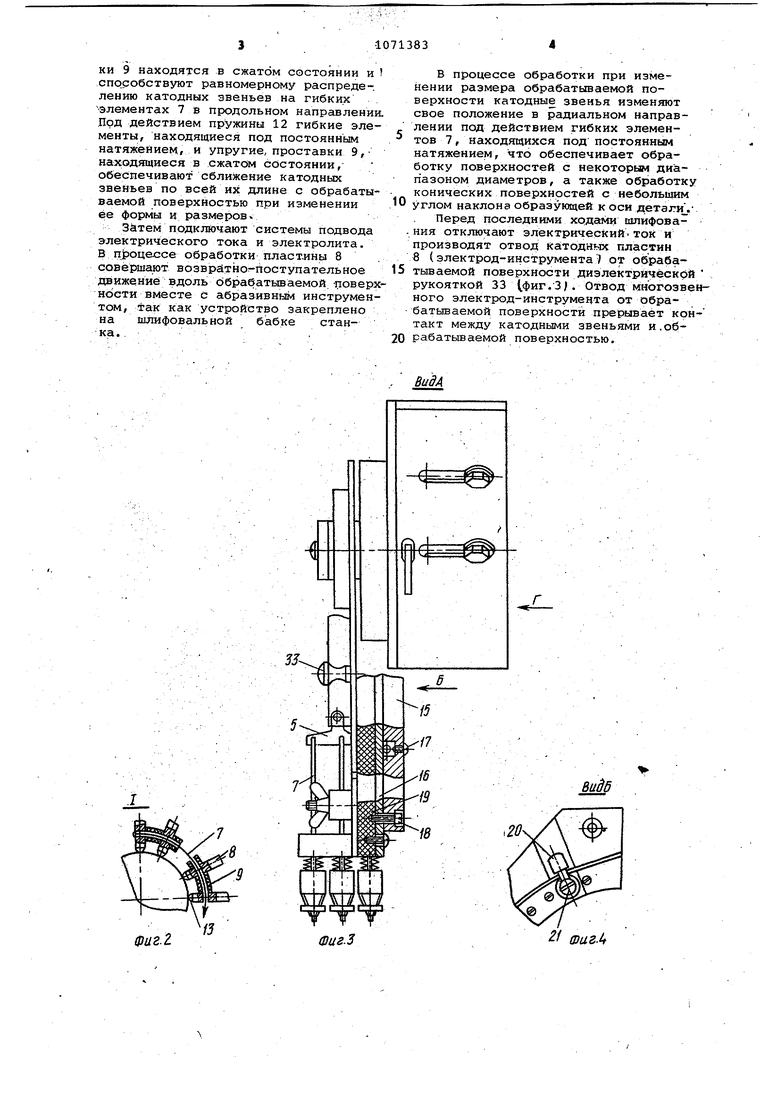
Изобретение относится к электрохимической обработке, в частности касается электрохимического шлифования. Известно устройство для электрохимического шлифования наружных поверхкостей тел вращения, содержащее систему подвода электролита и электрод-инструмент из отдельных пластин С1. Недостаткам известного устройстза явлйется сложность выставления пластин по контуру обрабатываемой детали/ так как при каждой переналадке на новый типоразмер обрабатываемой детали необходимо ослаблять крепление пластин, устанавливать по профилю обрабатываемой детали и вновь их закреплять, что снижает пр изводительность процесса шлифования Цель изобретения - повышение про изводительности процесса шлифования путем сокращения вспомогательного времени. Поставленная цель достигается тем, что в устройстве для Электрохи мическогсг шлифования наружных noBejD ностей тел вращения, содержащем сис тему подачи электролита и электродинструмент, выполненный из отдельны пластин, последние нанизаны на гибк элементы, каждый из которых с одной стороны жестко закреплен, ас друго соединен с узлом натяжения, при это между пластинами размещены упругие проставки, . На фиг. 1 изображено устройство для электрох.имического шлифования, общий ВИД} на фиг. 2 - узел 1 на фиг. 1; на фиг. 3 - вид Л на фиг.1; на фиг. 4 - вид Б на фиг. 3; на фиг. 5 - сечение В-В на фиг. 1;на фиг. б - вид Г на фиг. 3. Устройство для электрохимического шлифования снабжено кронштейном 1 (фиг. 1), на; котором во взаимно перпендикулярном направлении выполнены пазы для установки и крепления с помощью винтов 2 державок 3, что необходимо для осуществления регулирования положений державок 3, обеспечивающих обработку поверхностей с не которым диапазоном диаметров. В каждой державке 3 выполнено отверстие, в котором установлены прумсйны 4 и планка 5 (фиг.З), удерживаемая винтами б (фиг.1). В планке 5 выполнены отверстия, через которые пропущены и закреплены гибкие элементы 7 (фиг.З). Последние с свободно установ ленными через отверстия пластинами 8 и расположенными между ними упругими проставками 9 (фиг.2) образуют многозвенныйэлектрод-инструмент. Гибкие элементы 7 вторым концом через отверстие в кронштейне 1 (фиг.1) соединены с узлом натяжения, состоящим из втулки 10, гайки 11, пружины 12. Постоянный межэлектродньай зазор обеспечивается за счет диэлектрических элементов 13 (фиг.2), приклеенньис с двух сторон к рабочим поверхностям планки 5 (фиг.1) и пластин 8. Подвод электрического тока к пластинам 8 осуществляется через гибкие проводники 14, которые через токоподвод 15 (фиг.З) подсоединены к сектору 16 винтами 17. Токоподвод 15 и сектор 16 крепятся винтами 18 к диэлектрическому сектору 19, соединенному с кронштейном 1 (фиг. 1). Подвод электрического тока к сектору 16 (фиг.З) осуществляется через токоподводящий элемент 20 (фиг. 4), который крепится к нему винтом 21. На ступенчатом валу 22 (фиг.5) установлены втулка 23 с жестко закрепленным на ней кронштейном 1, промежуточное кольцо 24, предназначенное для увеличения жесткости системы, кронштейн 15, с помощью которого устройство крепится винтами 26 к станку, храповик 27, крышки 28 и 29, шпонки 30 и 31. . Собачка 32 (фиг. 6) удерживает кронштейн 1 в нерабочем положении. На кронштейне 1 установлена рукоятка 33 (фиг. 3) для осуществления перемещения его в крайнее положение. Диэлектрические втулки 34 изолирувэт гибкие элементы. Устройство работает следующим образом. Поворотом собачки 32 храпового механизма, который удерживает кронштейн 1 в нерабочем положении, освобождают храповик 27 и с помощью рукоятки 3.3 кронштейн 1 опускают в крайнее нижнее.положение. При этом державки 3, регулированием которых обеспечивается обработка наружных поверхностей вращения с некоторым диапазоном диаметров, принимают вертикальное и горизонтальное пол:ожение. С помощью винтов 2 державки 3 поочередно раскрепляют и перемещают вдоль паза до. контакта планки 5 с обрабатываемой поверхностью,, приводя npiiжины 4 в сжатое положение, и закрепляют державки 3. При этом пластины 8 равномерно распределяются по обрабатываемой .поверхности. Для обеспечения прилегания пластин 8 к обрабатываемой поверхности по всей их длине, каждый гибкий элемент 7, соединенный с узлом натяжения, устанавливают с некоторым предварительным натягом, для чего гайкой 1 освобождают гибкий элемент 7, осуществляют его натяг до приведения пружины 12 в сжатое состояние и закрепляют. При этом упругие простав-ки 9 находятся в сжатом состоянии и спо собствуют равномерному распределению катодных звеньев на гибких -элементах 7 в продольном напрешлении Под действием прУжины 12 гибкие элементы, находящиеся под постоянным натяжением., и упругие, проставки 9,находящиеся в сжатом состоянии ,обеспечивают сближение катодных звеньев по всей их длине с обрабатываемой поверхностью при изменении ее формы и размеров
Затем подключают системы подвода электрического тока и электролита. В процессе обработки пластлны 8 совершают возврйтно-Поступательное дв иже ниё вдоль о браб атгж аемой -пов е рхности вместе с абразивным инструментом, так как устройство закреплено на шлифовальной бабке стан ка.. - - -.
В процессе обработки при изменении размера обрабатываемой поверхности катодные звенья изменяют свое положение в радиальном направ лении под действием гибких элемен тов 7, находящихся под постоянным натяжением, что обеспечивает обработку поверхностей с некоторым диапазоном диаметров, а также обработку конических поверхностей с небольшим 10 углом наклона образующей к оси детагиЧПеред последними ходами шлифова.ния отключают электрическийток и производят отвод ка;тоднь1х пластин 8 (электрод-инструмента) от обраба15 тываемой поверхности дизлектрйчёскрй рукояткой 33 Дфиг.3. Отвод многозвеного электрод-инструмента от обра батываемой поверхности прерывает контакт между катодными звеньями и.оё20 рабатываемой поверхностью.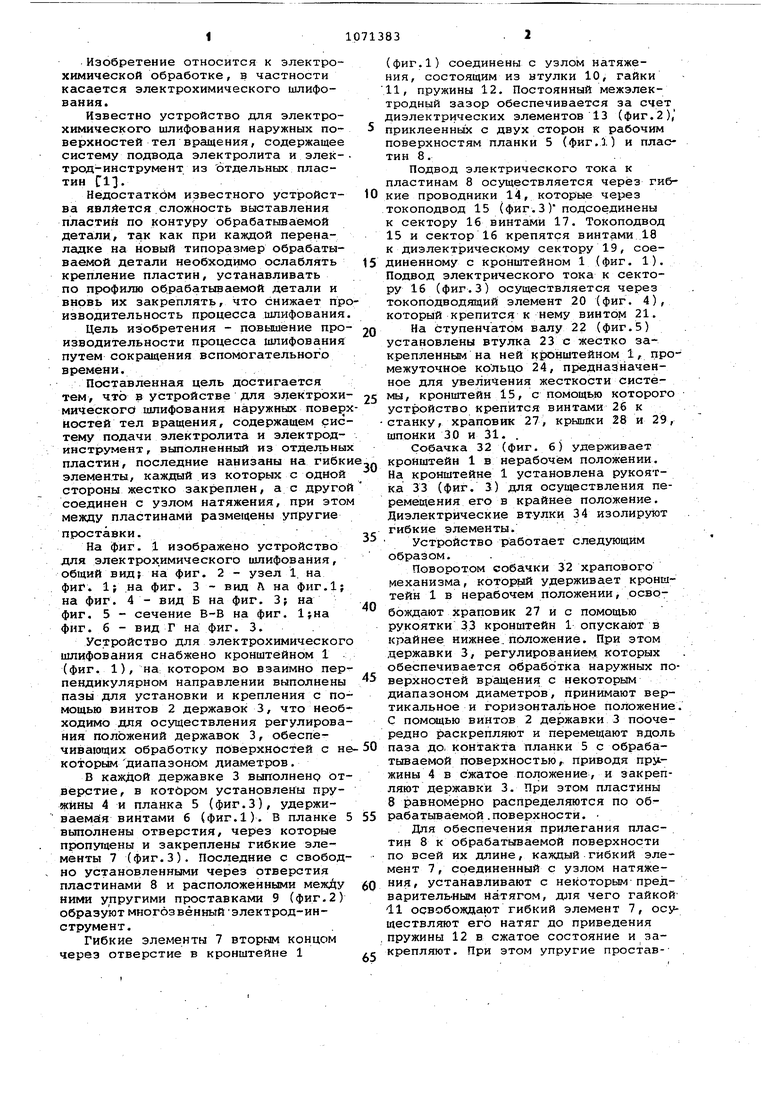
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент | 1973 |
|
SU553077A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2157301C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПРОШИВАНИЯ ОТВЕРСТИЙ | 1990 |
|
RU2041035C1 |
| ОХВАТЫВАЮЩИЙ ДЕФОРМИРУЮЩИЙ ИНСТРУМЕНТ | 2004 |
|
RU2275288C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1999 |
|
RU2157744C2 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2076039C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ОХВАТЫВАЮЩИМИ КОЛЬЦАМИ | 2004 |
|
RU2275289C1 |
| Электрод-инструмент для электрохимического хонингования наружных поверхностей деталей типа тел вращения | 1987 |
|
SU1421476A1 |
| Инструмент для абразивно-электрохимического шлифования | 1985 |
|
SU1301600A1 |
| ОХВАТЫВАЮЩЕЕ КОЛЬЦО ДЛЯ УПРОЧНЯЮЩЕЙ ОБКАТКИ | 2004 |
|
RU2275290C1 |
УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИ-ЧЕСКОГО ШЛИФОВАНИЯ наружных поверхностей тел вращения, содержащее систему подвода электролита и электродинструмечт, выполненный из отдельных пластин, связанных с держателем, установленным с возможностью установочного перемещения в направлении обрабатываемой детали, о т л, и. ч а .ющ е е с я тем, что, с целью повышения производительности процесса пшифования путем сокращения вспомогательного времени,, пластины нанизаны на гибкие элементы, каждый из которых с одной стороны жестко связан с держателем, а с другой соединен с узлом натяжения, при этом между пласти-S нами размещены введенные в устройство упругие проставки.
/:
29 Фиг.$
J/
25
ВидГ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Новые технологические процессы электро-физико-химическрй обработки | |||
| Методические рекомендации М, , НИИМАШ, 1973 г., с. | |||
| Автоматическая акустическая блокировка | 1921 |
|
SU205A1 |
