4
Изобретение относится к машино-и приборостроению и может быть использовано при изготовлении прецизионных деталей,с отверстиями.
Известно устройство для нанесения доводочной пасты на стержневой инструмент,.содержащее кольцевую обойму, распределитель из упругого пористого материала и напорную, камеру, соединенную с полостью обоймы 1 3,
Это устройство характеризуется недостаточно качественным нанесекивм пасты на инструмент без канавок из-за стирания ее упругим пористы. материалом.
Известно также устройство для нанесения доводочной пасты на стерлсневой инструмент, содержащее кольцевую обойму с основной полостью, установленную соосно инструменту с возможностью относительного осевого перемещения м снабженную запорным элементом, и напорную камеру, соединенную с основной полостью обоймы причем запорный элемент имеет вынасенные упоры, установленные с возможностью контакта с неподвижным корпусом при осевом перемещении инструмента 121.
Недостатком этого устройства являются ограниченные технологические возможности, так как не обеспечивается охлаждение ингтрумента при нанесении пасты.
Целью изобретения является расширение технологич ских возможностей устройства за счет сочетания нане-сения пасты с охлаждением инструмента ,
, Поставленная цель достигается тем, что в устройстве .для нанесения доводочной пасты на стержневой инструмент, содержащем кольцевую обойму с основной полостью, установленную соосно инструменту с возможностью относительного осевого перемещения и снабженную запорным элементом, и запорную камеру, соединенную с основной полостью обоймы., напорная камера выполнена в виде дополнительной полости в обойме, расположенной соосно основной полости и снабженной магистралью для соединения с источником сжатого воздуха, причем обе полости выполнены открытыми в сторону инструмента.
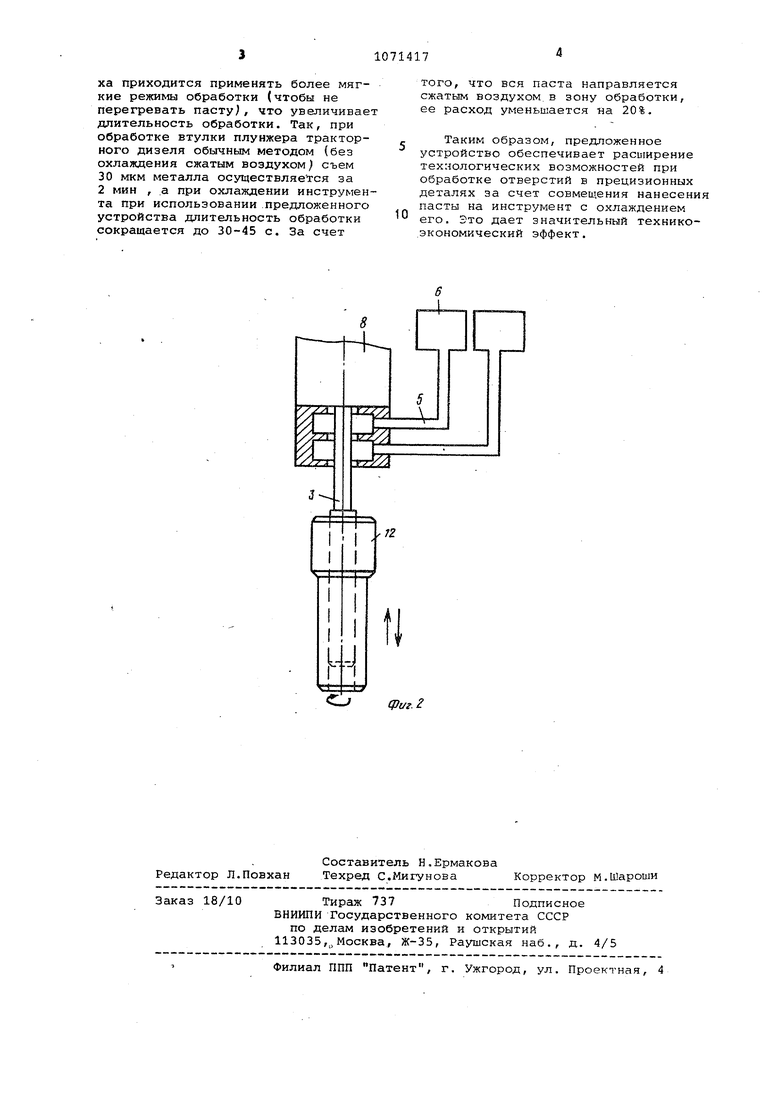
На фиг. 1 показано устройство .в исходном положении/ на фиг. 2 - . то же, в рабочем положении инструмента.
Устройство содержит кольцевую обойму 1 с основной полостью 2, установленную соосно стержневому ии струменту 3. В устройстве имеется также напорная камера в виде дополнительной полости 4, соединенной посредством магистрали 5 с источником б сжатого воздуха (или другой охлаждающей технологической среды). Торец 7 является запорным элементом обойглы 1, так как при контакте, например, с держателем 8 инструмента обеспечивает перекрытие зазора 9 Для подачи доводочной пасты в основную полость 2 служит трубопровод 10, соединенный с источником 11 доводочной пасты. Полости 2 и 4 сообщеоотся между собой посредством зазора между обоймой 1 и инструментом 3.
Устройство работает следующим образом.
В основную полость 2 обоими 1 от источника б по магистрали 5 подается сжатый воздух, а в полость 4 от источника 11 по трубопроводу 10 подается доводочная паста. Пока инструмент 3 находится вне детали 12 (в верхней позиции-}, как это показано на фиг. 1, сжатый воздух через зазор 9 выходит из полости 4 и со всех сторон обдувает верхнюю часть инструмента 3, охлаждая его. После опускания инструмента 3 в обрабываемое отверстие детали 12 .(фиг. 2} торец 7 подходит к держатели 8 и закрывает выход сжатому воздуху вверх и последний направляет доводочную пасту из полости 2 через кольцевой зазор в нижней части обоймы 1 и по инструменту 3 вниз. При этом паста равномерно распределяется по инструменту. Обрабатываемая деталь 12 совершает возвратно-поступательное движение и вращение. 3 те моменты, когда деталь 12 опускается вниз, инструмент 3 обдувается сжатьм воздухом. Во всех случаях напор сжатого воздуха способствует движению пасты в обрабатываемую деталь. После окончания обработки инструмент 3 выводится из детали 12, подводится еледующсШ деталь и весь цикл повторяется .
При конкретном исполнении опытного образца устройства для обработки отверстия 9 мм во втулке плунжера топливного насоса высота обоймы 1 составляет 9 IM, дкаметр полостей 2 и 4 - 12 мм, а их высота 5 Miv, диаметральный зазор 9-1 мм
При этом обработка одного отверстия с применением предложенного устройства требует подачи сжатого воздуха в объеме 1 , тогда как при обработке таких же втулок . плунжера в устройстве с охлаждением инструмента до той же температуры сжатым воздухом, подаваемым через сопла, расположенные с двух или трех сторон сбоку от инструм.ента, расходуется 2--3 , т.е. в 2-3 раза больше. В случае же доводки без использования сжатого воздуха приходится применять более мягкие режимы обработки (чтобы не перегревать пасту, что увеличивает длительность обработки. Так, при обработке втулки плунжера тракторного дизеля обычным методом {без охлаждения сжатым воздухом съем 30 мкм металла осутцествляегся за 2 мин , .а при охлаждении инструмента при использовании предложенного устройства длительность обработки сокращается до 30-45 с. За счет
того, что вся паста направляется сжатым воздухом в зону обработки, ее расход уменьшается на 20%,
Таким образом, предложенное устройство обеспечивает расширение технологических возможностей при обработке отверстий в прецизионных деталях за счет совмещения нанесения пасты на инструмент с охлаждением
0 его, Зто дает значительный техникоэкономический эффект.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЯТИЛИНЕЙНЫЙ ДВУХПОЗИЦИОННЫЙ ЗОЛОТНИКОВЫЙ ЭЛЕКТРОПНЕВМОРАСПРЕДЕЛИТЕЛЬ | 2008 |
|
RU2379556C1 |
| Устройство для смазки закрытой формы для литья под давлением | 1974 |
|
SU494221A1 |
| УСТРОЙСТВО ДЛЯ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2002 |
|
RU2218261C1 |
| ПРЕДОХРАНИТЕЛЬНО-ПОДПИТОЧНЫЙ ГИДРАВЛИЧЕСКИЙ КЛАПАН МОДУЛЬНОГО ИСПОЛНЕНИЯ ДЛЯ МОНТАЖА И ВЫСОКИХ ДАВЛЕНИЙ | 2004 |
|
RU2280207C1 |
| Устройство для многоэлектродной электроэрозионной обработки | 1979 |
|
SU931341A2 |
| ПРЕДОХРАНИТЕЛЬНО-ПОДПИТОЧНЫЙ КЛАПАН МОДУЛЬНОГО ИСПОЛНЕНИЯ ДЛЯ ВСТРОЕННОГО МОНТАЖА И ВЫСОКИХ ДАВЛЕНИЙ | 2004 |
|
RU2277197C1 |
| ПРЕДОХРАНИТЕЛЬНО-ПОДПИТОЧНЫЙ ГИДРАВЛИЧЕСКИЙ КЛАПАН МОДУЛЬНОГО ИСПОЛНЕНИЯ ДЛЯ ВСТРОЕННОГО МОНТАЖА И ВЫСОКИХ ДАВЛЕНИЙ | 2005 |
|
RU2283449C1 |
| Устройство для прокатки колец шарикоподшипников | 1988 |
|
SU1803240A1 |
| РОТОРНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ С ЖИДКОСТНЫМ ЗАПОРНЫМ КОЛЬЦОМ | 1997 |
|
RU2135796C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КРАСНОГО ПИЩЕВОГО КРАСИТЕЛЯ | 1993 |
|
RU2041898C1 |
УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ДОВОДОЧНОЙ ПАСТЫ НА СТЕРЖНЕВОЙ ИНСТРУМЕНТ, содержащее кольцевую обойму с основной полостью, установленную соосно инструменту с возможностью относительного осевого пере- мещения и снабженную запорным элемен том, и напорную камеру, соединенную с основной полостью обоймы, о т лича ющееся тем, что, с целью расширения технологических возможностей за счет сочетания нанесения пасты с охлаждением инструмента, напорная камера выполнена в виде дополнительной полости в обойме, расположенной соосно основной полости и снабженной магистралью для соединения с источником сжатого воздуха, причем обе полости выполнены открытыми в сторону инструмента. (О с:
5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для автоматического дозирования рабочего агента | 1976 |
|
SU650796A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для притирки поверхностей | 1980 |
|
SU931420A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
