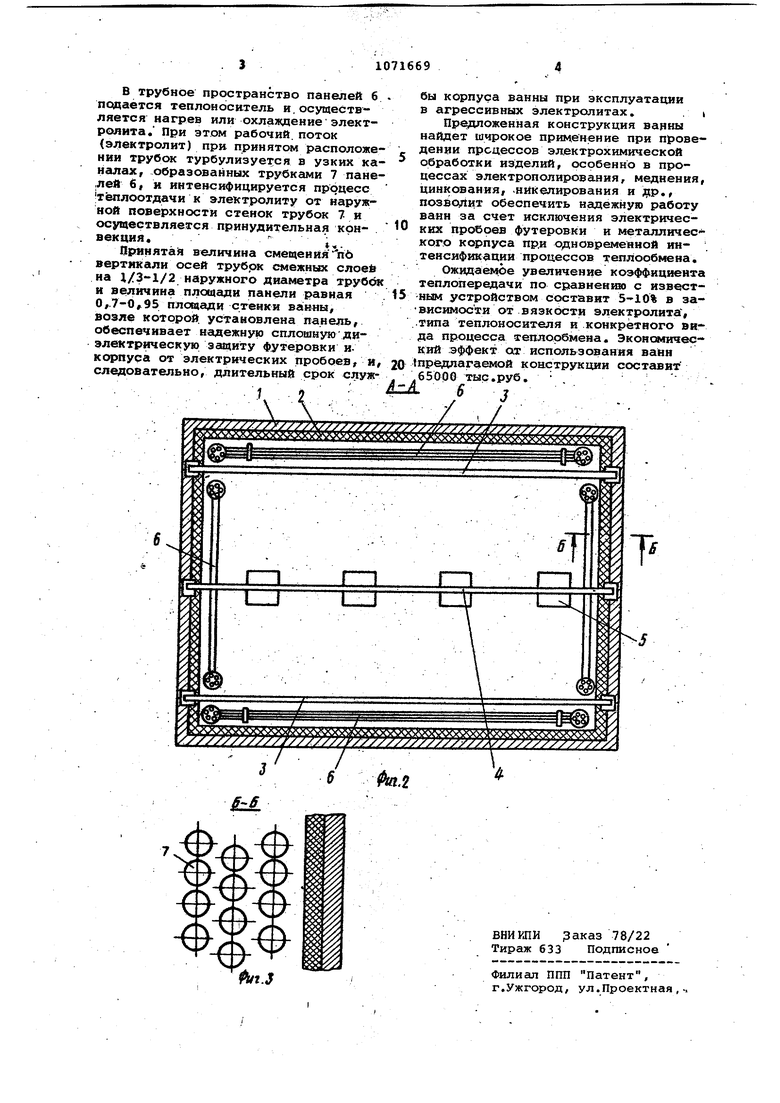
Изобретение относится к оборудованию гальванических цехов и может найти применение в общем машинЬстро нии, приборостроении, авиастроении и других отраслях промышленности пр нанесении металлических покрытий ме тойами гальванотехники. . .Известны ванны, содержащие корпус, анодные и катодные штанги/ футеровку, электронагреватели металли ческие или полимерные змеевики, рас положенные на данных или боковых по .верхностях ванны, а также изделие, помещенное в электролит, содержащий , ионы осаждаемого металла, и соединенную с отрицательным полюсом источника постоянного тока через катодную штангу, пласт||ну или прутки, м&талла, к-отс ым покрывают изделия, размещэн 1ые на анодной штанге СП . Недостатком известных ванн явля ется низкий срок службы футеровки, , вызванной тем, что в зонах ванн, где в -прЬстранстве между футеровкой и катодами нет анодов из-за высокой разности потенциалов между катодами и металлическим корпусом ванны при сравнительно- невысоких электроизоля дионных свойствах материала футеров . ки (например, для наиболее распрост раненного футеровочного материала винипласта величина электрической прочности 26-60 кВ/мм) происходит пробой, который приводит к преждевременному выходу футеровки и корпуса ванны из строя вследствие проникновения электролита в места пробоя и последующей коррозии корпуса ванны.. Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является гальваническая ванна, содержащая теплообменные аппараты, выполненные в виде плоских пучков (панелей фторполимерных трубок). Трубки горизонтально протянуты через отверстия в политетрафторэтиленовых вертикальных пластинах, которые устанавливаются вдоль cieHOK ванны 21. Недостатком такой конструкции является наличие сквозных каналов большого сечения между горизонтальны ми рядами труб, что не исклю чает воздействия электромагнитного поля на футеровку ванны и выхода ее из строя. Недостаток известной конструк ции - протекание процесса теплообмена только за счет естественной конвекции. Целью изобретения является интен«сификация теплообмена и снижение эксплуатационных затрат. Поставленная цель достигается offeM, что в ванне для гальванической обработки изделий, содержащей металлический корпус с антикоррозионным покрытием, анодные штанги с анода- , ми, катодные штанги с подвесками для размзцения на них обрабатываемых изделий, погружные теплообменные аппараты, выполненные в виде плоских многослойных панелей, состоящих из объединенных в коллекторы горизонтально расположенных теплообменных трубок из диэлектрического материала, например фторопласта, закрепленных в перфорированных пластинах и установленных вдоль стенок ванны, тепло- обменные трубки смежных слоев панели смещены по вертикали на 1/3-1/2 наружного диаметра трубок. Такое конструктивное выполнение панели позволит эффективно проводить процесс теплообмена, а также исключить электрический пробой антикорро-зионной защиты и последующее разрушение корпуса ванны. На фиг.1 изображена предлагаемая .ванна, поперечный разрез; на фиг.2 разр ез А-А на фиг. 1; на фиг.З - разрез Б-Б на фиг.2. Ванна содержит металлические корпус 1, антикоррозионную защиту - ви.нипластову1б футеровку 2, анодные штанги 3, катодную штангу 4 с расположенными н. изделиями 5, четыре теплообменные.панели 6, состоящие из слоев горизонтально расположенных полимерных, например фторполимерных трубок 7, оси которых в смежны|с слоях смещены по вертикали относительно друг друга на 1/3 наружного диаметра трубок. Площадь каждой панели составляет 0,8 площади стенки ваннЫ| возле которой она установлена. Ванна работает следующим образом . Изделия 5 помещаются в электролит, закрепляются на катодной Щтанге 4, соединяются через нее с постоянным источником тока. В объеме ванны возникает электрическое поле. Находящиеся в электролите ионы под действием электрического поля получают направленное движение, происходит оседание металла из электролита на изделие 5. Наиболее распространенные плотности тока 3-30 А/дм, напряжение 5-30 В, сила тока 4510000 А. При наличии в объеме ванны погружных теплообменных аппаратов - панелей 6 предлагаемой конструкции с трубками 7 из полимерного материала с высокой электрической ПРОЧНОСТЬЮ, например из фторопласта 4МБ (электрическая прочность 100 и более кВ/мм) или из фтсфрпласта 4Д (электрическая прочность 150250 кВ/мм), обеспечивающей создание сплошного экрана исключается электрический пробой футеровки и pa3psaueние металлического корпуса ванны.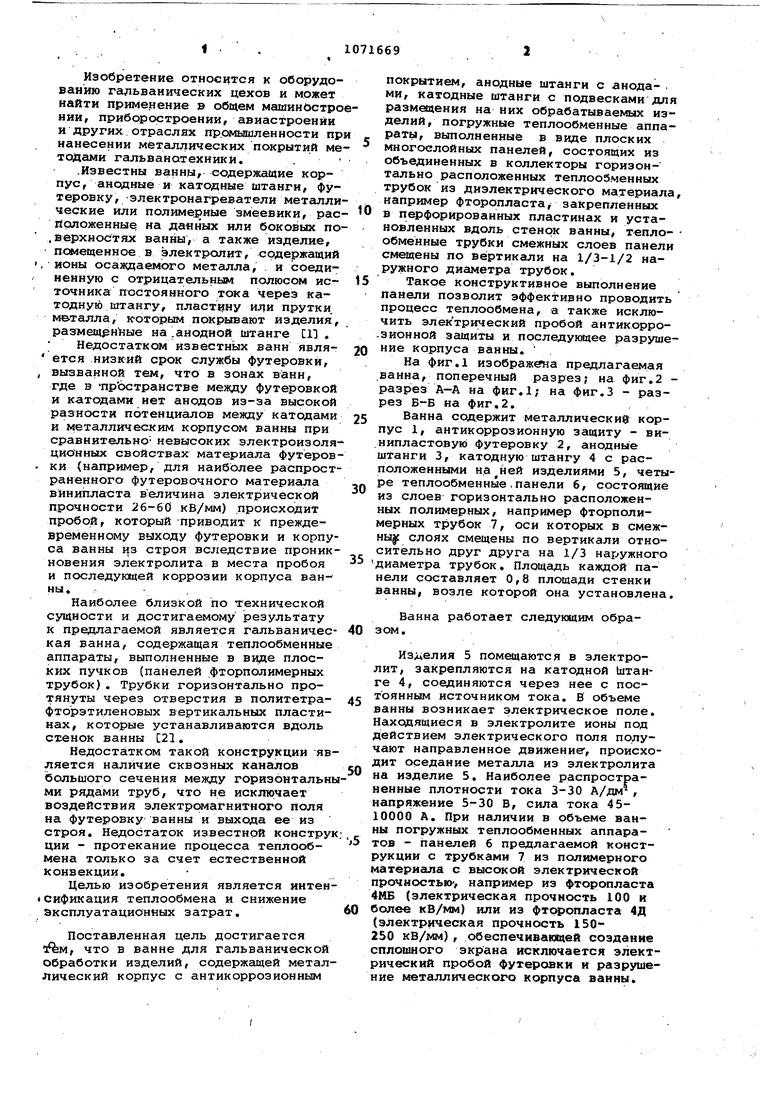
| название | год | авторы | номер документа |
|---|---|---|---|
| Ванна для гальванической обработки изделий | 1988 |
|
SU1629358A1 |
| ГАЛЬВАНИЧЕСКИЙ БАРАБАН ДЛЯ ОБРАБОТКИ КРУПНЫХ И МЕЛКИХ ДЕТАЛЕЙ И ПАРТИЙ | 1990 |
|
RU2029800C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ КАТОДНОГО КОЖУХА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2006 |
|
RU2318922C1 |
| Теплообменник | 1980 |
|
SU958830A1 |
| СПОСОБ СЪЕМА ИНФОРМАЦИОННЫХ ПАРАМЕТРОВ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 2007 |
|
RU2359072C1 |
| УСТРОЙСТВО ДЛЯ ОСАЖДЕНИЯ ЭЛЕКТРОЛИТИЧЕСКИХ ПОКРЫТИЙ | 2013 |
|
RU2519732C1 |
| Устройство для обработки изделий высокоагрессивными жидкостями | 1980 |
|
SU885357A1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ ОЗОНА | 1993 |
|
RU2091506C1 |
| Плоский шлифовальный круг и способ его изготовления | 2016 |
|
RU2657669C2 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ И СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЯ С ИСПОЛЬЗОВАНИЕМ ЭЛЕКТРОЛИЗЕРА | 1992 |
|
RU2041975C1 |
ВАННА ДЛЯ ГАЛЬВАНИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ, содержащая металлический корпус с антикоррозионньам покрытием, анодные штанги с анодами. катодные штанри с подвесками для раэмецения на них обрабатываемых изделий , погружные теплообменные аппа.раты, выполненные в виде плоских Многослойных ранелей, состоящих из объединенных в коллекторы горизонтально расположенных тёплообменных трубок из диэлектрического материала, например фторопласта, закрепленных в перфорированных пластинах и установленных вдоль стенок ванны, о т л и ч а ю щ а я с я тем, что, с целью интенсификации теплообмена и.5рнижения эксплуатационных затрат, теплообменные трубки смежных слоев панели смещены по вертикали на 1/31/2 наружного диаметра трубок. /J 1 I Од О) со Фиг.1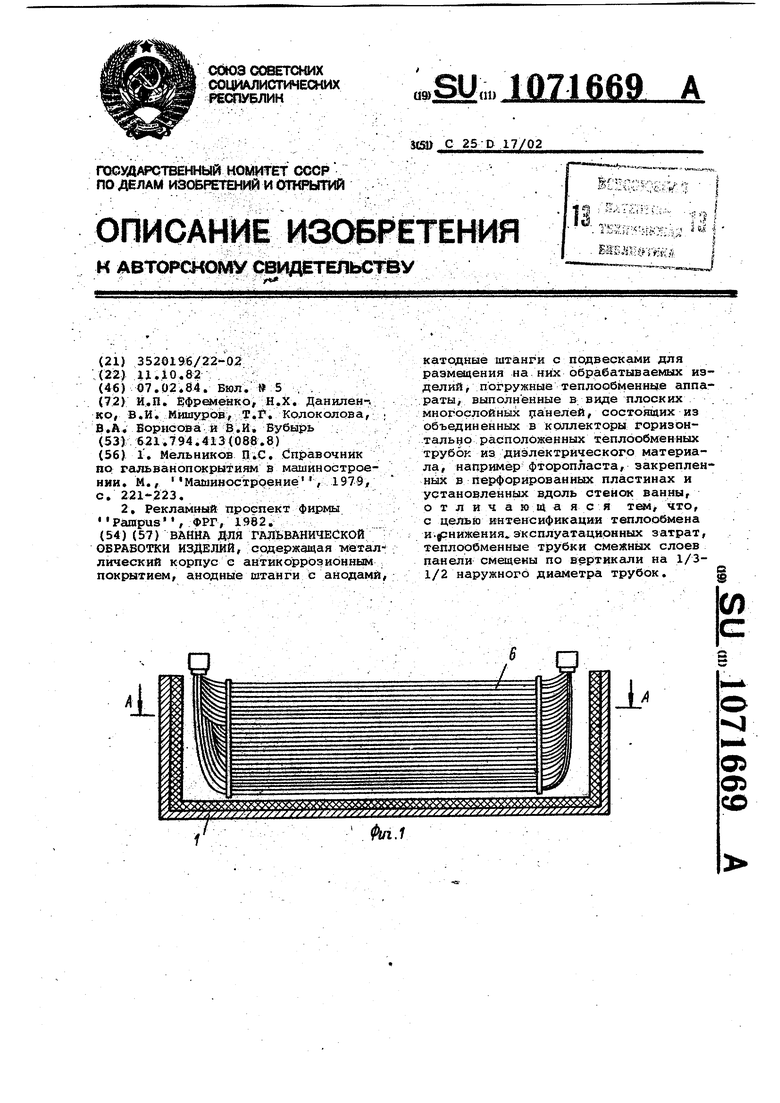
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мельников П.с | |||
| Справочник но гальванопокрытиям в машиностроении | |||
| М., Машиностроение 1979, с | |||
| Способ изготовления замочных ключей с отверстием для замочного шпенька из одной болванки с помощью штамповки и протяжки | 1922 |
|
SU221A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Рекламный проепект фирмы Рашриз, ФРГ, 1982 | |||
