удаления бракованных гнезд. Автомат содержит установленное перед тренировочным устройством отбраковочное устройство, в котором штоки 18 с закрепленными на них измерительными штырями 19 размещены на стойках станины 1 и подпружинены усилием, соответствующим прочностным характеристикам измерительного штыря 19. При
1 , , -, ; /.;
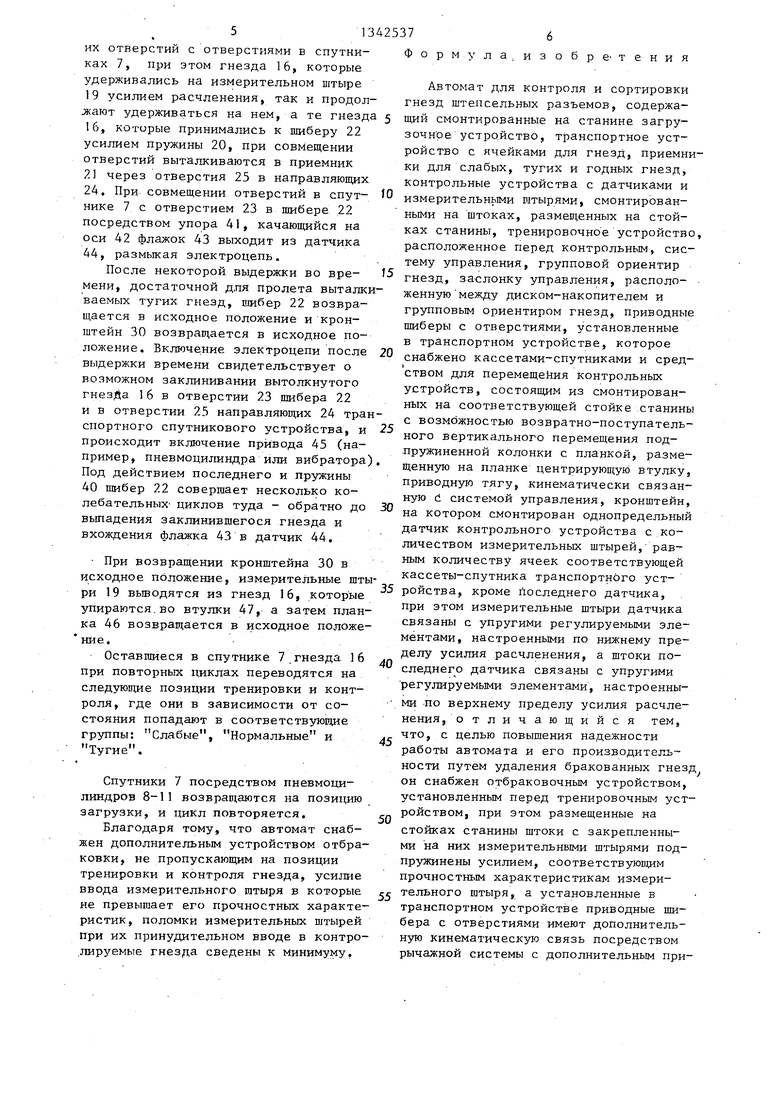
Изобретение относится к машинО- . , строению, в частности к оборудованию для контроля и сортировки гнезд гатеп- cejibHbpc разъемов. . .
Цель изобретения - повьшение на- дежнЪсти работы автомата и его производительности путем удаления бракованных гнезд,
На фиг.1 изображена кинематичес- кая схема автомата; на фиг,2 - разрез А-А на фиг.1; на- фиг.З - положение рабочих элементов отбраковочного устройства при нижнем положении штока и слабым гнездом в кассете- спутнике; на фиг.4 - то же, при среднем положении штока и слабым гнездом в кассете-спутнике; на фиг,5 - то же, при нижнем положении штока и тугим гнездом в кассете-спутнике; на фиг.6 - то же, при среднем положении штока и тугим гнездом в кассете-спутнике; на .фиг.7 - то же, в случае заклинивания отбракованных Деталей в отводном канале; на фиг,8 - то же, при освобождении заклинившейся дета- .ли посредством заслонки от отдельного привода.
Автомат для контроля и сортировки гнезд штепсельных разъемов содержит установленный на станине 1 вибробункер 2 для подачи деталей, а также |приёмньй диск-накопитель 3, под которым размещен групповой ориентатор 4 и заслонки 5 и 6 управления. На станине 1 также установлены спутниковое транспортное устройство с кассетами- спутниками 7, выполненными с ячейками для размещения контролируемых деталей. Пневмоцилиндры 8-11 связаны со спутниковым устройством и предназначены для его перемещения. Кроме
этом установлеяные в транспортном устройстве приводные шибера с отверстиями имеют дополнительную кинематическую связь через рычажную систему с дополнительным приводом 45, например силовым цилиндром, и упоры 41, предназначенные для взаимодействия с датчиками контроля крайних положений шиберов. 8 ил.
5
0
5.
0
5
0
того, автомат содержит тренировочное устройство 12 и однопредельные датчики 13 и 14 контроля, снабженные измерительными штырями, которые установлены с возможностью их принудительного ввода по команде от командоаппара- та 15 в контролируемые гнезда 16.
Перед тренировочным устройством 12 дополнительно введено отбраковочное устройство 17, которое размещено на отдельной позиции, вьтолнено в виде стойки, связано с командоаппа- ратом 15 и снабжено штоками 18 с закрепленными на них измерительными штырями 19, подпружиненные пружинами 20, Материал этих щтырей, их термообработка и конструктивные размеры выбираются таким образом, чтобы прочностные характеристики штырей 19 превьщ1а- ли максимальное усилие ввода; штыря 19 в гнезде- 16. Штоки 18 поджаты пружинами 20, усилие которых подбирают, исходя из прочностных характеристик измерительных штырей 19. Так как штырь 19 не должен ломаться при взаимодействии с гнездом 10, даже если его усилие расчленения значительно превьш1ает верхний предел, то усилие пружины 20 должно незначительно пре- вьш1ать предел усилия расчленения. Приемники 21 для отбракованных гнезд вьтолнены аналогично приемникам, установленным на контрольных позициях, Механизм 17 отбраковки содержит также расположенные под измерительными штырями 19 приводные шибера 22, в которых вьшолнены отверстия 23. Шибера 22 вмонтированы в направляющие 24, в которых соосно измерительным шты- ряМ 19 вьшолнены отверстия 25.
Автомат содержит также средство дпя перемещения устройств 17 отбра
ковки, выполненное аналогично средствам перемещения контрольных устройст 13 и 14, а само отбраковочное устройство 17 смонтировано на неподвижной стойке 26, на которой на колонках 27, поджатых пружинами 28 и 29, установ- лен с возможностью возвратно-поступательного вертикального перемещения кронштейн 30, присоединенньш посредством тяги 31, рычага 32 и кулачков 33 и 34 к командоаппарату системы управления, которая имеет кулачки 35 и 36 датчиков контроля и .связана с шиберами 22 посредством вспомога- тельных тяг 37 и рычагов 38 и 39.
Шибера 22 поджимаются пружинами 40 к рычагу 39. На шиберах 22 установлены упоры 41, предназначенные для взаимодействия с установленным с возможностью качания на оси 42 флажком 43, который предназначен для взаимодействия с датчиком 44. Дополнительный привод 45 шибера 22 (выполненный например, в виде пневмоцилиндра или вибратора) имеет электрическую связь с датчиком 44,
На каждой позиции датчиков 13 и 14, тренировочного 12 и отбраковочного 17 устройств на колонках 27 расположены планки 46, которые подпру- жинены пружинами 28, и на свободном конце содержат центрирующие втулки 47, установленные соосно измерительным штырям 19.
Автомат работает следующим образом.
Контролируемые гнезда 16 из вибробункера 2 поступают в диск-накопитель 3, затем после набора заданного числа деталей вибробункер 2 отключает ся, срабатывает заслонка 5 управления и .все гнезда 16 попадают в групповой ориентатор 4 и далее, при открытой заслонке 6, в кассету-спутник 7.
После попадания гнезд в -кассету- спунтик 7 и после возврата заслонки 6 управления в исходное положение пнев- моцилиндр 8 перемещает в горизонталь
ном направлении все, кассеты-спутники 7 в направляющей 24 на один шаг транспортного устройства. При выстое кассет-спутников 7 происходит одновременное срабатьшание устройства 17
отбраковки, тренировочного УСТРОЙСТ-
ва 12, датчиков 13 и 14.
При переходе кассет-спутников 7 на позицию отбраковки гнезда 16 переходят с опорной поверхности направляю5
0 5
0
5
е
щей 24 на плоскость приводных стибе- ров 22 и после остановки кассет-спутников 7 от кулачка 33 через рычаг 32 . и тягу 31 движение передается на крон- 5 штейн 30, а вместе с ним к штокам 18 со штырями 19.
В начале движения колонки 27 находятся под действием пружины 28 в верхнем положении, и так как пружина 0 29 больше по усилию, чем пружина 28, то под действием кронштейна 30 вначале сжимается пружина 28 и планка 46 перемещается до упора В стойку 26, при этом этулки 47 своими конусами центрируют гнезда 16.
При дальнейшем опускании кронштейнов 30 сжимаются пружины 29, измерительные штыри 19 входят во втулки 47, подходят к контролируемому гнезду 16 и при дальнейшем опускании они могут в зависимости от усилия расчленения контролируемого гнезда находиться в двух положениях: в случае, если усилие пружинящего элемента контролируемого гнезда 16 находится ниже верхнего допустимого, измерительный штырь 19 войдет в контролируемое гнездо 16, так как усилие пружины 20, с которым поджимается шток 18, незначительно превышает верхний предел} в случае, если усилие пружинящего элемента конт ролируемого гнезда 16 значительно превьшает верхнее допустимое, что может привести к поломке измерительного 5 штыря 19 при его вводе в гнездо 16, контрольный штырь 19 коснется гнезда 16, прижмет его к шиберу 22, а поджимающая его пружина 20 сожмется, предотвращая поломку штыря 19, и O действует на гнездо с определенным усилием. I
При достижении своего нижнего положения кронштейн 30 сразу же начнет подниматься в зависимости от профиля кулачка 33 вверх на незначительную величину (порядка 0,2 мм), при этом контролируемое гнездо 16, в которое вошел измерительный штырь 19, удерживаясь на нем за счет усилия расчленения, приподнимается над подвижным шибером-22 на такую же величину, а контролируемое гнездо 16, которое прижато к шиберу 22 измерительным штырем 19, остается в том же положеВ это время от кулачка 34 посредством рьгчага 38, тяги 37 и рычага 39 шибера 22 перемещаются до совмещения
их отверстии с отверстиями в спутниках 7, при этом гнезда 16, которые удерживались на измерительном штыре 19 усилием расчленения, так и продол дсают удерживаться на нем, а те гнезд 6, которые принимались к шиберу 22 усилием пружины 20, при совмещении отверстий выталкиваются в приемник 21 через отверстия 25 в направляюнщх 24. При совмещении отверстий в спутнике 7 с отверстием 23 в шибере 22 посредством упора 41, качающийся на оси 42 флажок 43 выходит из датчика 44, размыкая электроцепь.
После некоторой выдержки во времени, достаточной для пролета выталкваемых тугих гнезд, шибер 22 возвращается в исходное положение и кронштейн 30 возвращается в исходное положение. Включение электроцепи после выдержки времени свидетельствует о возможном заклинивании вытолкнутого гнезда 16 в отверстии 23 шибера 22 и в отверстии 25 направляющих 24 траспортного спутникового устройства, и происходит включение привода 45 (например, пневмоцилиндра или вибратора Под действием последнего и пружины 40 шибер 22 совершает несколько колебательных- циклов туда - обратно до выпадения заклинившегося гнезда и вхождения флажка 43 в датчик 44,
При возвращении кронштейна 30 в сходное положение, измерительные штыи 19 вьшодятся из гнезд 16, которые пираются.во втулки 47, а затем плана 46 возвраща:ется в исходное положе- кие.
Оставшиеся в спутнике 7,гнезда 16 при повторных циклах переводятся на следзтощие позиции тренировки и контроля, где они в зависимости от состояния попадают в соответствующие группы: Слабые, Нормальные и Тугие.
Спутники 7 посредством пневмоци- линдров 8-1 1 возврап1аются на позицию загрузки, и цикл повторяется.
Благодаря тому, что автомат снабжен дополнительным устройством отбраковки, не пропускающим на позиции тренировки и контроля гнезда, усилие ввода измерительного штыря в которые не превышает его прочностных характеристик, поломки измерительных штырей при их принудительном вводе в контролируемые гнезда сведены к минимуму.
рм
ула из обр е- т ения
O
5
5
5
0
Автомат для контроля и сортировки гнезд штепсельных разъемов, содержа- смонтированные на станине загру- зочн ре устройство, транспортное устройство с ячейками для гнезд, приемники для слабых, тугих и годных гнезд, контрольные устройства с датчиками и измерительной штырями, смонтированными на штоках, размещенных на стойках станины, тренировочное устройство, расположенное перед контрольным, систему управления, групповой ориентир гнезд, заслонку управления, располо- - женную между диском-накопителем и групповым ориентиром гнезд, приводные шиберы с отверстиями, установленные в транспортном устройстве, которое снабжено кассетами-спутниками и средством для перемещения контрольных устройств, состоящим из смонтированных на соответствующей стойке станины с возможностью возвратно-поступательного вертикального перемещения подпружиненной колонки с планкой, размещенную на планке центрирующую втулку, приводную тягу, кинематически связанную и системой управления, кронштейн, на котором смонтирован однопредельный датчик контрольного устройства с количеством измерительных штырей, равным количеству ячеек соответствующей кассеты-спутника транспортнйго уст- 35 ройства, кроме последнего датчика, при этом измерительные штыри датчика связаны с упругими регулируемыми элементами, настроенными по нижнему пределу усилия расчленения, а штоки последнего датчика связаны с упругими регулируемыми элементами, настроенными -ПО верхнему пределу усилия расчленения, отличающийся тем, что, с целью повышения надежности работы автомата и его производительности путем удаления бракованных гнезд он снабжен отбраковочным устройством, установленным перед тренировочным устройством, при этом размещенные на стойках станины штоки с закрепленными на них измерительнвти штырями подпружинены усилием, соответствуюпдам прочностным характеристикам измери30
40
45
50
тельного штыря, а установленные в транспортном устройстве приводные шибера с отверстиями имеют дополнитель- ную кинематическую связь посредством рычажной системы с дополнительным при713425378
водом, например силовым цилиндром, и действия с датчиками контроля край- упоры, предназначенные для взаимо- них положений шиберов.
333t
-ri
35 35 35 35
фиг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1982 |
|
SU1037972A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1989 |
|
SU1743654A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1976 |
|
SU698684A1 |
| Автомат для контроля и сортировкигНЕзд шТЕпСЕльНыХ РАз'ЕМОВ | 1979 |
|
SU820912A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Многопозиционный автомат | 1983 |
|
SU1202778A1 |
| Автомат для контроля пружинСжАТия | 1978 |
|
SU795586A1 |
| Автомат для контроля резьб | 1987 |
|
SU1446442A1 |
| Автомат контроля гнезд штепсельных резъемов | 1989 |
|
SU1674981A1 |
| АВТОМАТ ДЛЯ СОРТИРОВКИ ГНЕЗД ШТЕПСЕЛЬНЫХРАЗЪЕМОВ | 1972 |
|
SU327950A1 |




Изобретение относится к области машиностроения, в частности к оборудованию для контроля и сортировки гнезд штепсельных разъемов, и позволяет повысить надежность автомата в работе и его производительность путем S/ 3J А-А i сл 00 Ю СП СО г/ фиг. Z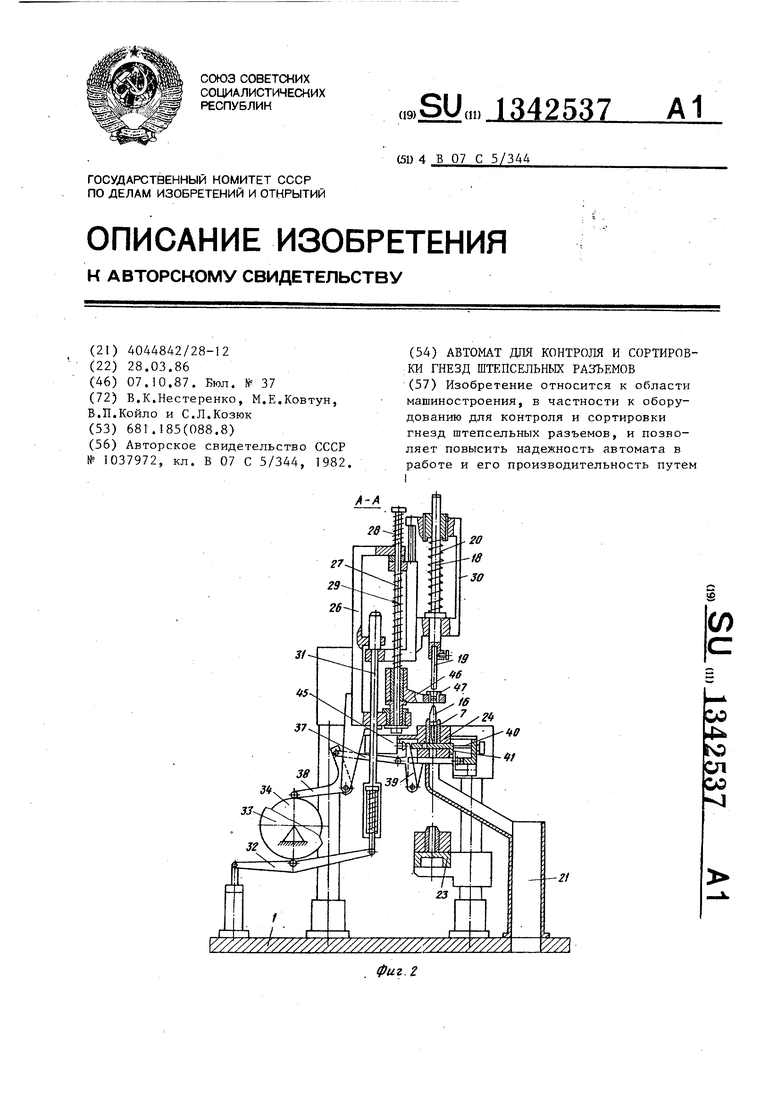
its
tfO
Фиг.5
4(5
Фиг.
ШУ
.XXX
Фиг. 5
г Г г г г г
.
.
Фиг. 6
Редактор Н.Рогулич
Составитель Б.Сапронов
Техред Л.Сердюкова Корректор: М.Максимишинец
Заказ 4544/6Тираж 538Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг 8
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1982 |
|
SU1037972A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
