Изобретение относится к индукционному нагреву металла для термообработки с возможностью одновременного транспортирования сферических тел, неустойчивых деталей, например шаров, на высоту, и может быть использовано в машиностроении.
Известно устройство для индукционного нагрева, в котором для повышения равномерности нагрева деталей, торцовые зоны индуктора подключены встречно-параллельно к источнику тока высокой частоты, а источник питания промышленной частоты подключен к катушке индуктивности в точках соединения емкостей с обмоткой 1.
Данное устройство не обеспечивает достаточной равномерности нагрева деталей как по поверхности, так и в сердцевине, так как они находятся в индукторе в неподвижном состоянии (без врашения). Кроме того, использование двух источников питания (тока высокой частоты к- промышленной частоты) усложняет конструкцию устройства и увеличивает потери электроэнергии.
Известно также устройство для нагрева ферромагнитной абразивной дроби, представляющее собой индуктор, внутри которого расположен цилиндр, выполненный из магнитопроницаемого материала,вращаюшийся вокруг своей оси от дополнительного привода 2.
Недостатком указанного устройства является неравномерность нагрева деталей из-за невозможности обеспечения оптимальной угловой скорости вращения деталей и их неупорядоченности движения, что приводит к их соударениям и, как следствие, к ухудшению качества поверхности. Кроме того, транспортировка деталей выполняется только под действием сил гравитации.
Известно устройство для электромагнитного транспортирования деталей через индукционный нагреватель с помощью втягивающих соленоидов, подключенных к источнику трехфазного напряжения через вентили в последовательности, определяемой сдвигом фаз напряжений после вентильного выпрямления, посредством создания постоянного магнитного поля на входной стороне нагревателя 3.
Недостатком такого устройства является то, что при транспортировании через точку Кюри детали соударяются, что ведет к образованию на их поверхности микровмятин, которые влекут за собой местные напряжения и возможности появления микротрещин после охлаждения, в результате чего ухудшается качество деталей. Кроме того, неравномерность нагрева деталей вследствие неравномерности распределения по поверхности индуцируемого тока из-за отсутствия вращения деталей и их упорядоченного движения ухудщает качество деталей.
Использование дополнительной энepг JИ, источника трехфазного напряжения, конденсаторной батареи и других элементов усложняет конструкцию установки и увеличивает потери электрической энергии.
Наиболее близким к предлагаемому по технической сущности является устройство методического высокочастотного нагрева ферромагнитных деталей, содержащее индуктор, число ампер-витков в котором увеличивается к его выходному концу, и закрепленную в нем по длине направляющую для деталей 4.
При втягивании в нагреватель холодные детали соударяются с деталями,, нагретыми
с выше точки Кюри, что ведет к образованию на их поверхности микровмятин и тем самым влечет к образованию местных напряжений и появлению микротрещин после термической обработки, а следовательно, ухудшает качество поверхности деталей. Кроме то0 го, недостатком известного устройства является неравномерность нагрева деталей вследствие неравномерности распределения по поверхности индуцируемого тока из-за отсутствия вращения деталей и их упорядоченного движения, что ухудщает качество деталей. Использование на входной стороне нагревателя постоянного магнитного поля, втягивающего в нагреватель холодные детали, которые затем проталкивают через нагреватель детали, нагретые выше точд ки Кюри, усложняет конструкцию установки.
Цель изобретения - повышение равномерности нагрева деталей типа щаров путем обеспечения их вращения и упорядо5 ченного движения.
Поставленная цель достигается тем,что в устройстве методического высокочастотного нагрева ферромагнитных деталей, содержащем индуктор, число ампер-витков в котором увеличивается к его выходному концу, и закрепленную в нем по длине направляющую для деталей, направляющая выполнена в виде закрепленного на изоляторах водоохлаждаемого полого лотка из немагнитного материала, изогнутого до точ5 ки в индукторе, соответствующей нагреву деталей до точки Кюри, под углом подъема к оси индуктора, а после указанной точки - под углом спуска к этой оси.
На внутренних боковых поверхностях лотка могут быть выполнены по длине сим0 метрично друг другу острые кромки,лежащие в пересекающихся в пространстве под углом 0- Р490° плоскостях, проходящих через продольную ось лотка.
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство состоит из индуктора 1,подключаемого к источнику тока высокой час

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для методического высокочастотного нагрева ферромагнитных деталей | 1982 |
|
SU1112582A1 |
| Печь для спекания колец, преимущественно из ферромагнитных порошков | 1980 |
|
SU904242A1 |
| Установка для термообработки ферромагнитных изделий | 1980 |
|
SU899677A1 |
| Применение двухчастотного индукционного комплекса для нагрева стальных ферромагнитных заготовок под пластическую деформацию | 2022 |
|
RU2799484C1 |
| Индукционное нагревательное устройство | 2020 |
|
RU2759171C1 |
| Способ регулирования температуры ферромагнитных заготовок в нагревательной установке | 1979 |
|
SU930756A1 |
| СПОСОБ НЕПРЕРЫВНОЙ МАГНИТНОЙ ТРАНСПОРТИРОВКИДЕТАЛЕЙ | 1972 |
|
SU353979A1 |
| СПОСОБ ИНДУКЦИОННОЙ РАСПРЕССОВКИ | 1997 |
|
RU2121420C1 |
| ФОРМА, СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ПЛАСТИЧЕСКОГО ИЛИ КОМПОЗИЦИОННОГО МАТЕРИАЛА С ПРИМЕНЕНИЕМ ЭТОЙ ФОРМЫ | 2011 |
|
RU2565703C2 |
| Способ индукционного нагрева плоского кольцевого ферромагнитного изделия | 1984 |
|
SU1179556A1 |
.1. УСТРОЙСТВО МЕТОДИЧЕСКОГО ВЫСОКОЧАСТОТНОГО НАГРЕВА ФЕРРОМАГНИТНЫХ ДЕТАЛЕЙ, содержащее индуктор, число ампер-витков в котором увеличивается к выходному концу и закрепленную в нем по длине направляющую для аетален,отличающееся тем, что с целью повышения равномерности нагрева деталей типа шаров, направляющая выполнена в виде закрепленного на изоляторах водоохлаждаемого полого лотка из немагнитного материала, изогнутого до точки в индукторе, соответствующей нагреву деталей до точки Кюри, под углом подъема к оси индуктора, а после указанной точки - под углом спуска к этой оси. 2. Устройство по П; 1, отличающееся тем, что на внутренних боковых поверхностях лотка по длине симметрично друг; другу выполнены острые кромки, лежаш ие & в пересекающихся в пространстве под уг(Л лом 0 Р90° плоскостях, проходящих через продольную ось лотка. to ю со to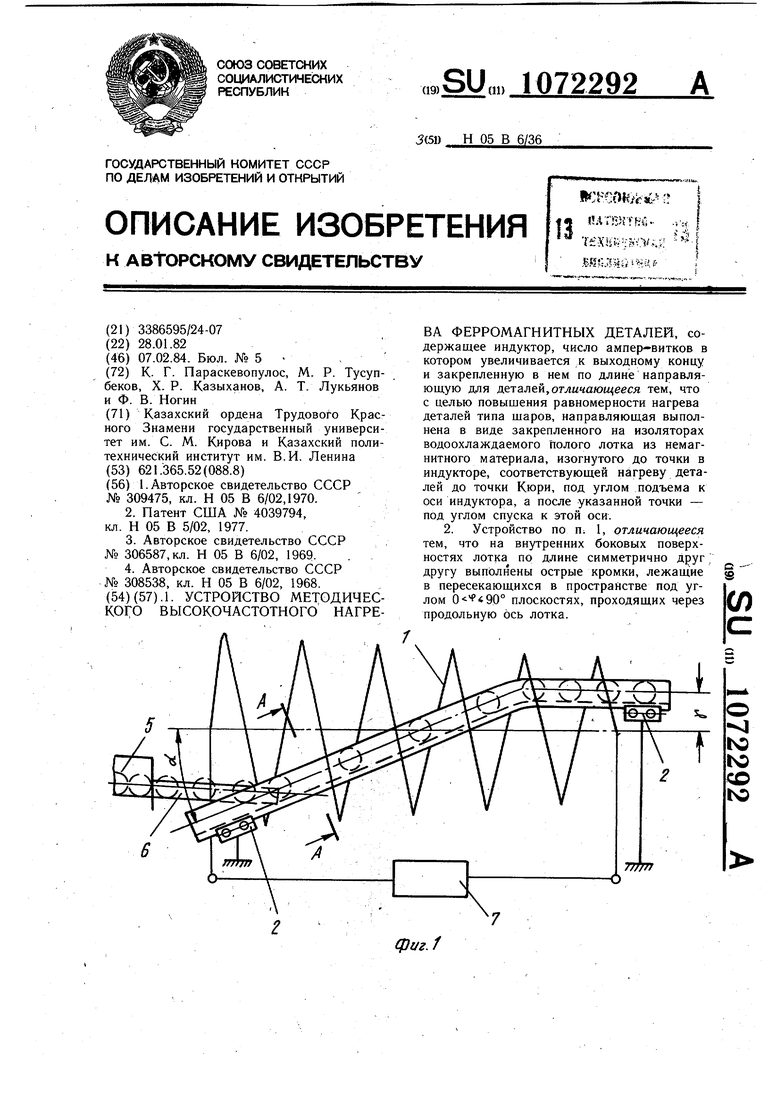
| УСТРОЙСТВО для ИНДУКЦИОННОГО НАГРЕВА ИЗДЕЛИЙ | 0 |
|
SU309475A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
