Изобретение относится к теплообменной технике, конкретно к способам изготовления пластинчатых теплообменников из алюминиевых сплавов.
Известен способ изготовления пластинчатого теплообменника при помощи пайки.
Недостатком этого способа является невысокая герметичность паяных соединений изготавливаемого теплообменника.
Известен также способ изготовления пластинчатого теплообменника путем сборки в пакет в чередующемся порядке плоских листов, гофрированных пластин и разделительных брусков с последующей пайкой пакета.
Недостатком указанного способа является невысокая герметичность при выполнении пакета из алюминиевых сплавов, и при выполнении с рассеченными гофрами.
Цель изобретения - повышение герметичности при выполнении пакета из алюминиевых сплавов и пластин с рассеченными гофрами.
По предложенному способу изготовления пластинчатого теплообменника путем сборки в пакет в чередующемся порядке плоских листов, гофрированных пластин и разделительных брусков с последующей пайкой пакета бруски выполняют из листовой заготовки, на которую предварительно наносят слой припоя толщиной, составляющей 0,06-0,15 ширины брусков, и устанавливают их в пакете слоем припоя наружу. При этом в пакет между смежными плоскими листами с боков относительно пластин дополнительно устанавливают вставки со сплошными треугольными гофрами, имеющие ширину, составляющую 1-3 ширины бруска.
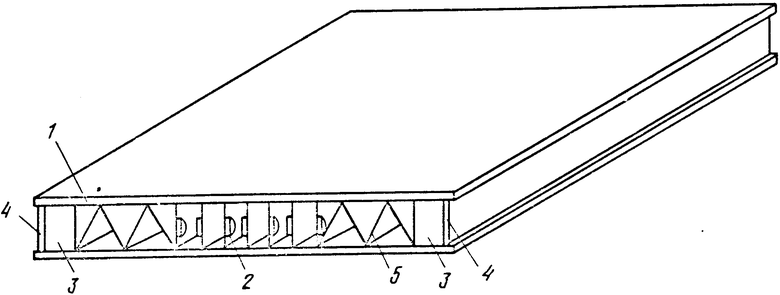
На чертеже изображен фрагмент пакета изготавливаемого описываемым способом пластинчатого теплообменника.
Способ изготовления пластинчатого теплообменника заключается в сборке в пакет в чередующемся порядке плоских листов 1, гофрированных пластин 2 и разделительных брусков 3 с последующей пайкой пакета.
При выполнении пакета из алюминиевых сплавов и пластин 2 с рассеченными гофрами бруски 3 вырубают из листовой заготовки, на которую предварительно наносят слой 4 припоя толщиной, составляющей 0,06-0,15 ширины бруска 3, и устанавливают их в пакете слоем 4 припоя наружу.
При этом в пакет между смежными плоскими листами 1 с боков относительно пластин 2 дополнительно устанавливают вставки 5 со сплошными треугольными гофрами, имеющие ширину, составляющую 1-3 ширины бруска 3.
Нанесение на наружную поверхность брусков слоя припоя позволяет в процессе пайки иметь дополнительное количество припоя, которое заполняет все зазоры между брусками и плоскими листами, исключая тем самым образование негерметичных участков. В процессе пайки расплавленный припой заполняет зазоры между брусками и плоскими листами и удерживается в них под действием капиллярных сил. При охлаждении припой кристаллизуется и образует плотные и герметичные соединения брусков с плоскими листами.
При толщине слоя припоя на брусках меньше 0,06 их ширины в пакетах теплообменников, изготавливаемых согласно описываемому способу, во время опрессовки сжатым воздухом обнаруживают множественные крупные течи, устранение которых методами сварки (подваркой по краю плоских листов) или же подпайкой с нагревом негерметичных участков пламенем газовой горелки является весьма трудоемкой ручной операцией.
При толщине слоя припоя на брусках, равной 0,06 их ширины, в пакетах при испытаниях сжатым воздухом обнаруживают лишь отдельные негерметичные участки, носящие характер микротечей, легко устраняемых подваркой.
При толщине слоя припоя, равной 0,1 ширины бруска, течи в пакетах практически отсутствуют.
В пакетах, в которых толщина слоя припоя на брусках составляет 0,15 ширины брусков, возникают отдельные незначительные очаги растворения краев плоских листов расплавленным припоем и переток незначительной части припоя на гофрированные пластины внутрь пакетов. Течи в пакетах при этом отсутствуют.
При толщине слоя припоя на брусках больше 0,15 их ширины возникает интенсивное растворение плоских листов и гофрированных пластин. Излишки жидкого припоя и растворенного материала элементов пакета при охлаждении после пайки частично заглушают полости гофрированных пластин, что снижает пропускную способность пакета.
Одностороннее нанесение припоя на бруски и его размещение с наружной стороны брусков позволяет использовать расплавленный припой только для заполнения имеющихся зазоров. При этом его излишки обслуживают наружную поверхность брусков, не стекают во внутренние полости пакета, не заглушают гофрированные пластины и не снижают пропускную способность пакета.
Нанесение слоя припоя не на каждый отдельный брусок, а сразу на листовую заготовку с последующей ее резкой позволяет значительно повысить производительность процесса и качество нанесения припоя за счет обеспечения высокой равномерности слоя припоя и его лучшего сцепления с элементами пакета.
Установка в пакете вставок со сплошными треугольными гофрами с боков относительно гофрированных пластин позволяет повысить жесткость пластин по краям и обеспечить более плотное поджатие краев плоских листов к брускам для уменьшения зазоров между ними.
При ширине вставок со сплошными треугольными гофрами, меньшей ширины бруска, поджим последнего происходит не по всей плоскости, в связи с чем возникают зазоры между краями плоских листов и брусками, в которых после пайки образуются отдельные течи. Установка вставок шириной более, чем 3 ширины бруска, нецелесообразна, так как при этом снижается турбулизация потока теплоносителя на пластинах с рассеченными гофрами и ухудшается эффективность теплообмена и более не улучшается поджатие краев плоских листов к брускам.
Описываемый способ позволяет обеспечить более качественное заполнение припоем всех зазоров без затекания припоя внутрь пакета, повысить производительность и качество нанесения слоя припоя и его сцепления с элементами пакета и, кроме того увеличить жесткость последнего, что в целом позволяет повысить герметичность изготавливаемого пластинчатого теплообменника.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пластинчатых теплообменников | 1988 |
|
SU1539027A1 |
| Пакет пластинчатого теплообменника,способ и устройство для его изготовления | 1976 |
|
SU561440A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЧАТОГО ТЕПЛООБМЕННИКА | 2005 |
|
RU2350450C2 |
| ПАКЕТ ПЛАСТИНЧАТОГО ТЕПЛООБМЕННИКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1976 |
|
SU555687A1 |
| Способ бесфлюсовой пайки титана и его сплавов с алюминием и его сплавами | 1987 |
|
SU1551482A1 |
| ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЧАТОГО ТЕПЛООБМЕННИКА | 1996 |
|
RU2100733C1 |
| Пакет пластинчатого теплообменника перекрестноточного типа | 1977 |
|
SU658393A1 |
| Способ изготовления пластинчатого теплообменника | 1976 |
|
SU646880A3 |
| ПАКЕТ ПЛАСТИНЧАТОГО ТЕПЛООБМЕННИКА, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1986 |
|
SU1383946A1 |
| МНОГОСЛОЙНЫЙ АЛЮМИНИЕВЫЙ ЛИСТ ДЛЯ БЕСФЛЮСОВОЙ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ В РЕГУЛИРУЕМОЙ АТМОСФЕРЕ | 2013 |
|
RU2642245C2 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент Великобритании N 1085154, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
