Изобретение относится к обработ металлов давлением, а именно к кон струкциям горизонтально-ковочных машин, По основному авт.св.. 925509 известен штамп горизонтально-ковоч ной машины, содержащий соосно уста новленные и соединенные меящу собой подвижную и неподвижную матрицы с размещенной в неподвижной матрице рабочей вставкой, и соосно установ леный с матрицами ступенчатый пуансон , причем в неподвижной матрице концентрично.пуансону установлена с возможностью осевого перемещения дополнительная рабочая полая вставка. Недостатком данного штампа является то, что на полученных поковках заусенцы располагаются так, что .требуется дополнительная обработка для их устранения. Цель изобретения - повыиение качества получаемых поковок. Поставленная цель достигается тем, что в штампе гсэризонтальноковочной машины дополнительная рабочая полая вставка выполнена из двух концентрично размещенных втулок, при этом длина охватыванлцей втулки выполнена меньше длины охватываемой, установлена с возможностью осевого перемещения относительно последней и подпружинена в указанном направлении. На чертеже изображен штамп в момент окончания штамповки. Шта;мп состоит из подвижной левой матрицы (не показана), неподвижной правой матрицы 1, на которой закреплена рабочая вставка 2. Подвижна дополнительная рабочая полая вставка удерживается в матрице 1 посредством винтов 3. Пуансон 4 выполнен ступенчатым и установлен в пуансонодержателе СКМ. Упор 5 закреплен винтами в матрице 1. Дополнительная рабочая полая вставка выполнена состоящей из охватываемой втулки б и охватывающей втулки 7, установленной с возможностью осевого перемещения относительно втулки 6 и подпружиненной элементом 8, упирающимся в гайку 9. Штамп работает следующим образом. Заготовку 10 в виде прутка определенной длины укладдавают до упора 5 в ручей неподвижной матрицы 1. в на- . чальный момент высадки металл прутка под давлением пуансона 4 осаживается в свободной полости вставок. При дальнейшем движении-спуансона 4 до- . полнительная вставка возвращается в исходное положение под давлением заплечиков, выполненных на пуансоне 4, и происходит окончательное деформирование металла пуанпоном 4 и дополнительной вставкой . При полном заполнении фигуры штампаизлишек металла давит на дополнительную вставку и, когда давлениеметалла превышает усилие, создаваемое элементом 8, подвижная втулка 7 перемещается, освобождая полость для излишка металла Для получения следующей поковйи процесс повторяется. Предлагаемое устройство повышает качество получаемых поковок, что ,с учетом последующей обработки способствует сокращению технологического цикла производства готовых деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп горизонтально-ковочной машины | 1980 |
|
SU925509A1 |
| Штамп горизонтально-ковочной машины | 1987 |
|
SU1530319A1 |
| Инструментальный блок горизонтально-ковочной машины | 1981 |
|
SU1006001A1 |
| Способ изготовления изделий | 1988 |
|
SU1696076A1 |
| Штамп к горизонтально-ковочной машине | 1972 |
|
SU438481A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ВЫДАВЛИВАНИЕМ | 1982 |
|
SU1078743A1 |
| Высадочный пуансон | 1978 |
|
SU689775A1 |
| ШТАМП ГОРИЗОНТАЛЬНО-КОВОЧНОЙ МАШИНЫ | 1991 |
|
RU2008122C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ВЫДАВЛИВАНИЕМ | 2001 |
|
RU2205722C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
ЮТАМП ГОРИЗОНТАЛЬНО-КОВОЧНОЙ МАШИНЫ ПО авт.св. 925509, отличающийся тем, что, с целью повышения качества получаемых поковок, дополнительная рабочая полая вставка выполнена из двух концент; рично )Е аэмещенных втулок, при этом I длина охваталвайщей втулки меньше длины охватываемой, установлена с возможностью осевого перемещения относительно последней и подпружинена в указанном направлении. to ND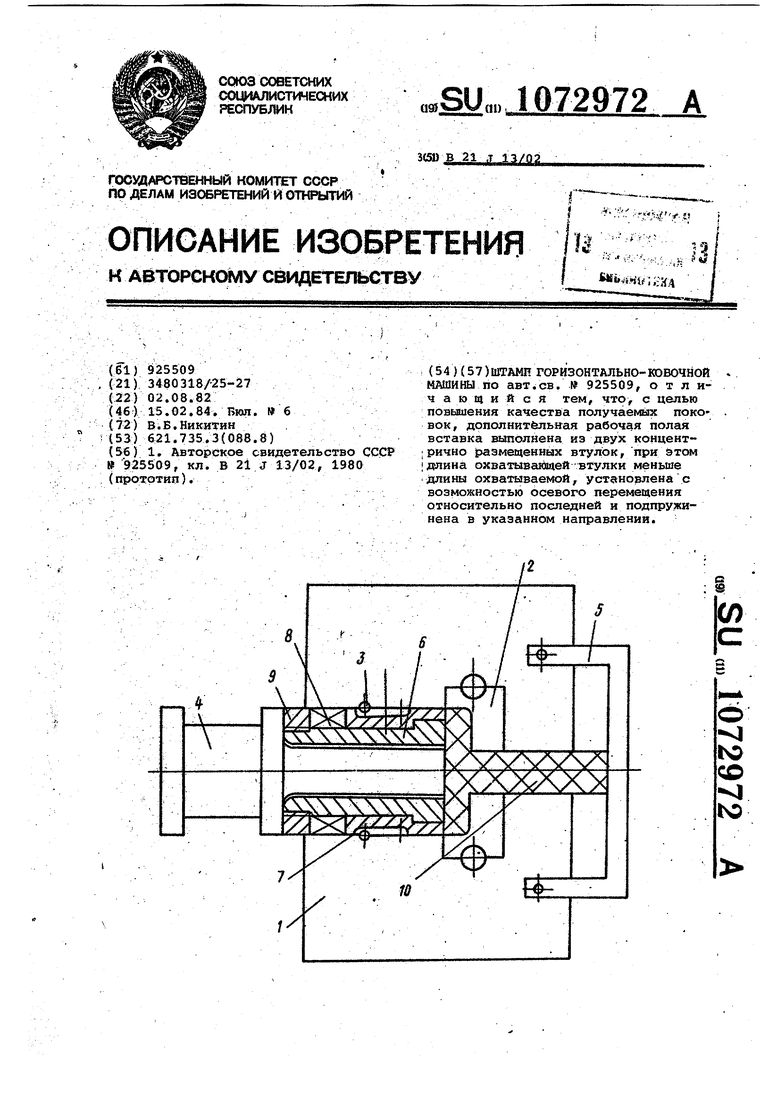
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп горизонтально-ковочной машины | 1980 |
|
SU925509A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
