Изобретение относится к кузнечно-прессовому оборудованию и предназначено для получения полых изделий сложной формы из отрезанной от прутка заготовки.
Известен штамп для выдавливания, содержащий подвижный инструментальный блок, состоящий из корпуса с размещенными в нем матрицей, пуансоном, буферной пружиной и упором, и нижний инструментальный блок, состоящий из основания с размещенными в нем контрпуансоном и подпружиненным блоком матрицы.
Недостатком является то, что на таком штампе можно изготавливать цельные несложные поковки типа ролика из отрезанной от прутка заготовки, отношение длины к диаметру которой меньше критической.
Наиболее близок к изобретению штамп для выдавливания, содержащий смонтированный на подвижной штамповой плите инструментальный блок, состоящий из корпуса с размещенными в нем подпружиненной матрицей и пуансоном, расположенным в отверстии матрицы, а также смонтированный на неподвижной штамповой плите инструментальный блок, состоящий из контрпуансона и подпружиненного матричного узла.
Недостатком штампа является то, что на нем можно изготавливать только осаженные и калиброванные по диаметру цельные поковки из отрезанной от прутка заготовки, отношение длины к диаметру которой больше критического. Полые чашеобразные изделия на таком штампе изготовить нельзя.
Целью изобретения является расширение номенклатуры изготавливаемых деталей.
Поставленная цель достигается за счет того, что в штампе для штамповки выдавливанием, содержащем смонтированный на подвижной штамповой плите инструментальный блок, состоящий из корпуса с размещенными в нем подпружиненной матрицей и пуансоном, расположенным в отверстии матрицы, а также смонтированный на неподвижной штамповой плите инструментальный блок, состоящий из контрпуансона и подпружиненного матричного узла, матричный узел, смонтированный на неподвижной штамповой плите, выполнен в виде охватывающей контрпуансон втулки с торцовой формообразующей поверхностью, смонтированной на ней концентрично направляющей втулки, а также размещенного между втулками подпружиненного кольца, снабженного приводом его перемещения относительно втулок, при этом инструментальный блок, смонтированный на подвижной плите, снабжен охватывающим пуансон выталкивателем.
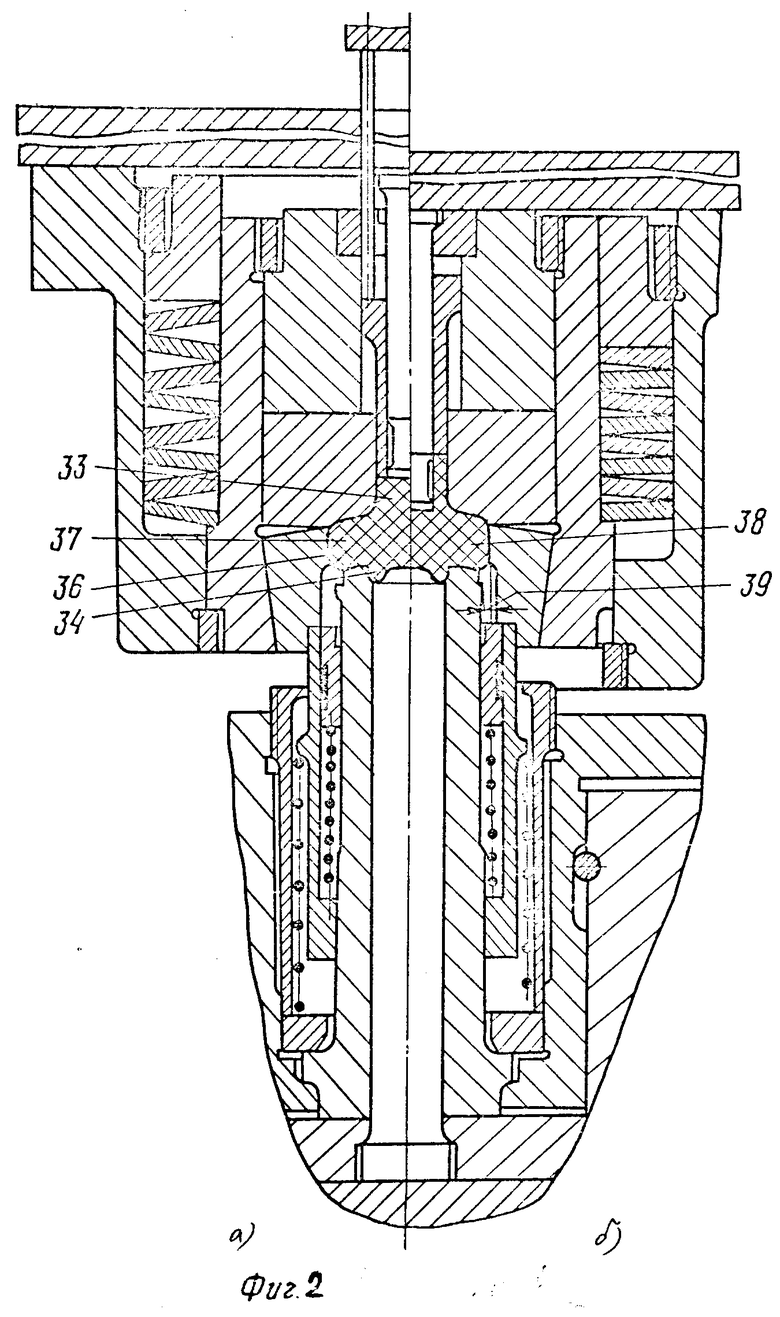
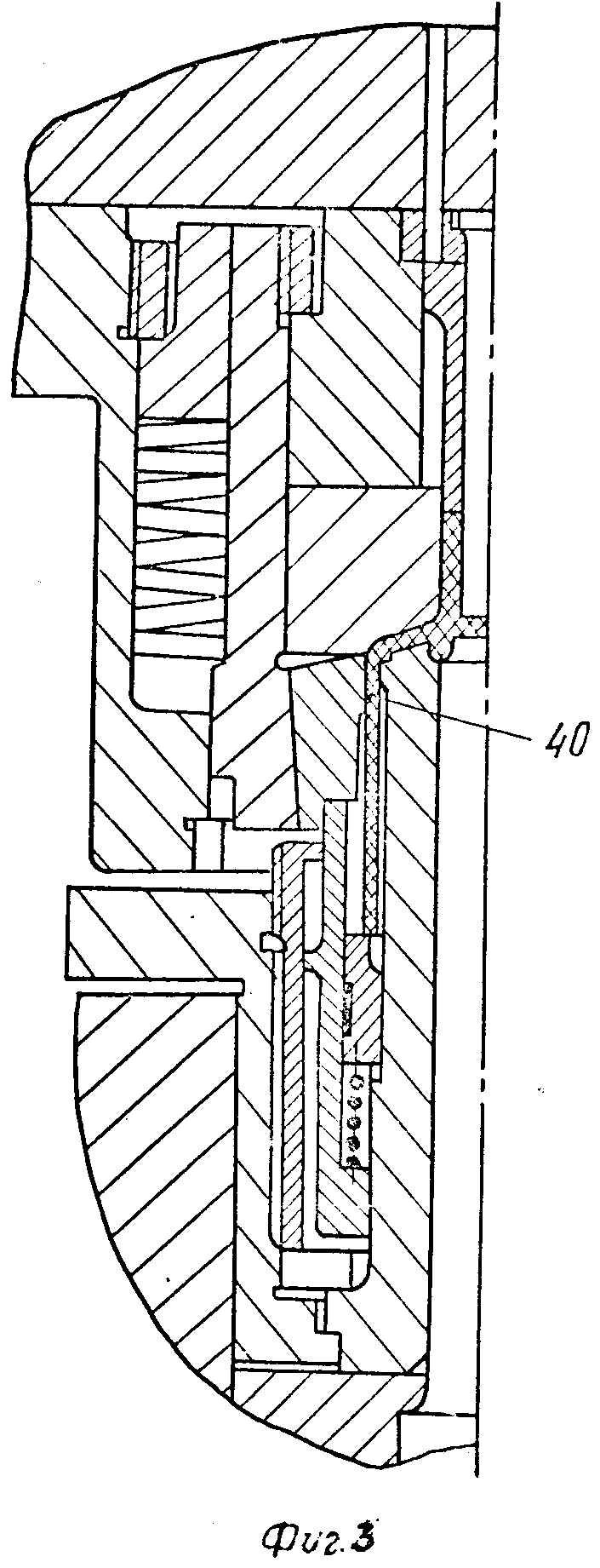
На фиг. 1а показан осевой разрез штампа в исходном положении; на фиг. 1б положение деталей штампа при поперечном выдавливании; на фиг. 2а положение деталей штампа при осадке; на фиг. 2б положение деталей штампа при прошивке одного торца поковки; на фиг. 3 положение деталей штампа при прошивке другого торца поковки.
Штамп для выдавливания содержит подвижный 1 и нижний 2 инструментальные блоки.
Подвижный инструментальный блок 1 состоит из корпуса 3, закрепленного на штамповой плите 4, составной матрицы 5, смонтированной в корпусе 3 с возможностью осевого перемещения, пружины 6, расположенной между корпусом 3 и матрицей 5, пуансона 7, размещенного в отверстии матрицы 5 с радиальным зазором 8, выталкивателя 9, находящегося в радиальном зазоре 8, и упора 10, закрепленного на матрице 5 соосно выталкивателю 9 с осевым зазором 11 относительно последнего. Матрица 5 имеет формующую полость 12 и гнездо 13. В исходном положении между штамповой плитой 4 с одной стороны и матрицей 5 и пуансоном 7 с другой стороны имеется осевой зазор 14.
Нижний инструментальный блок 2 состоит из неподвижного основания 15, внутри которого смонтированы неподвижный контрпуансон 16 и подвижный блок 17 матрицы. На контрпуансон 16 надета втулка 18, закрепленная на корпусе 19 блока 17 матрицы посредством гайки 20. Между гайкой 20 и втулкой 18 расположена направляющая втулка 21, опирающаяся на пружину 22 и на гайку 20 и имеющая установленное внутри нее кольцо 23. Втулка 18 выполнена с кольцевым пояском 24, диаметр которого меньше диаметра формующей полости 12 матрицы 5 подвижного инструментального блока 1. Между корпусом 19 блока 17 матрицы и основанием 15 находится возвратная пружина 25. Кольцо 23 опирается на подпружиненный съемник 26, который взаимодействует с подвижным упором 27, смонтированным на штампе.
На штампе также закреплен неподвижный упор 28, с которым взаимодействует выталкиватель 9.
На штамповой плите или на корпусе 3 подвижного инструментального блока смонтированы толкатели 29, каждый из которых установлен на стойке 30 и подпружинен буферной пружиной 31.
Усилие пружины 6 должно быть больше усилия осадки заготовки.
Суммарное усилие буферных пружин 31 должно быть больше усилия возвратной пружины 25 и трения между заготовкой 32 и втулкой 18.
Штамм работает следующим образом.
Заготовку 32 устанавливают на контрпуансон 16, защемляют один конец заготовки во втулке 18 и зажимают заготовку 32 осевым усилием, приложенным к ее противоположному концу через матрицу 5 подвижного инструментального блока, при этом его пуансон 7 опирается на торец заготовки, а направляющая втулка 21 в дно гнезда 13 в матрице 5.
При перемещении штамповой плиты 4 с подвижным инструментальным блоком 1 толкатели 29 нажимают на корпус 19 блока 17 матрицы 5 нижнего инструментального блока 2 и перемещают его совместно с втулкой 18 внутрь основания 15 до упора, сжимая возвратную пружину 25. Благодаря перемещению матрицы 5 подвижного инструментального блока 1 осуществляют поперечное выдавливание в формующую полость 12 с одновременным уменьшением длины защемленной части заготовки с образованием выступов 33 и 34 на торцах поковки 35.
При дальнейшем перемещении штамповой плиты 4 производят осадку поковки до появления цилиндрического пояска 36 на боковой поверхности поковки 37 одновременно с дальнейшим оформлением выступов 33 и 34, при этом зазор 14 между пуансоном 7 и штамповой плитой 4 исчезает к концу осадки, и пуансон 7 оказывается зажатым между этой плитой 4 и выступом 33 поковки. Буферные пружины 31 толкателей 29 продолжают сжиматься.
Дальнейшее перемещение штамповой плиты 4 происходит совместно с пуансоном 7 и с корпусом 3 при остановившейся матрице 5, при этом сжимаются пружина 6 и буферные пружины 31. Детали нижнего инструментального блока не меняют своего взаимного расположения. При этом осуществляется прошивка выступа 33 пуансоном 7.
Затем осуществляют сближение обоих инструментальных блоков путем дальнейшего перемещения подвижного инструментального блока 1 совместно со штамповой плитой 4. В этот момент контрпуансон 16 совместно со втулкой 18 входит в формующую полость 12 матрицы 5, при этом металл поковки 38 вытесняется в зазор 8 между пуансоном 7 и матрицей 5, перемещая выталкиватель 9, и в зазор 39 между кольцевым пояском 24 на втулке 18 и стенкой формующей полости 12 матрицы 5, перемещая кольцо 23 и съемник 26.
Таким образом осуществляют окончательную формовку изделия 40.
При обратном ходе штамповой плиты 4 совместно с подвижным инструментальным блоком все детали этого блока возвращаются в исходное положение, при этом выталкиватель 9 упирается в упор 28 и изделие 40 удаляется из матрицы 5.
Одновременно под действием возвратной пружины 25 блок 17 матрицы нижнего инструментального блока 2 возвращается в исходное положение. Изделие 40 из блока 17 матрицы удаляется подвижным упором 27 через съемник 26 и кольцо 23.
По сравнению с базовым объектом, в качестве которого принят прототип, применение предложенного технического решения позволяет значительно расширить номенклатуру получаемых изделий и сократить число промежуточных технологических операций.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССP N 816651, B 21 J 13/02, 1977.
2. Авторское свидетельство СССР по заявке N 2966245/25-27, кл. B 21 J 13/02, 1980 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для объемной штамповки полых изделий выдавливанием со сквозной прошивкой | 1985 |
|
SU1389925A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ | 1980 |
|
SU987890A1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2660472C1 |
| Штамп-автомат для выдавливания полых деталей типа втулок | 1986 |
|
SU1409400A1 |
| Штамп для получения деталей | 1989 |
|
SU1662734A1 |
| Штамп-автомат для выдавливания полых деталей | 1985 |
|
SU1268274A1 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| Устройство для штамповки полых изделий с наружным фланцем | 2019 |
|
RU2721340C1 |

ШТАМП ДЛЯ ШТАМПОВКИ ВЫДАВЛИВАНИЕМ, содержащий смонтированный на подвижной штамповой плите инструментальный блок, состоящий из корпуса с размещенными в нем подпружиненной матрицей и пуансоном, расположенным в отверстии матрицы, а также смонтированный на неподвижной штамповой плите инструментальный блок, состоящий из контрпуансона и подпружиненного матричного узла, отличающийся тем, что, с целью расширения номенклатуры изготавливаемых деталей, матричный узел, смонтированный на неподвижной штамповой плите, выполнен в виде охватывающей контрпуансон втулки с торцовой формообразующей поверхностью, смонтированной на ней концентрично направляющей втулки, а также размещенного между втулками подпружиненного кольца, снабженного приводом его перемещения относительно втулок, при этом инструментальный блок, смонтированный на подвижной плите, снабжен охватывающим пуансон выталкивателем.
| Штамп для выдавливания | 1977 |
|
SU816651A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
