сл
со
о СО
;о
ШигЗ
п г
И:юбретение относится к обработке ме- таллои давлением, а именно к изготовлению кольцевых из.Ц Лий из прутка на гори- :«) кта л ь и о - ко воч н ы X машинах.
Ц(..1ь изобретения - экономия металла, повышение качества и производительности.
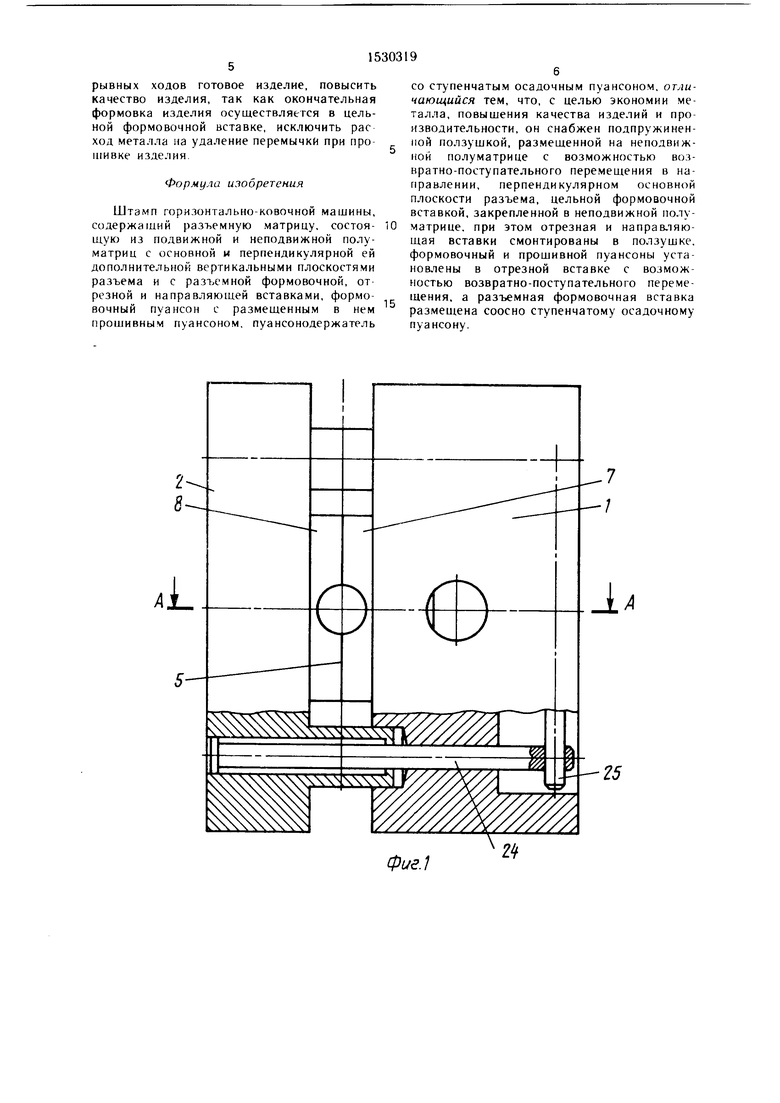
На фиг. 1 представлен , общий ИИ.1; на фи1 2 ()азрез А-А на фиг. 1, при сомкнуты.х нолуматрица.х; на фиг. 3 - то /КС, при разомкнутых полуматрица.х; на фи(. 4 - пере.ходы штамповки.
Штамп содержит разъемную матрицу, состоящую из неподвижной 1 и подвижной 2 полуматрип, и пуамсонодержатель 3 со етупенчаты.м осадочным пуансоном 4. Матрица имеет основную вертикальную плоскость разъема 5 и вспомогательную вер- гикальную п. юскость разъема 6, расположенную перпендикулярно основной, и снабжена разъемной формовочной вставкой, состоящей из неподвижной 7 и подвижной 8 частей, расположенной по оси осадоч- ного пуансона 4. Подвижная 8 часть фор- мсхючной вставки подпружинена относи- le. ihHo подвижной полуматрипы 2 пружиной J. На неподвижной полуматрице 1 размещена г возможностью возвратно-поступательного перемеп1ения в направлении, перпендикуляр- пом основной плоскости разъема 5, ползуш- ка 10, в которой закреплены направляющая 11 и отрезная 12 вставки. В отрезной вставке 12 установлен с возможностью возвратно-паступательного перемещения в осевом направлении формовочный пуансон 13 с размешенны.м в нем прошивным пуансоном 14, на конце которого закреплена П1айба 15, подпружиненная относительно отрезной вставки 12 пружиной 16. Пол- зу1пка 10 подпружинена относительно неподвижной полуматрицы 1 пружиной 17. В неподвижной полуматрице 1 закреплена по оси формовки цельная формовочная вставка 18, внутри которой размещен выталки- вате.ть 19, имеющий на рабочем торце отверстие 20 под прошивной пуансон 14, а на противоположном торце закреплен продольный клин 21, подпружиненный относительг по формовочной вставки 18 пружиной 22. K. UiH 21 взаимодействует с поперечным K. iHHOM 23, связанным с подвижной no. iy- 1атрицей 2 при помощи двух тяг 24 посред- oiBOM пальца 25. Ступенчатый осадочный пуансон 4 выполнен с длиной L нижней ступени болыпей длины Н отрезаемой заго- ювки.
Штамп работает следующим образом.
Пруток 26, нагретый до ковочной темпе- (Штуры, подается в неподвижную часть 7 разъемной формовочной вставки до упора в ;роп ивной пуансон 14. Поступает команда па включение горизонтально-ковочной машины в режим непрерывных ходов. В на- чало рабочего хода происходит смыкание | ол 1атриц 1 и 2. При утом подвижная (лу матрица 2 пе)емещает по,тзуц1Ку 10 Hipaiio до совмещения осей на1фав.:|як)П1ей
вставки 11 осадочного пуансона 4, а пруток 26 зажимается соответствующими участками неподвижной 7 и подвижной 8 частой разъемной формовочной вставки Ступенчатый осадочный пуансон 4, двигаясь вперед, входит в направляющую вставку 11 и производит осадку незажатого конца прутка 26 и оформление отверстия своей нижней ступенью. При обрагном ходе .машины ступенчатый осадочный пуансон выходит из направляющей вставки 11 и подвижная полуматрица 2 начинает двигаться влево. Вместе с пей под действием пружины 17 перемещается ползушка 10, занимая первоначальное положение, когда отрезная вставка 12 располагается по оси осадки. Пруток 26 подается вперед, при этом кольцевое утолщение на его конце входит в пространство между от)езной вставкой 12 и прошивным пуансоном 14 до упора в формовочный пуансон 13. Подвижная полуматрица 2, двигаясь вправо при втором ходе, перемещает ползушку 10, отделяя кольцевую заготовку высотой Н от прутка 26 и перенося ее на позицию окончательной формовки изделия. Ступенчатый осадочный пуансон - формует на конце прутка 26 кольцевое утолщение для следующей заготовки. Одновременно с этим пуансонодерж атель 3, воздействуя на формовочный пуансон 13 через шайбу 15, перемещает кольцевую заготовку в полость цельной формовочной вставки 18 и окончательно формует деталь. При этом прощивной пуансон 14, двигаясь вместе с ц айбой 15, перед началом формовки входит в отверстие 20 на торце выталкивателя 19, оформляя внутреннюю поверхность кольцевого изделия. При обратном ходе осадочный пуансон 4 выходит из направляющей вставки 11, а пружина 16 возвращает шайбу 15, прошивной 14 и формовочный 13 пуансоны в исходное положение. Отштампованная деталь остается в цельной формовочной вставке 18. Подвижная полуматрица 2 и ползушка 10 начинают возвра- шаться в крайнее левое положение, и когда начинают движение влево, последняя перестанет перекрывать полость цельной формовочной вставки 18, выталкиватель 19, получая движение от продольного клина 21, через поперечный клин 23, палеп 25 и тяги 24, связанные с подвижной полуматрицей 2, выталкивает готовую деталь из формовочной вставки 18. В начале следуюнтего рабочею хода, при движении полуматрицы 2 вправо, выталкиватель 19 возвращается в нижнее положение под действием пружины 22. Одновременно с этим пруток 26 продвигается вперед до упора в формовочный пуансон 13 и штамп готов для осуществления нового цикла штамповки, причем готовая деталь теперь уже будет выдавать.- ся за каждый ход машины.
Применение предложенного штампа позволяет по,тучать за каждый ход горизонтально-ковочной машины в режиме непрерывных ходов готовое изделие, повысить качество изделия, так как окоичательная формовка изделия осуществляется в цельной формовочной вставке, исключить рас ход металла на удаление перемычки при про 1пивке изделия.
Формула изобретения
Штамп горизонтально-ковочной машины, содержащий разъемную матрицу, состоящую из подвижной и неподвижной полуматриц с основной и перпендикулярной ей дополнительной вертикальными плоскостями разъема и с разъемной формовочной, от резной и направляющей вставками, формовочный пуансон с размещенным в нем прошивным пуансоном, пуансонодержатель
со ступенчатым осадочным пуансоном, отличающийся тем, что, с целью экономии металла, повышения качества изделий и производительности, он снабжен подпружииен- пой ползушкой, размещенной на неподвижной полуматрице с возможностью воз- вратно-поступательиого перемещения в направлении, перпендикулярном основной плоскости разъема, цельной формовочной вставкой, закрепленной в неподвижной полуматрице, при этом отрезная и направляющая вставки смонтированы в ползушке, формовочный и прошивиой пуансоны установлены в отрезной вставке с возможностью возвратно-поступательного перемещения, а разъемная формовочная вставка размещена соосно ступенчатому осадочному пуансону.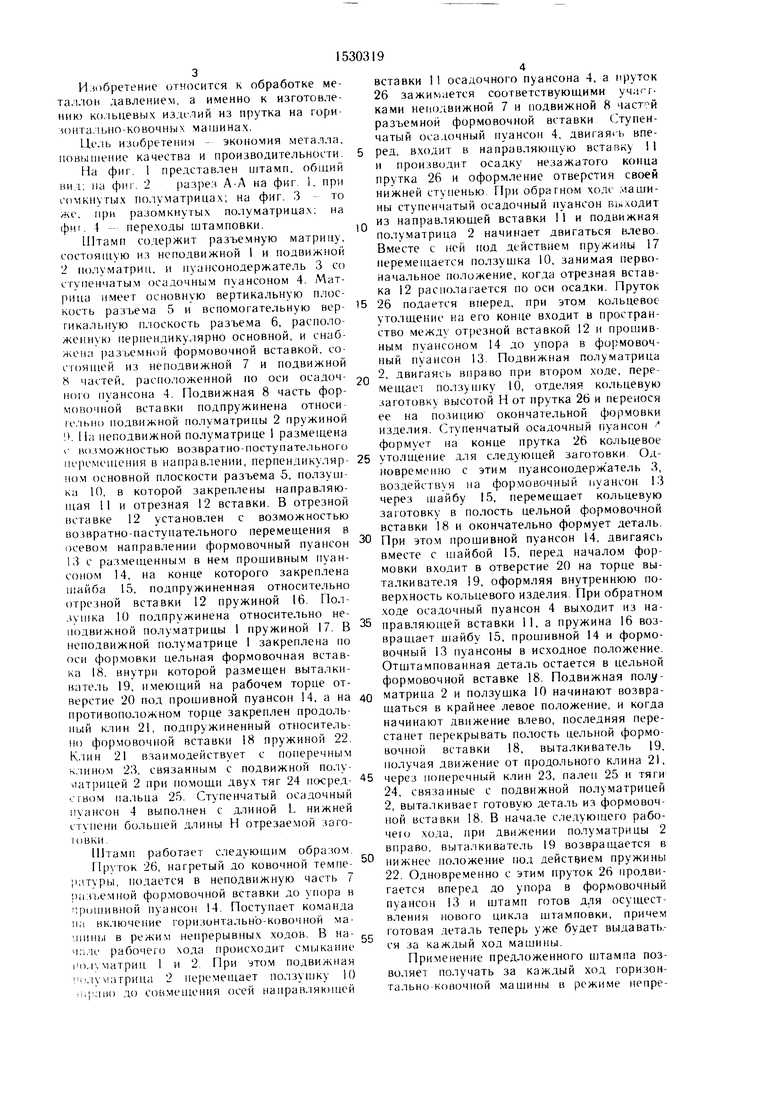
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для штамповки изделий | 1984 |
|
SU1250373A1 |
| Штамп для штамповки изделий из труб | 1985 |
|
SU1382569A1 |
| Штамп для изготовления изделий из прутка | 1974 |
|
SU515563A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| Автоматизированная линия горячей штамповки | 1984 |
|
SU1253703A1 |
| Автомат для горячей объемной штамповки | 1983 |
|
SU1237294A1 |
| Штамп для закрытой отрезки и высадки стержневых изделий | 1987 |
|
SU1440596A1 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 1991 |
|
RU2013170C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении кольцевых изделий на горизонтально-ковочных машинах. Цель изобретения - экономия металла, повышение качества и производительности. Штамп снабжен ползушкой 10, размещенной на неподвижной полуматрице 1 с возможностью возвратно-поступательного перемещения перпендикулярно основной плоскости разъема. В неподвижной полуматрице 1 закреплена цельная формовочная вставка 18. В ползушке 10 закреплены направляющая 11 и отрезная 12 вставки. В отрезной вставке 12 размещены формовочный пуансон 13 и прошивкой пуансон 14 с возможностью возвратно-поступательного осевого перемещения. При первом ходе осуществляется осадка конца прутка с одновременным оформлением внутренней полости осадочным ступенчатым пуансоном 4. При втором ходе осуществляется отрезка заготовки высотой H, подача ее на позицию окончательной формовки и окончательная формовка в цельной формовочной вставке 18 формовочным 13 и прошивным 14 пуансонами. Выталкивание готового изделия производится от подвижной полуматрицы 2 посредством тяг 24, пальца 25, поперечного 23 и продольного 21 клиньев и выталкивателя 19. При последующих непрерывных ходах за каждый ход одновременно осуществляется осадка конца прутка и окончательная формовка изделия. 4 ил.
25
фиеЛ
-А
| Штамп для штамповки изделий | 1984 |
|
SU1250373A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
