о ч1
CAD
Изобретение относится к техно.)юги машиностроения и может быть использовано при обработке поверхностей разъемных пресс-форм на токарных стаках ,
Известен способ обработки прессформ с разъемом поц углом 45° включающий эакреплекио деталей пресс--формы-пуансона и матрицы в зажимном патроне f устапоБку PCSL;;; на средний диаметр фориукидай : а: лвкн в плоскост поперечно.го сечаи -..-;:, проходящей чере геометрические vi;eHTp-:, и последующую обработку д.еталей пре;;,;:--формы путем врезания резца на г.щ/бин;, канавки.
Установка рззц в изьесгном способе производится л. установочному валику лри обработке г/ул к;о;;г, н v ToHOBoyiHOfvfy лольиу .)-.;: jppci6:;/: :e цыГЦ .
язляе1ся высокая тру.цоэг-г ость , сбуслоЕленная тем, что необходимо с ВК сокой точностью обрабатывать соггрягаемые KotiycH матрицы и ггуанссьл к к обходимостью на кажды.- типораз/., пресо-формы из го -. :11ь у CT-:-I;:-. .уиный валик и кольцг, Цель изобретенил - с иженкс тр ссемкости и повышение 7i-: ги по1:уче-ния формующей канадки ;::j.,04.J--yopr;b Поставленная 1;ель .дос:::.играется тем. чгс согласно споссйу обрабо ::(к лрес:,-формы с разъемоч под углом , включающему закрепление дeтaJJeй пресс-формы-пуансона и матрицы н зажимно1М патроне станка, установку зершины по среднему диаметру фop ryющeй канавки в плоскости поперечного сечения, проходящей через геометрические центры, и последующую обработку деталей пресс-формы путем врезания резца на глубину канавки, после обработки канавки в пуансоне сохраняют установку резца по среднему диаметру канавки, за.крепляют в зажимном патроне матрицу, перемещают резец в радиально противоположную точку номинального среднего диаметра каназки матрицы, устанавливают вершину резца в точке расположения геометрического центра канавки и обрабатывают матрицу при обратном вращении шпинделя,
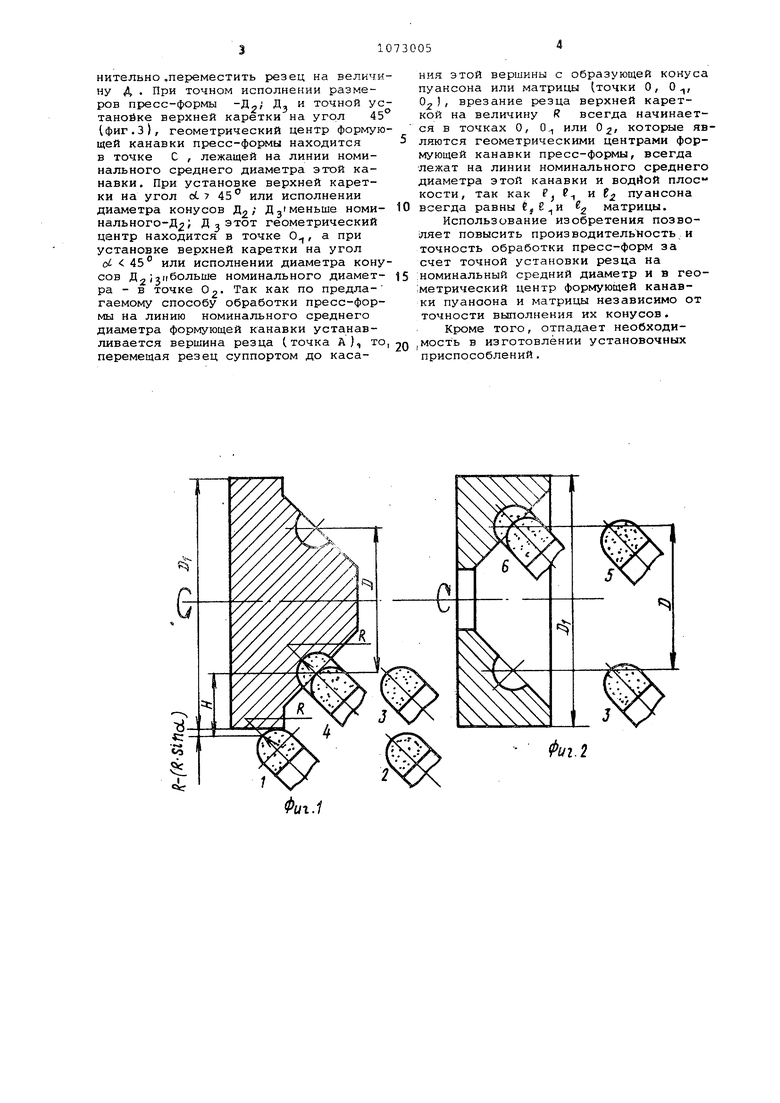
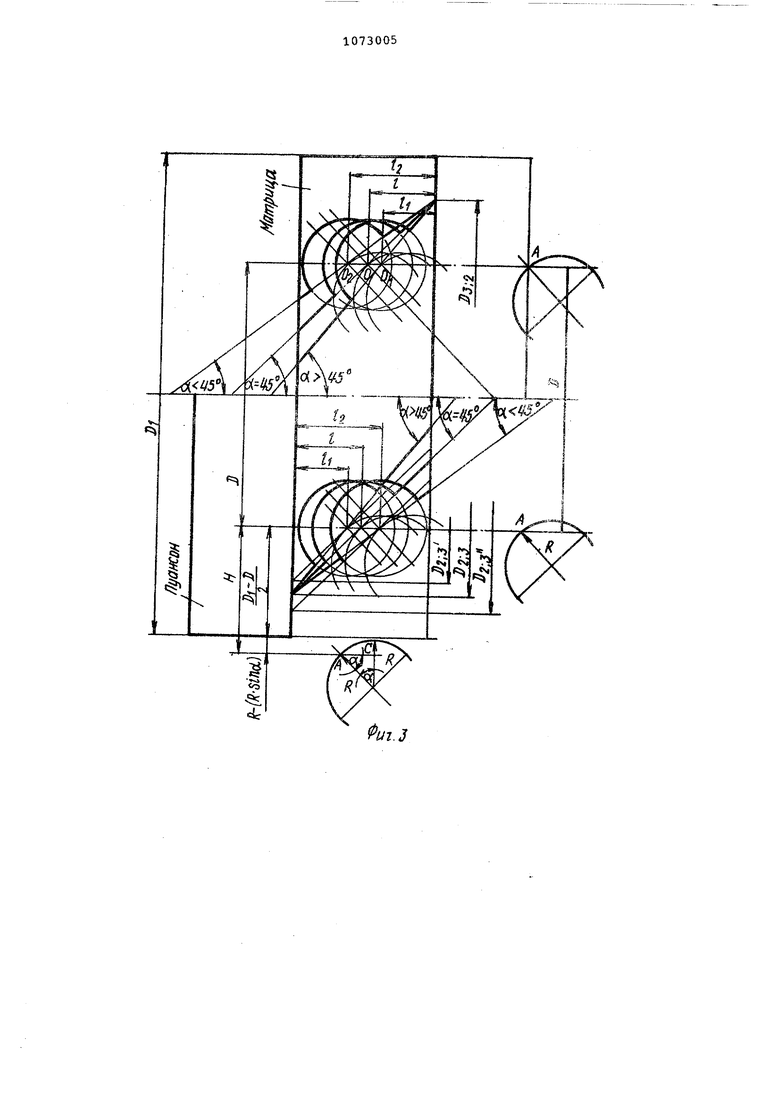
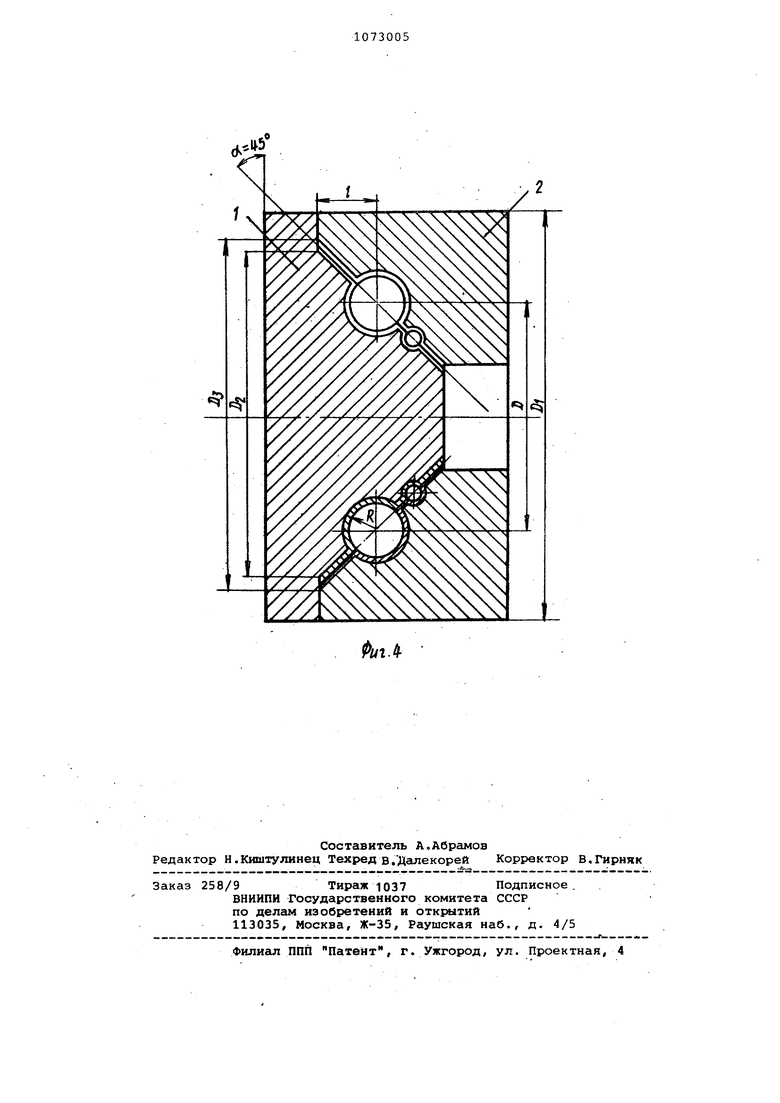
На фиг.1 изображена схема установки вершины резца на номинальный средний диаметр и в плоскости геометрического центра формующей канавки пуансона; на фиг,2 - схема установки вершины резца на средний диаметр И в плоскости геометрического центра формующей канавки матрицы; на фиг, 3 геометрические построения совмещенных половин пуансона и матрицы, поясняющие вывод расчетной формулы и возможность исполнения точных размеров формующих канавок при неточном исполнении диаметров конусов и углов.
Е 35, на фиг. 4 - пресс-форна в сборе .
Для осуществления способа по известной технологии обрабатывают окончательно заготоЕ си пуансона и матрицы по всем повепхностям„ кроме форг- ующих канавок,, Верхнюю каретку устанавливают на себя на угол 45 ± 1 „ а окончател1) обработку конусов матртда к пуансона производят при обратном Е прямом вращении шпинделя С7:анка соответственно (с целью обеспечения одинакового угла кокусов матрицы и пуансона у. Сохранив первоначальную установку верхней кареткиf устанавливают резец радиусом R (фиг,1 строго по линии центров стайка. Переь;еще:;на /; суг:аорзга и попе.кйремещсйт попер.зчгоп х.-.::гу;:кой у;:: 13 пслокенкя 2 .;;;.: ;-;. .уу..- 3 Ни 2ajy,.inHHy л, nepeivieu,---i S ;;./нсир:у .ст П;у бом или индикаторе .; ттсремеь ают суппортом резец из положапия 3 в положение 4 до касания вершины р.эзца с конической поверхностью.
Перемещением верхней каретки производят врезание резца на величину , равную R , при прямом вращении :а1гшнделя станка врезание фиксируют лимбом или индикатором о По окончанию врезания резец выводят из формующей канавки верхней кареткой на величину f (устанавливают в положение 4 ) и отводят суппортом в положение 3 (фиг и 21. пуансон и устанав.пивают матрицу. Перемещают резе.ц поперечной кареткой из положени.ч 3 в положение 5 (фиг. 2) на величину Д. Перемещение фиксиру.ют лимбом или индикатором. Перемещсшт суппорто резец из положения 5 з положение б до касания вершины резца с конической поверхностью. Перемещен.ием верхней карет.ки при обратном вращении шп11нделя станка производят врезание резца на величину, равную R . Врезание фиксируют лимбом или индикатором Выводят резец из формующб;й канавки на величину R и отводят суппортом в положение 5, При обработке партии пуансонов и матриц отвод резца суппортом не производят, сохраняя установку резца на всю партию.
Для установки веришны резца на номинальный средний диаметр формующей канавки матрицы достаточно допелнителвно .переместить резец на величи ну Д . При точном исполнении размеров пресс-формы Дэ точной ус тановке верхней каретки на угол 45 1фиг.3|, геометрический центр формую щей канавки пресс-формы находится в точке С , лежащей на линии номинального среднего диаметра этой канавки. При установке верхней каретки на угол оС7 45 или исполнении диаметра конусов Д2; Д меньше номинального-Д2; геометрический центр находится в точке О, а при установке верхней каретки на угол oi 45° или исполнении диаметра кону сов Д2;з1|больше номинального диаметра - в точке 0. Так как по предлагаемому способу обработки пресс-формы на линию номинального среднего диаметра формующей канавки устанавливается вершина резца С точка А), то перемещая резец суппортом до касания этой вершины с образующей конуса пуансона или матрицы (точки О, 0, 0 ) , врезание резца верхней кареткой на величину R всегда начинается в точках О, 0 или О 2/ которые являются геометрическими центрами формующей канавки пресс-формы, всегда лежат на линии номинального среднего диаметра этой канавки и водной плос кости, так как Р, Р-, и Р пуансона всегда равны матрицы. Использование изобретения позволяет повысить производительность и точность обработки пресс-форм за счет точной установки резца на :номинальный средний диаметр и в гео;метрический центр формующей канавки пуанаона и матрицы независимо от точности выполнения их конусов. Кроме того, отпадает необходиМость в изготовлении установочных приспособлений.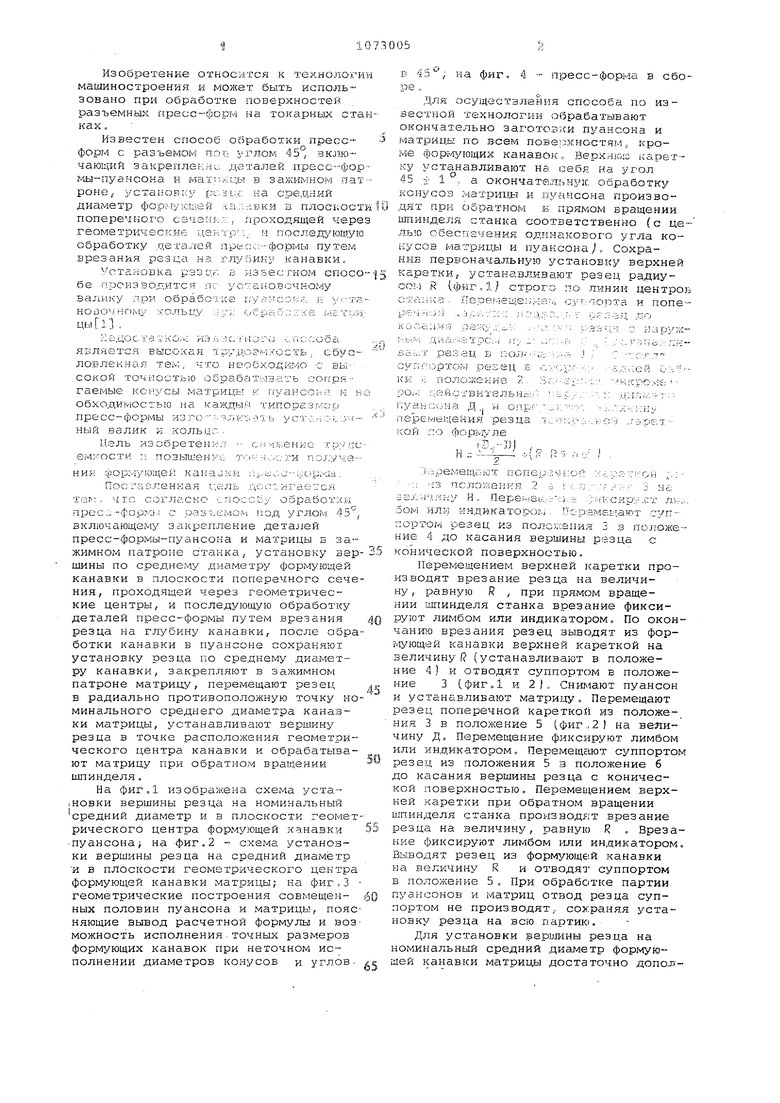
СПОСОБ ОБРАБОТКИ ПРЕССФОРМ С РАЗЪЕМОМ ПОД УГЛОМ 45°, вкл1счаю ций закрепление деталей прюссформы-пуансона и матрицы в зажимном патроне станка, установку вершины рез ца по среднему диаметру в плоскости поперечного сечения, проходящей через геометрические центры формующей канавки, и последующую обработку деталей пресс-формы путем врезания резца на глубину канавки, о т л и ч а ющ и И с я тем, что с целью повышения производительности способа и точности получения формующей канавки, после обработки канавки в пуансоне сохраняют установку резца по среднему диаметру канавки, закрепляют в зажимном патроне матрицу, перемещают резец в радиально противоположную точку номинального среднего диаметра канавки матрицы, устанавливают вершину резца в точку расположения геометрического центра формующей канавки и обрабатывают матрицу при обратном вргице- S НИИ шпинделя. (Л
/
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мендельсон B.C | |||
| и Рудман П.И | |||
| Технология изготовления штампов и пресс-форм | |||
| М., Машиностроение, 1982, с | |||
| Катодное реле | 1918 |
|
SU159A1 |
| Цилиндрический сушильный шкаф с двойными стенками | 0 |
|
SU79A1 |
