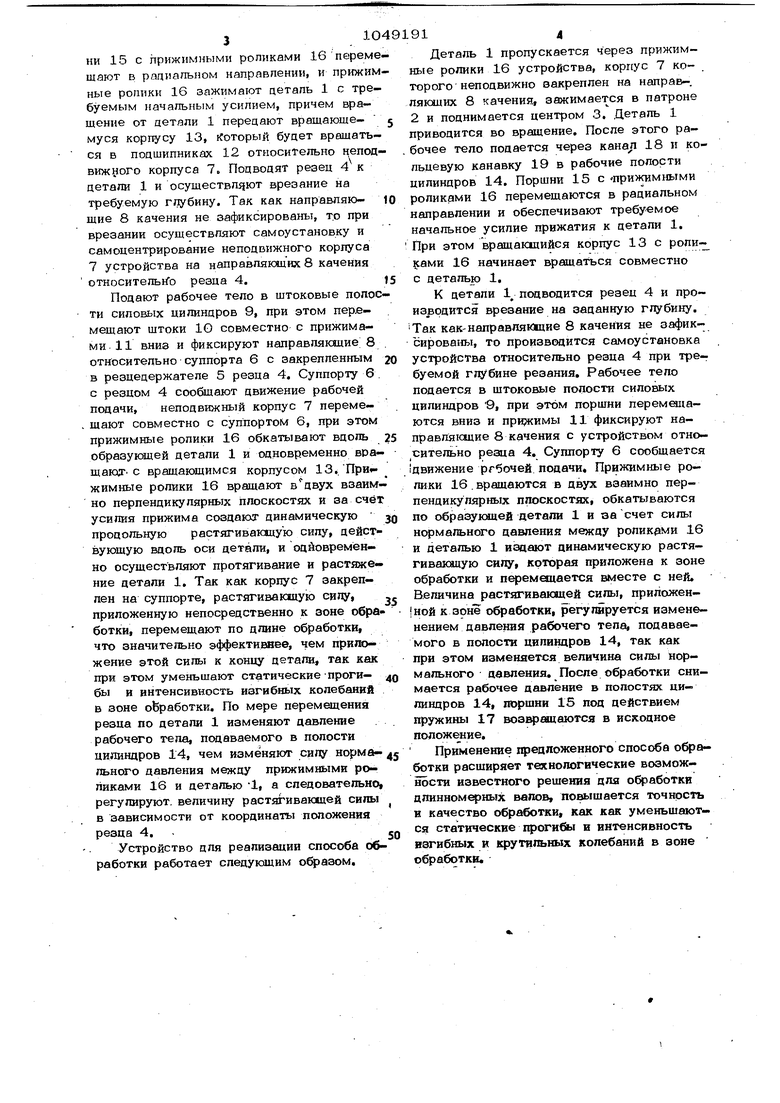
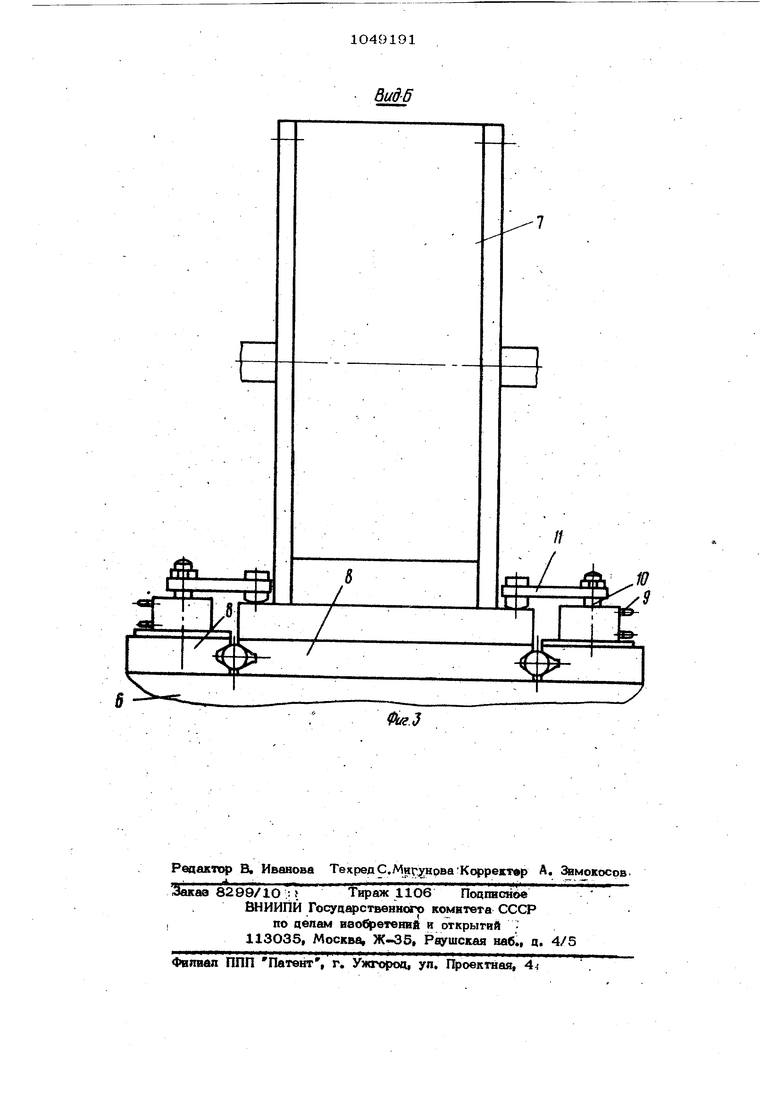
i1O Мзобретенне относится к металлообработке н может быть использовано при обработке нежестких апинномерных валов на станках с применением систем автоматического управления, на станках с ЧПУ в различных отраслях промышленности. Известен способiобработки резанием нежестких длинномерных вращающихся деталей с зажимом детали в устройстве, расположенном на задней бабке станка, и созданием переменного растягивающего усилия в зависимости от расположения резца. Недостаток известного способа заключается в том, что переменное растягивающее усилие прилагают к концу детали, что снижает точность обработки и ограничи- вает его технологические возможности при обработке длинномерных валов С- 3 Известен подвижной люнет для обработ ки пруткового материала натокарном станке, состоящий из корпуса и вращающейся в корпусе планшайбы, в пазах кото рой крепятся регулируемые сухари зажима прутка, каждый из которых имеет зажимные ролики, оси вращения которых перпендикулярны оси вращения обрабатыва емой детали С2 J . Недостатком известного устройства является невозможность создания растягивающего усилия при обработке, что в свою очередь влияет на точность обработки. Цель изобретения - расширение технологических возможностей и повыщение точности Ьбработки. Указанная цель достигается тем, что согласно способу обработки резанием нежестких длинномерных ащающихся деталей в поддерживающем устройстве и с соаданием переменногорастягивающего усилия в зависимости от расположения резца подцерживаюшее устройство уста навливают на суппорте станка с возможнос тью фиксации относительно последнего, а деталь фиксирую;т относитепьно поцдержив кщего устройства и суппорт перемещают в направлении растягивающего усилия, совпадакшего с направлением рабочей подачи, при чем переменное растягивающее усилие в процессе обработки осуществляют изменением усит1я пршкима детали в поддерживающем устройстве, В устройстве цпя обработки резанием нежестких цпииномерных врашаюшихся деталей, соаержоцем неподвижный корпус установленный иа суппорте станка с размещенной на корпусе ппаншайбой, зажимные элемент с врешаюшимися 12 роликами, обкптывпкшими деталь вдоль образуюа1ей , зажимные элементы выполнены в виде силовых цилиндров с поцпру- жиненнымн поршнями, а подвод рабочей среды осуществляется, посредством коль-г севой канавки, выполненной в месте сопряжения планшайбы и неподвижного корпуса, соединяющей .магистраль подачи рабочей среды с началами подвода лослед ней к силовым цилиндрам, причем поддерживающее устройство снабжено направляющими качения, имеет возможность перемещения в направлении, перпендикулярном оси центров станка, и снабжено механизмом его фиксации относительно суппорта, На фиг, 1 представлено устройство для реализации способа обработки нежестких длинномерных вращающихся деталей; на фиг. 2 - сечение А-А на фиг, ; на фиг, 3 - вид Б на фиг, 1, Устройство .содержит деталь 1, патрон 2 шпиндельной бйбки станка, подпружиненный центр 3, резец 4, установленный в резцедержателе 5 суппорта 6, неподвижный Kopnyq 7, закрепленный жестко на направляющих 8 качения. На направляю)щих 8 качения установлены силовые цилиндры 9, штоки 10 поршней -которых соединены жестко с прижимами 11 для фиксации направляющих 8 с корпусом 7 от- . носительно детали 1, внутри корпуса 7 на подшипниках 12 установлен вращающийся корпус 13, внутри вращающегося кор- пуса 13 под углом 120 расточены три цилиндра 14, в которые помещены поршни 15, в поршнях 15 установлены с возможностью вращения прижимные ролики 16, Пружинь 17 предназначены для отвода роликов 16 после снятия нагрузки, через канал 18 рабочее тело подается в кольцевую канавку 19 и далее в полости цилиндров 14 внутри вращающегося корпуса 13,. Сущность предлагаемого сйособа обработки заключается в следующим, (Деталь 1 пропускают через находящиеся в исходном положении прижимные ролики 16 устройства, закрепленного не-посредственно за резцедержа1елем 5, устанавливают и закрепляют в патроне 2 станка, поджимают центром 3. Включают привод главного движения и приводят во вращение деталь 1, После этого рабочее , тело пса давлением, обеспечивающим требуемое начальное усилие прижатия прижимных роликов 16, подают по каналу 18 в кольцевую канавку 19 и далее в полости цилиндров 14, При этом поршни 15 с прижимными роликами 16 перемещают в рааиапьном направлении, и прижимные ропики 16 зажимают деталь 1 с требуемым начальным усилием, причем вращение от детали 1 передают вращающе- j муся корпусу 13, Который будет вращаться в подшипниках 12 относительно неподвижного корпуса 7. Подводят резец 4 к детали 1 и осуществляют врезание на требуемую глубину. Так как направляю- ю щие 8 качения не зафиксированы, т.с при врезании осуществляют самоустановку и самоцентрирование неподвижного корпуса 7 устройства на направляющих 8 качения относительно резца 4.15
Подают рабочее тело в штоковые полости силовых цилиндров 9, при этом первмещают штоки Ю совместно с прижимами 11 вниз и фиксируют направлякжцие; 8 отн осительно суппорта 6 с закрепленным 20 в резцедержателе 5 резца 4, Суппорту 6 . с резцом 4 сообщают движение рабочей подачи, неподвижный корпус 7 перемещают совместно с суппортом 6, при этрм прижимные ролики 16 обкатывают вдоль 25 образуклцей детали 1 и одновременно вращаюсгс вращающимся корпусом 13./При жимные ролики 16 вращают взаим- но перпендикулярных плоскостях и за счёт усилия прижима созцаюя динамическую JQ продольную растягивагащую силу, действующую вдоль оси детали, и одйовремённо осуществляют протягивание и растяжение детали 1. Так как корпус 7 закреплен на суппорте, растягивающую сипу, ,. приложенную непосредственно к зоне обработки, перемещают по длине обработки, что значительно эффектишве, чем приложение этой силы к концу детали, так как при этом уменьшают статические-проги- Q бы и интенсивность изгибных колебаний в зоне оЬработки. По мере перемещения резца по детали 1 изменяют давление рабочего тела, подаваемого в полости цилиндров 14, чем изменяют сипу норма- j льного давления между прижимными ро- шкамк 16 и деталью , а следовательно, регулируют, величину растягиваюцей сипы в зависимости от координаты положения резца 4, .50
Устройство для реализации способа обработки работает следующим офазом.
Деталь 1 пропускается через прижимные ролики 16 устройства, корпус 7 которогонеподвижно закреплен на направ-. лякших 8 качения, зажимается в патроне 2 и поднимается центром 3. Деталь 1 приводится во вращение. После этого ра. бочее тело подается через кана,л 18 и кольцевую канавку 19 в рабочие полости цилиндров 14. Поршни 15 с -прижимными роликами 16 перемешаются в радиальном направлении и обеспечивают требуемое начальное усилие прижатия к детали 1. При этом враща1С1ци1йся корпус 13с роликами 16 начинает вращаться совместно с деталью 1.
К детали 1, подводится резец 4 и производится врезание на заданную глубину. Так как-направпямщие 8 качения не зафиксированы, то производится самоустановка устройства относительно резца 4 при требуемой гцубине резания. Рабочее тело подается в щтоковые полости силовых цилиндров 9, при этом поршни переминаются вниз и прижимы 11 фиксируют направлягацие 8 качения с устройством относительно резца 4, Суппорту 6 сообщается движение ргбочей подачи. Прижимные ролики 16.вращаются в двух взаимно перпендикулярных плоскостях, обкатываются по обр азу кшей детали 1 и за счет силы нормапьнеяго давления между роликами 16 и деталью 1 изцают динамическую растягивающую сипу, которая приложена к зоне обработки и перемещается вместе с ней, В.епичина растягивающей сипы, припожен|ной к зрне обработки, регуторуется изменеиением давления рабочего тепа, подаваемого в полости циливдров 14, так как при этом изменяется величина силы нормального давления. После обработки снимается рабочее давление в полостях цилиндров 14, поршни 15 под действием пружины 17 возмещаются в исходное положение.
Применение предпоженного способа обработки расширяет теэснопогические возможности известного решения для обработки длинномерных вапов, повышается точность н качество обработки, как как уменьшаются статические прогибы и интенсивность взгибных и крутипьных колебаний в зоне обработки.
Л-А
.2
Вид-б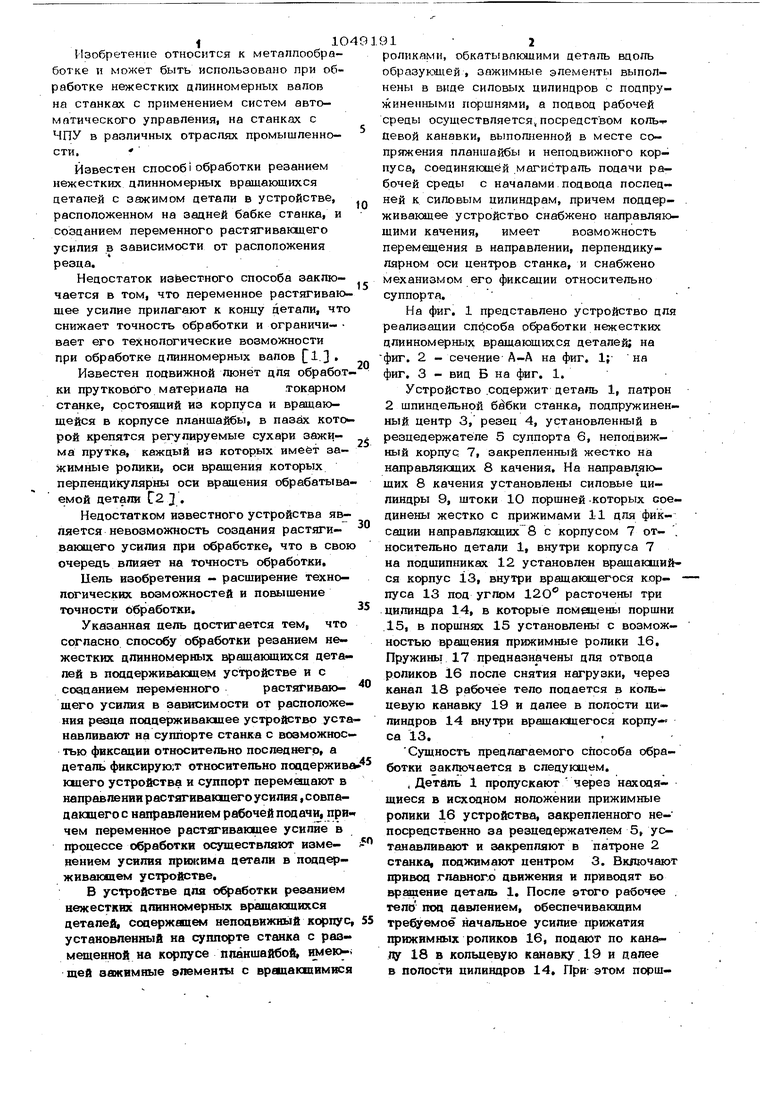
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок | 1981 |
|
SU1004005A1 |
| Токарный станок для обработки нежестких длинномерных деталей | 1982 |
|
SU1047599A1 |
| Устройство для обработки вращающихся нежестких деталей | 1980 |
|
SU965592A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2019383C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2134631C1 |
| Токарный станок для обработки нежестких длинномерных валов | 1980 |
|
SU965591A1 |
| Устройство для обработки нежестких пустотелых деталей | 1982 |
|
SU1065104A1 |
| Задняя бабка токарного станка | 1980 |
|
SU921687A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Устройство для обработки нежестких деталей | 1980 |
|
SU878410A1 |
1. Способ обработки резанием не, жестких длинномерных вращающихся деталей с зажимом детали в поддерживанием устройстве и с созданием переменного растягивакяцего усилия в зависимости от расположения резца, отличающи й« с я тем, что, с цепью расширений технологических возможностей и повышения точности обработки, поддерживающее уст ройство устанавливают на суппорте станка с возможностью фиксации относитепь- но последнего, а деталь фиксируют отн1рсительно поддерживавшего устройства ; и суппорт перемещают в направлении рае- тягивакщего усилия, совпадакщего с на. правлением рабочей подачи, причем переменное растягиваюцее усилие в прсяиессе обработки создают изменением усилия прижима детали в поддерживающем устройстве. 2. Устройство для обработки резанием нежестких длинномерных врашаюшихся деталей, содержащее неподвижный корпус, установленный на суппорте станка с размещенной на корпусе планшайбой зажимные элементы с вращающимися роликами , обкатывающими цетапь вдоль образующей) отличающее - с я тем, что, с цепью повышения точности обработки путем создания растягиваюо щего усилия, зажимные элементы выполS нены в виде силовых цилиндров с подпру(Л жиненными поршнями, а подвод рабочей среды осуществляется посредством кольцевой канавки, выполненной в месте сопряжения планшайбы и неподвижного корпуса, соединяющей магистраль подачи рабочей среды с каналами поцвоаа послец- ней к силовым цилиндрам, причем под4и держивающее устройство снабжено направсо ляющими качения, имеет возможность перемш1ения в направлении, церпендикулярг ном оси центров станка, и сн
7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ механической обработки нежестких деталей | 1977 |
|
SU686821A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ПОДВИЖНОЙ ЛЮНЕТ ДЛЯ ОБРАБОТКИ ПРУТКОВОГО МАТЕРИАЛА | 1965 |
|
SU214267A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
