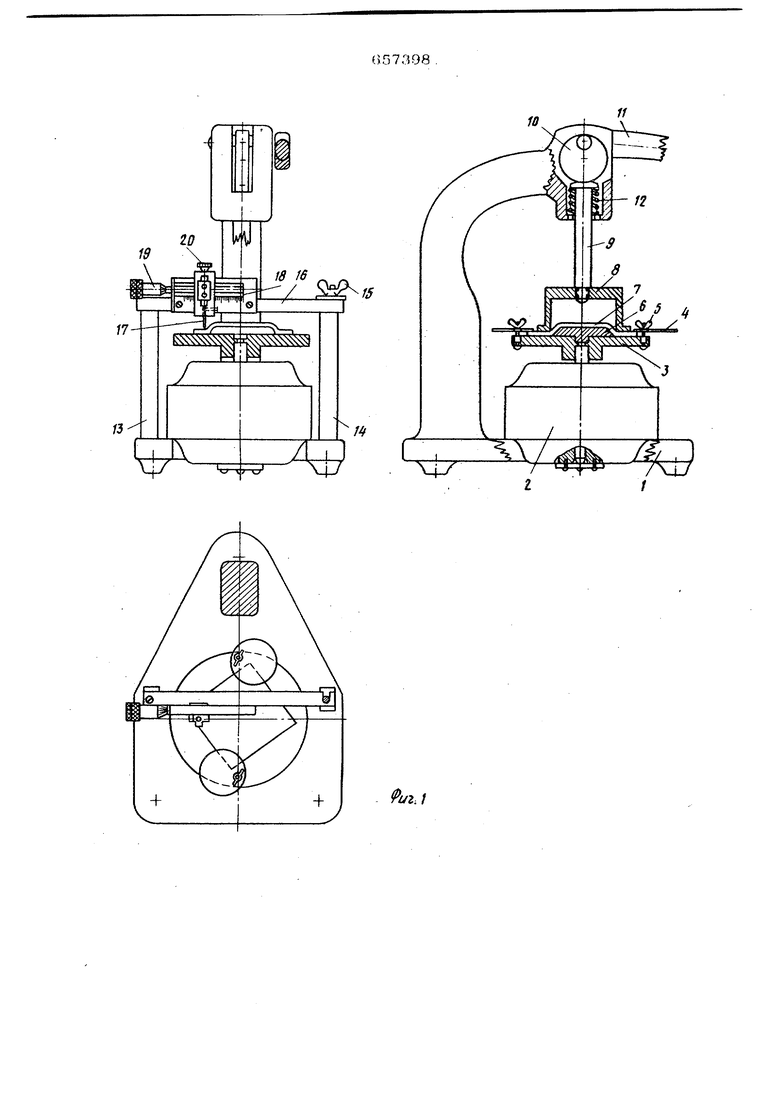
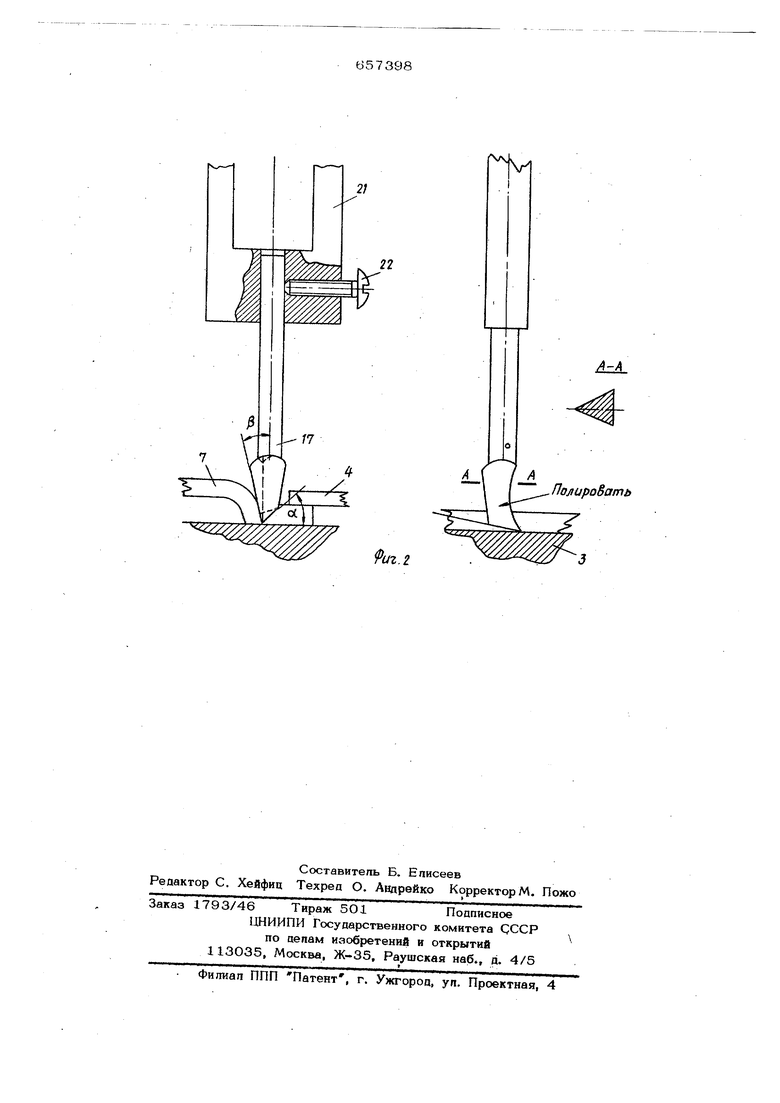
нию реоца в центре врашения ппаншайбы, в которой установпена съемная матрица. Кроме того, с цепью обеспечения чистоты обработки кромок обрабатьгааемо го стекла и удобства регупировки, резец имеет кругпьгй стержень и три полированные грани, образукяцие режущие кром ки, нижйяя из которых распопожена под углом к горизонтали так, что вершина угла заточки направлена к вырезаемому стеклу, боковая внутренняя грань наклонена к вертикали на угол, соответствующий углу паза ободка часов, а лобовая поверхность выполнена вогнутей. На фиг. 1 показан общий вид описываемого .устройства; на фиг..2 - его резец. На основании 1 пресса установлен электродвигатель 2, на Ось которого напрессована планшайба 3 с эксцентричными дисковыми зажимами 4, имеющими подъемные пружины, размещаемые в углублениях планшайбы, и фиксирующие винты с гайками барашек 5. В центре планшайбы имеется углубление, в которо устанавливается матрица 6, выполненная в форме выпуклого диска (грибка). .Пе ред установкой на планшайбу матрицу , подогревают. Лист 7 органического стек ла, предварительно размягченный нагрев нием, укладывают на матрицу и подвергают обжатию пуансоном 8, выполненным в виде полого цилиндрического стакана с буртиком по краям. Пуансон закреплен на Штоке 9 прессового устройства, содержащего эксцентрик 10, рычаг 11 и возвратную пружину 12. По окончании формирования заготовки лист органического стек закрепляют на планшайбе зажимами 4, после чего пуансон поднимается. На стойке 13, имеющей шарнирную опору, и на стойке 14 с гайкой бараш к 15 закреплена щтанга 16, несущая суппорт с резцом 17. Положение резца контролируется миллиметровой шкалой 1бИ лимбом микрометрического винта 19, которым резец устанавливают на разные диаметры выреза. Резец к ппаншайбе вниз и вверх подают винтом Держатель 21 резца имеет отверстие в которое вводят стержень резца, закрепляемого винтом 22. Резец заточен таким образом, что нижняя режущая кром ка образует с горизонталью угол dтак, что вершина угла заточки направле на к вырезаемому стеклу, а боковая внутренняя грань наклонена к вертикали на угон fi соответствующий углу пазе обойка часов. Лобовая поверхность режущей грани резца выполнена вогнутой. После подъема пуансона штангу с суппортом устанавливают в рабочее положение, закрепляют на второй стойке, резец по линейке и микрометрическому лимбу устанавливают на требуемый диаметр. Включают электродвигатель и вырезают стекло путем вертикальной подачи резца. Формула и.зобретения 1.Устройство для изготовления выпуклых круглых часовых стекол из органического листового материала, содержащее прессовоеf устройство в виде подвижного полого цилиндрического пуансона с буртиком на формующей кромке и предварительно награваемой съемной матрицы в виде выпуклого грибка, о т л и ч а ющ е е с я тем, что, с целью повышения чистоты обработки образующей кромки стекла и достижения высокой точности его размера, оно снабжено токарным устройством с планшайбой, закрепленной на оси вертикально размещенного SHeKTpgдвигателя а на штанге токарного устройства, имеющей .две опоры, установлен суппорт, содержащий неподвижную рамку с миллиметровой шкалой и паз для подвижного вк-ладыша, перемещаемого относительно штанги с помощью микрометрического винта с лимбом, нулевое деление которого при совпадении с нулевым делением миллиметровой шкалы соответствует положению резца в центре вращения планшайбы, в которой установлена съемная матрица. 2.Устройство по п. 1, о т л и ч а ющ е е с я тем, что, с целью обеспечения чистоты обработки кромок обрабатываемого стекла и удобства регулировки, резец имеет круглый стержень и три полированные Грани, образукнцие режущие кромки, нижняя из которых расположена под углом к горизонтали так, что вершина угла заточки направлена к вырезаемому стеклу, боковая внутренняя грань наклонена к вертикали на угол, соответствующий углу паза ободка часов, а ло бовая поверхность выполнена вогнутой. Источники информации, принятые во внимание при экспертизе 1.Патент Швейцарии № 51О912, к л. GO4 D3/O6, 1971. 2.Патент Швейцарии I 569999, кп. QO4 D 3/О6, 1971,
4
Ч/
4-/
/
иг.
ПолироВать
иг.г
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ для ЗАТОЧКИ ГРАНЕЙ И РАДИУСА ПРИ ВЕРШИНЕ РЕЗЦА | 1968 |
|
SU221526A1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| Резец для измельчения древесины в технологическую щепу | 1982 |
|
SU1139626A1 |
| СПОСОБ НАРЕЗАНИЯ ЛИМБА С ТРАПЕЦЕИДАЛЬНОЙ ФОРМОЙ ШТРИХОВ И КРУГОВАЯ ДЕЛИТЕЛЬНАЯ МАШИНА ДЛЯ ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2094205C1 |
| Протяжной суппорт к зубофрезерному станку | 1978 |
|
SU1022783A1 |
| РУБАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ | 2000 |
|
RU2182535C1 |
| Резец для измельчения древесины в технологическую щепу | 1987 |
|
SU1493473A1 |
| Т "'^ВСЕСОЮЗНАЯ f^AlirHp-TEPliHEGnASj | 1973 |
|
SU369540A1 |
| Приспособление для метки клеток | 1978 |
|
SU901973A1 |
| УСТРОЙСТВО для ЗАТОЧКИ и ФУГОВКИ пильных ЦЕПЕЙи РЕЗЦОВ | 1969 |
|
SU258052A1 |