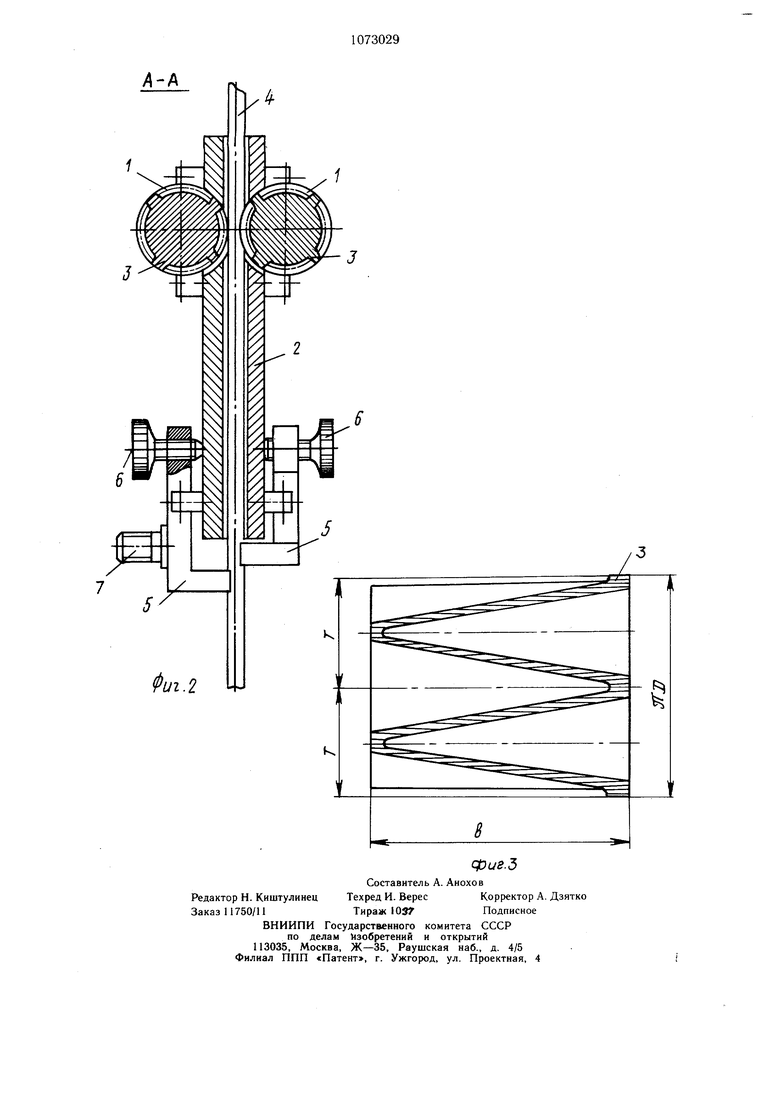
Изобретение относится к оборудованию для электросварки и наплавки, в частности к устройствам для подачи электродных про волок в многоэл ктродных автоматах. Известно устройство для раздельной подачи электродных проволок при многоэлектродной сварке или наплавке, содержащее приводные ролики для подачи проволок, установленные на параллельные приводные валы, вращающиеся с переменными скоростями и снабженные кулачковыми полумуфтами, перемещающимися вдоль валов и соединяющимися с кулачковыми полумуфтами, жестко связанными с приводными роликами, которые установлены свободно на приводных валах. Известное устройство обеспечивает регулирование щирины щва за счет включения приводных роликов, установленных на параллельные приводные валы с помощью кулачковых полумуфт. Быстродействие при работе известного устройства определяется инерционностью кулачковых полумуфт в момент включения и вполне согласуется со скоростью изменения щирины щва, пропорциональной скорости наплавки 1. Однако периодическое включение и выключение подачи электродных проволок со скоростями, равными скорости перемещения дуги, с одного электрода на другой. соответствующее характеру процесса, известное устройство не обеспечивает. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для подачи электродной проволоки, содержащее плоский мундщту с отверстиями для электродных проволок и пару подающих валков, расположенных в боковых выемках мундщтука 2. Однако устройство характеризуется сложностью его изготовления и недостаточной надежностью в эксплуатации. Цель изобретения - упрощение конструкции и повышение надежности работы. Поставленная цель достигается тем, что в устройстве для подачи электродной проволоки, содержащем плоский мундщтук с отверстиями для электродных проволок и пару подающих валков, расположенных в боковых выемках мундщтука, подающие валки выполнены с выступами по всей их щирине, расположенными на поверхности каждого валка под углом к образующей в вид непрерывной периодической линии, вершины которой лежат вдоль оси на противоположных торцах валков. На фиг. 1 изображена схема предлагаемого устройства; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - развертка рабочей Поверхности подающего валка. Устройство содержит подающие валки 1, размещенные в выемках мундщтука 2 с выступами 3 по всей ширине валков. Поверхность кромки 3 выступает на некоторую заданную высоту по отношению к цилиндрической образующей подающих валков. Электродные проволоки 4 поочереди подаются подающими валками шириной в к токоподводящим щеткам 5. Втягиванию из мундщтука электродных проволок 4, находящихся в данный момент вне зоны захвата подающих валков, препятствуют токоотводящие щетки 5, усилия нажатия которых регулируются винтами 6, сварочный провод крепится щпилькой 7. Площадки захвата электродных проволок 4 подающими валками 1 лежат на непрерывной периодической линии, имеющей целое число периодов Т. Устройство работает следующим образом. Смежные электродные проволоки 4 последовательно зажимаются рабочими поверхностями подающих валков 1, расположенных по непрерывной периодической линии, При вращении валков силами сцепления передают движение очередной проволоке или их группам . Периодичность подачи определяется периодом непрерывной линии рабочей кромки и угловой частотой враще.оА. „,л.,.,„ „ ,,,„,, ,,„,. „„„ - ния валков. Длительность подачи каждой отдельной проволоки в полуциклах подачи определяется шириной рабочей поверхности кромок 3. Реализация устройства осуществляется при подаче проволоки диаметром 3 мм марки СВ-08 в количестве 10 штук, подаваемых цилиндрическим валкам с диаметром рабочей поверхности в виде непрерывной периодической линии 64,5 мм. При скорости подачи 180 м/ч период подачи за один оборот ведущего валика составляет 0,200,3 с при скорости вращения валка 1 - 1,5 об/с. Привод осуществляется от электродвигателя типа АО-2 через двухступенчатый редуктор. Питание наплавочного автомата осуществляется от стандартного источника питания типа ВДМ-1601. Эффективность изобретения по сравнению с прототипом, принятым в качестве базового объекта, достигается за счет упрош ния конструкции и надежности работы устройства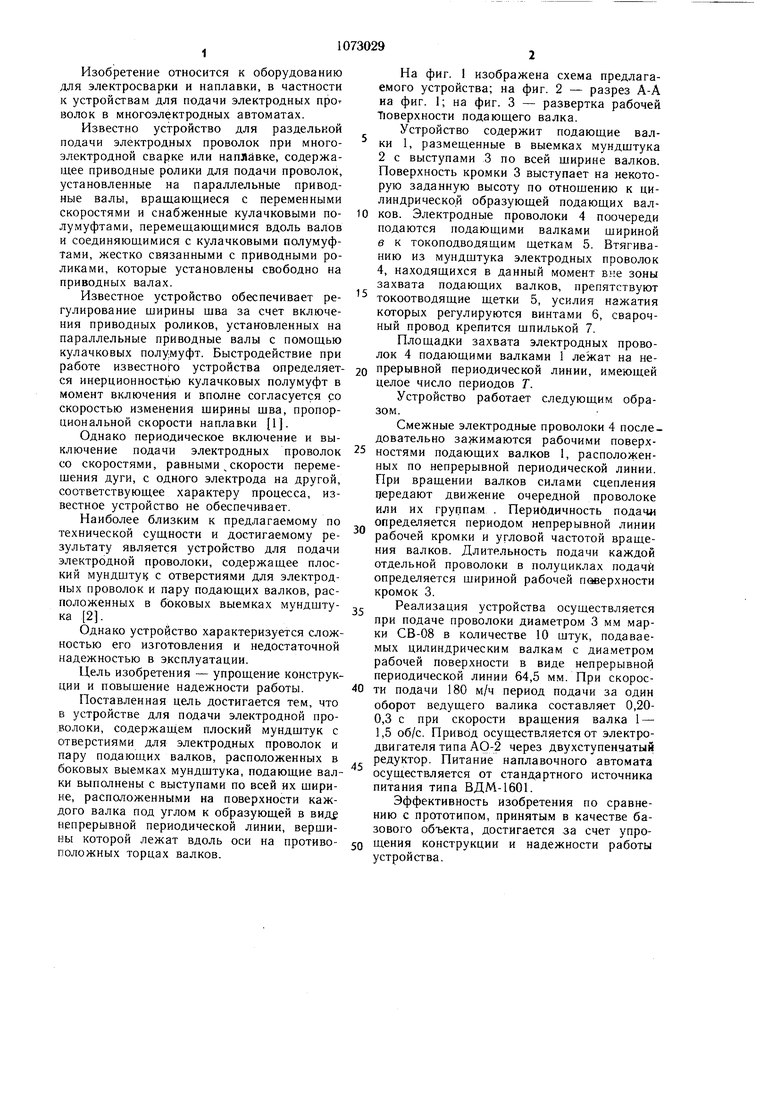
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи электродной проволоки | 1982 |
|
SU1109277A2 |
| Механизм для подачи электродной проволоки | 1982 |
|
SU1073030A1 |
| Механизм подачи электродной проволоки | 1982 |
|
SU1107976A1 |
| Механизм подачи проволоки для многоэлектродной сварки и наплавки | 1975 |
|
SU552157A1 |
| МЕХАНИЗМ ДЛЯ РАЗДЕЛЬНОЙ ПОДАЧИ ЭЛЕКТРОДНЫХ | 1966 |
|
SU179863A1 |
| Устройство для автоматической многопроходной сварки кольцевых швов | 1972 |
|
SU438505A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Устройство для автоматической наплавки | 1977 |
|
SU729012A1 |
| УСТРОЙСТВО для НАПЛАВКИ | 1973 |
|
SU404595A1 |
| Механизм подачи электродной проволоки для многоэлектродной сварки и наплавки | 1990 |
|
SU1787721A1 |
УСТРОЙСТВО ДЛЯ ПОДАЧН ЭЛЕКТРОДНОЙ ПРОВОЛОКИ, содержащее плоский мундштук с отверстиями для электродных проволок и пару подающих валков, расположенных в боковых выемках мундщтука, отличающееся тем, что, с целью упрощения устройства и повышения надежности работы при непрерывной последовательной подаче нескольких электродов, подающие валки выполнены с выступами lui всей их ширине, расположенными на поверхности каждого валка под углом к образующей в виде непрерывной периодической линии, вершины которой лежат вдоль осп ни противоположных торцах валков. (Л оо со 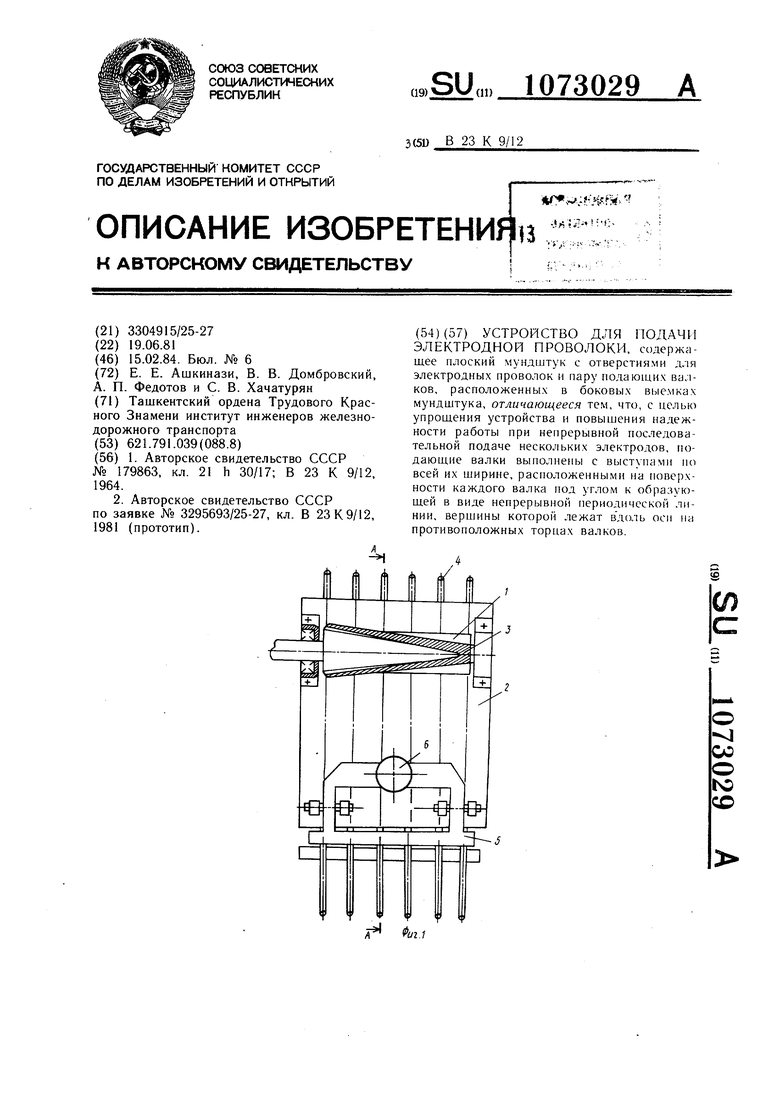
| I | |||
| МЕХАНИЗМ ДЛЯ РАЗДЕЛЬНОЙ ПОДАЧИ ЭЛЕКТРОДНЫХ | 0 |
|
SU179863A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по заявке № 3295693/25-27, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
