со to
Изобретение относится к оборудо- ванию для электроконтактной сварки и наплавки и может быть использовано для подачи электродных проволок в многоэлектродных автоматах.
По основному авт.св. № 1073029 известно устройство для подачи электродной проволоки, содержащее плоский мундштук с отверстиями для электродных проволок и пару подающих вапков сю
выступающими рабочими кромками, расположенного по поверхности каждого валка в виде непрерывной периодической линии и размещенные в боковых выемках мундштука Llli.
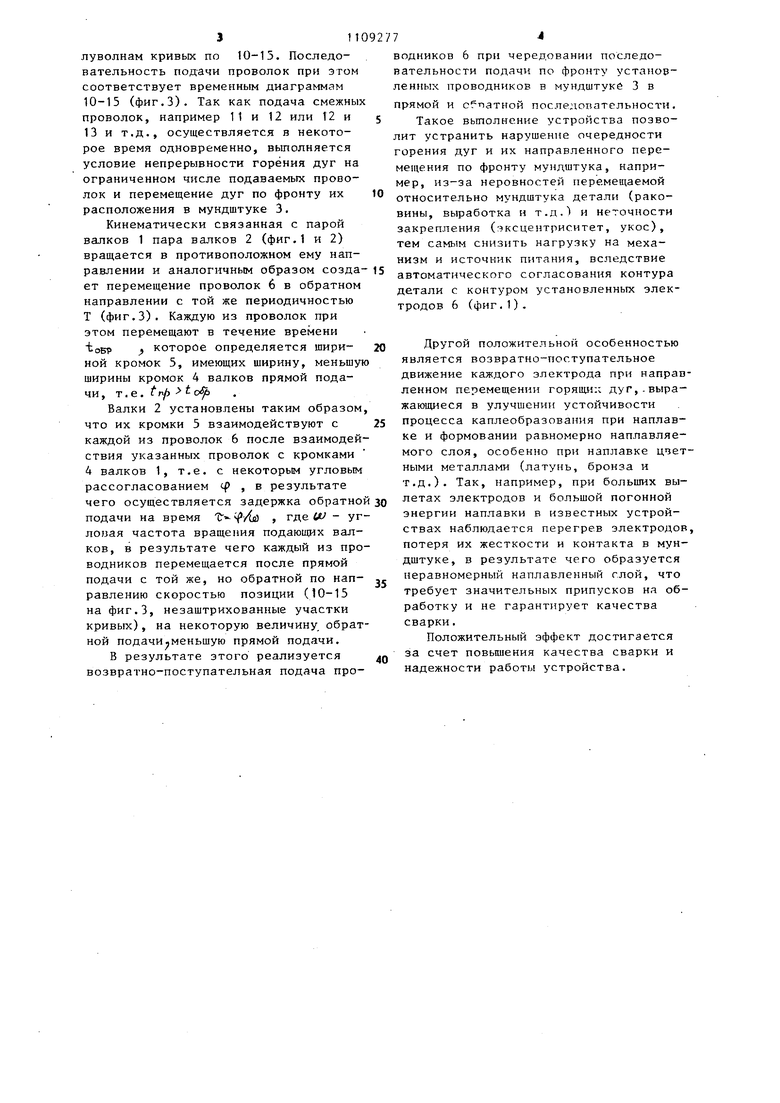
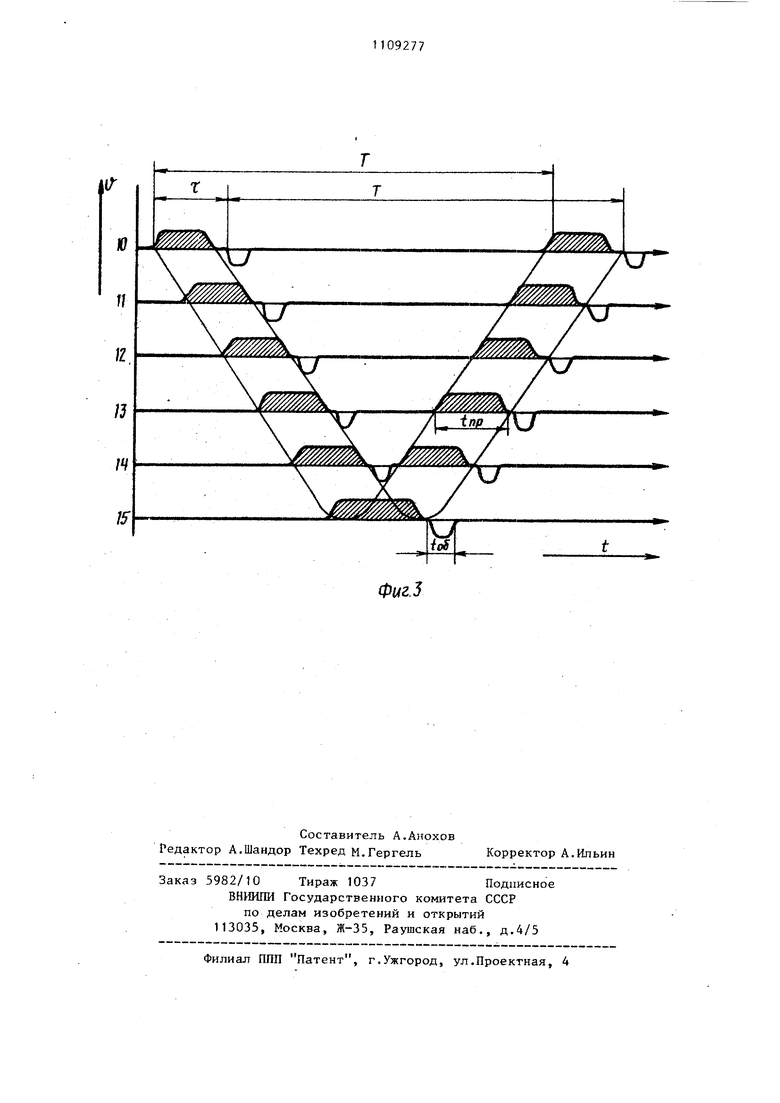
Недостатком известного устройства является нарущение очередности горения сварочных дуг, а так же невозможность возвратно-поступательной подачи электродов с чередованием подавае- 20 мых электродов, что снижает качество сварки и ограничивает использование устройства. Цель изобретения заключается в по вьпиении качества сварки путем устра. нения вероятности нарушения очередности горения дуг на неровных поверх ностях , Поставленная цель достигается тем, что устройство для подачи электродной проволоки, содержащее плоски мундщтук с отверстиями для элелтродных проволок и пару подающих валиков с выступающими рабочими кромками, расположенными на поверхности каждого валка в виде непрерывной периодической линии и размещенными в боковы выемках мундштука, снабжено дополни тельной парой подающих валков с выступами по всей ширине, расположенны ми на поверхности каждого валка под углом к образующей в виде непрерывно периодической линии, вершины которой лежат вдоль оси на противоположных торцах валков, последние установлень в боковых выемках мундштука параллельно первой паре с возможностью вращения в направлении противоположном направлению вращения первой пары причем выступы непрерьгеной периодической линии второй пары валков смещены относите.льно первой пары валков на 90°. На фиг.1 изображена схема устройства; на фиг.2 разрез А-А на фиг.1 на фиг.З - диаграмма подачи электродной проволоки, осуществляемой устройством.
Устройство содержит подающие валки 1 и 2 прямой и обратной подачи соответственно, мундштук 3, рабочие кромки 4 и 5 валков прямой и обратной подачи соответственно, электродные проволоки 6, щетки 7, регулирующие пинты 8, щпильку 9.
На фиг.З обозначены временные диаграммы 10-15 подачи электродных
и обратной подачи соответственно, время Т подачи цикла.
Подающие валки 1 и 2 прямой и обратной подачи соответственно, размещенные в выемках мундштука 3, имеют рифленую поверхность рабочих кромок А и 5. Кромки валков прямой подачи имеют ширину поверхности большую,чем поверхность кромко обратной подачи. проволок, btiv и toep - время прямой Кромки 4 и 5 выступают на некоторую заданную высоту по отношению к образующей валков и входят в зацепление с электродными проволоками 6. Вытягиванию из мундштука электродных проволок 6, находящихся вне зоны захвата валков, препятствуют токоведущие щетки 7, усилие натяжения которых регулируется винтами 8. Кромки 4 и 5 валков лежат на поверхности валков 1 и 2 по периодической линии, имеющей целое число периодов, например по эллиптической линии с периодом, равным единице. Вершины периодической линии рабочих кромок расположены в торцовой области валков . Устройство работает следующим образом. Пара валков 1 вращается во встречном направлении и входит согласовано рабочими кромками 4 в зацепление с проволоками 6 или их группами и по- дает их поочередно в прямой последовательности по фронту их расположения в мундштуке 3 в сторону рабочей зоны наплавки и щеток 7, осуществляющих токоподвод к проводникам. Периодичность подачи определяется периодом расположения линии кромок валков 4 и угловой частотой вращения валков, следовательно, за один оборот валка 1 каждая электродная проволока подается в течение времени ttip с периодичностью по времени Т.,равному- времени одного оборота валка (фиг.З),со скоростьюрравной окружной скорости движения рабочих кромок соответствующей заштрихованным положительным полуволнам кривьк по 10-15. Последовательность подачи проволок при этом соответствует временным диаграьдаам 10-15 (фиг.З). Так как подача смежных проволок, например 11 и 12 или Т2 и 13 и т.д., осуществляется в некоторое время одновременно, выполняется условие непрерывности горения дуг на ограниченном числе подаваемых проволок и перемещение дуг по фронту их расположения в мундштуке 3.
Кинематически связанная с парой валков 1 пара валков 2 (фиг.1 и 2) вращается в противоположном ему направлении и аналогичным образом созда ет перемещение проволок 6 в обратном направлении с той же периодичностью Т (фиг.З). Каждую из проволок при этом перемещают в течение времени toEp ) которое определяется шириной кромок 5, имеющих ширину, меньшу ширины кромок 4 валков прямой подачи, т.е. trp to
Валки 2 установлены таким образом что их кромки 5 взаимодействуют с каждой из проволок 6 после взаимодействия указанных проволок с кромками 4 валков 1, т.е. с некоторым угловым рассогласованием ср , в результате чего осуществляется задержка обратно подачи на время t , где (fJ - угло1зая частота вращения подаю1дах валков, в результате чего каждый из проводников перемещается после прямой подачи с той же, но обратной по направлению скоростью позиции (10-15 на фиг.З, незаштрихованные участки кривых), на некоторую величину обратной подачи меньшую прямой подачи.
В результате этого реализуется возвратно-поступательная подача проводников 6 при чередовании последовательности подачи по фронту устанорленных проводников в мундштуке 3 в
прямой и с патной последовательности. Такое вьтолнение устройства позволит устранить нарушенпе очередности горения дуг и их направленного перемещения по фронту мундштука, например, из-за неровностей перемещаемой относительно мундштука детали (раковины, выработка и т.д.) и неточности закрепления (эксцентриситет, укос), тем самым снизить нагрузку на механизм и источник питания, вследствие автоматического согласования контура детали с контуром установленных электродов 6 (фиг.1).
Другой положительно особенностью является возвратно-поступательное движение каждого электрода при направленном перемещении гopяш l:; дуг,-выражающиеся в улучшении устойчивости процесса каплеобразования при наплавке и формовании равномерно наплавляемого слоя, особенно при наплавке цветными металлами (латунь, бронза и т.д.). Так, например, при больших вылетах электродов и большой погонной энергии наплавки в известных устройствах наблюдается перегрев электродов потеря их жесткости и контакта в мундштуке, в результате чего образуется неравномерный наплавленный слой, что требует значительных припусков на обработку и не гарантирует качества сварки.
Положительный эффект достигается за счет повышения качества сварки и надежности работы устройства.
Фиг2
Фиг.З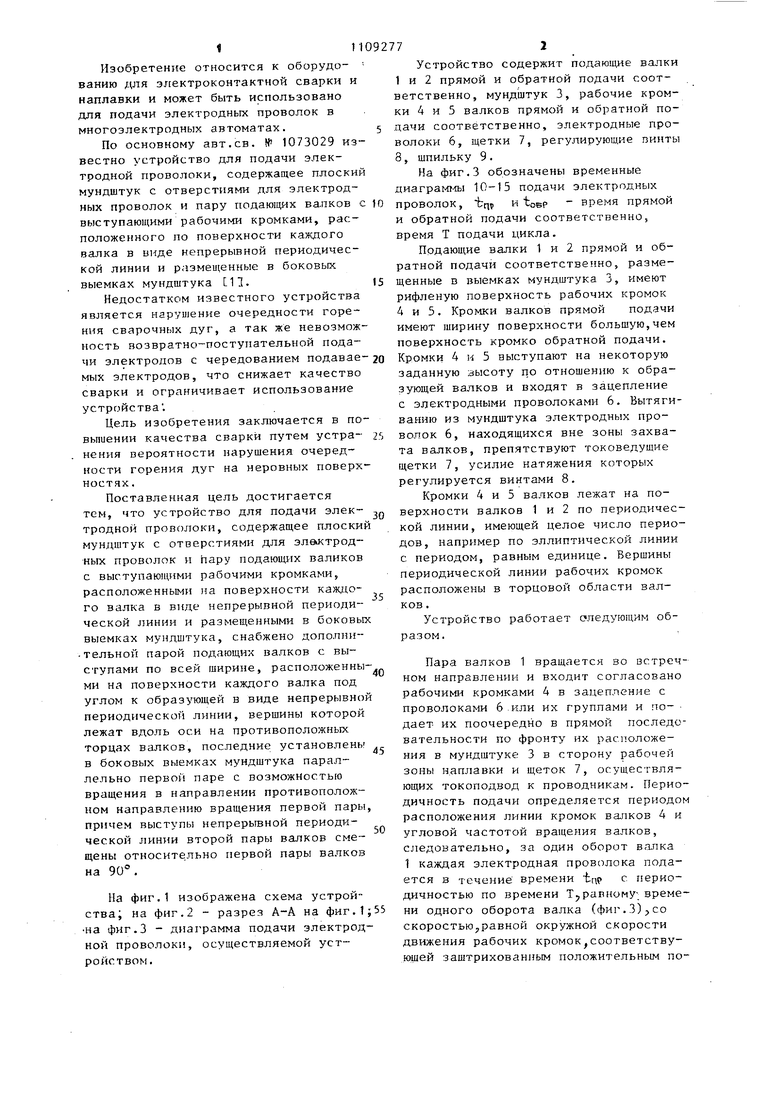
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи электродной проволоки | 1981 |
|
SU1073029A1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
| Способ дуговой механизированной двухэлектродной сварки | 2016 |
|
RU2639586C1 |
| Устройство для подачи электродных проволок | 1981 |
|
SU967714A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2648618C1 |
| СПОСОБ ДУГОВОЙ МЕХАНИЗИРОВАННОЙ ИМПУЛЬСНОЙ НАПЛАВКИ | 2017 |
|
RU2641940C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| Способ электродуговой обработки и устройство для его осуществления | 1989 |
|
SU1708555A1 |
УСТРОЙСТВО ДПЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ по авт.св. № 1073029, отличающееся тем, что, с целью повышения качества сварки путем устранения вероятности нарушения очередности горения -дуг на неровных поверхностях, устройство снабжено дополнительной парой подающих валков с выступами по всей ширине, расположенными на поверхности каждого валка под углом к образующей в виде непрерывной периодической линии, вершины которой лежат вдоль оси на противоположных торцах валков, последние установлены в боковых выемках мундштука параллельно первой паре с возможностью вращения в направлении, противоположном направлению вращения первой пары, причем выступы непрерывной периодической линии i второй пары валков смещены относительно первой пары валков (Л на. 90 f
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для подачи электродной проволоки | 1981 |
|
SU1073029A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
