1
Изобретение относится к области восстановления и изготовлення деталей сваркой и наплавкой.
Известен механнзм подачи нроволоки для многоэлектродной нанлавкн и сварки, содержащий размен1,енные в корпусе направляющие проволок, установленные на обш,ем валу нриводные ролики н поднружиненный прижим 1.
Эта конструкция позволяет одновременно подавать проволоки разного диаметра. Однако она не предусматривает оперативного изменения количества подаваемых проволок, в чем бывает необходимость прн наплавке швов, имеющих различную ширину по длине, при одновременной сварке нескольких швов, имеюншх различную длину, при быстрой нерепаладке механизма для наплавки швов различной ширины. Кроме того, данное устройство не предусматривает подачу проволок с разной между собой скоростью, что необходимо для качественного формирования шва при наплавке поверхностей с галтелями, конусных поверхностей,- а та;кже при- заплавлении пазов, имеющих различную по длине глубину.
Целью изобретения является создание механизма, позволяющего изменять число подаваемых проволок и подавать их с разной между собой скоростью.
Согласно изобретению, поставленная цель достигается тем, что приводные ролики жестко закреплены на валу, прижим выполнен в виде коромысел, установленных на общей оси в соответствии с числом нодаваемых проволок и несущих вилки с нрижимными роликами, и приводных кулачков, расположенных также на общей оси и взаимодействующих с одним из плеч соответствующих коромысел, другое плечо которых подпружинено, при этом вилки закреплены на коромыслах через набор нрокладок.
Кроме того, приводные ролики выполнены сменными и разного диаметра.
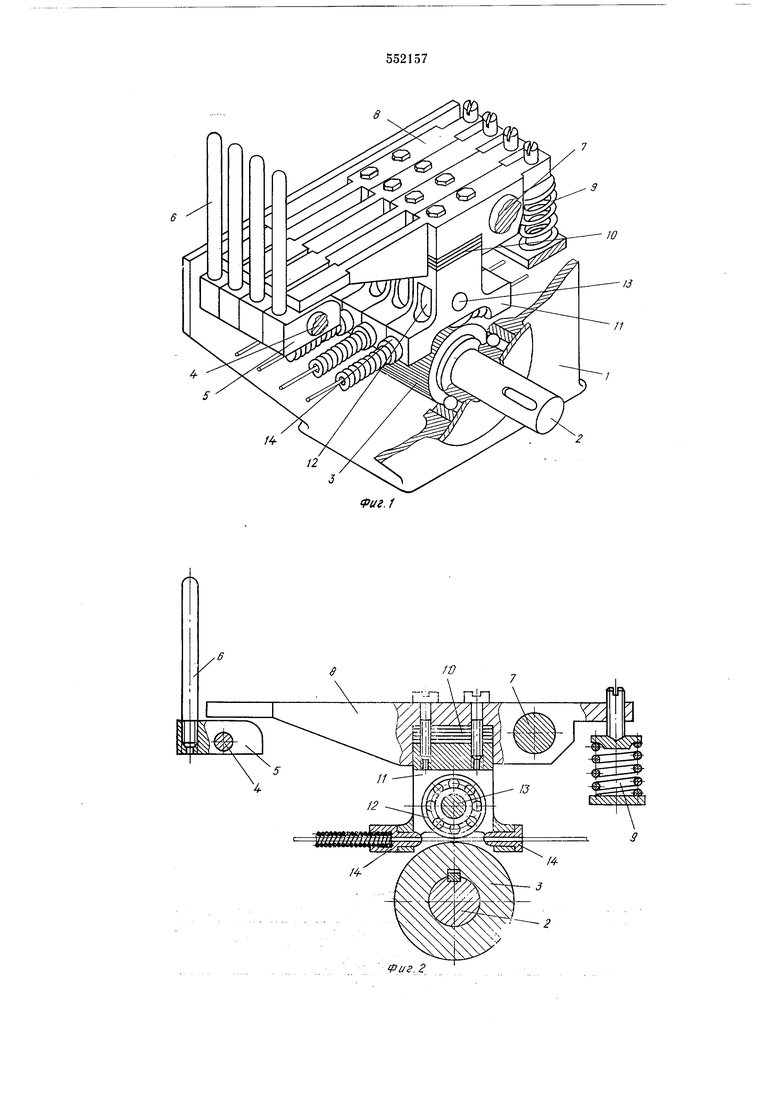
На фиг. 1 дан общий вид механизма подачи проволоки для многоэлектродной сварки и наплавки с частичным вырезом стенки корпуса; на фиг. 2 - узел прижима.
Механизм нодачи проволоки состоит из корпуса 1, Б котором установлен ведущий вал 2. На валу с помощью шпонки установлены приводпые ролики 3, ось 4 с установленными на пей (Кулачками 5 с ручками 6 и ось 7 с сидящими на ней коромыслами 8. Каждое коромысло подпружинено с одного плеча пружиной 9, а к другому его плечу прикреилена через набор прокладок 10 вилка И с установленными в ней прижимным роликом 12 на оси 13 и направляющими для проволок 14.
Механизм работает следующим образом.
Проволока прижимается роликом 12 к приводному ролику 3 и подается при вращеини последнего за счет силы трения, возникающей между приводным роликом и самой проволокой при прижиме. Включение и отключение подачи проволоки, т. е. соответственно опускание и подъем прижимного ролика, производится поворотом кулачка с ручкой.
Конструкция механизма подачи проволоки позволяет производить непрерывную наплавку швов, имеющих различную щирину по длине и непрерывную сварку нескольких швов, имеющих различную длину и ширину, а также позволяет производить быструю переналадку механизма для наплавки швов различной щирины. Использование сменных приводных роликов разного диаметра позволяет подавать проволоки в зону горения электрической дуги со скоростями, обеспечивающими качественное формирование щва при наплавке поверхностей с галтелями, конусных поверхностей, а также прц заплавлении пазов, имеющих различную по длине глубину. Отключение и включение пэдачи проволоки нутем подъема и опускания прижимного ролика обеспечивает удобство при эксплуатации механизма.
Формула изобретения
1.Механизм нодачи проволоки для многоэлектродной сварки и наплавки, содержащий
размещенные в корпусе направляющие проволок, установленные на общем валу приводnbie ролики и подпружиненный прижим, о тличающийся тем, что, с целью обеспечения возможности изменения числа подаваемых проволок, приводные ролики жестко закреплены на валу, прижим выполнен в виде коромысел, установленных на общей оси в соответствии с числом подаваемых проволок и несущих вилки с прижимными роликами, и
приводных кулачков, расположенных также на общей оси и взаимодействующих с одним из плеч соответствующих коромысел, другое плечо которых подпружинено, а вилки закреплены на коромыслах через набор прокладок.
2.Механизм подачи но п. 1, отличающийся тем, что, с целью изменения скорости подачи проволок, приводные ролики выполнены сменными и разного диаметра.
Источники информации, принятые во внимание при экспертизе: 1. Авт. св. № 183852, В 23К 9/12, 1963.
/
12
JO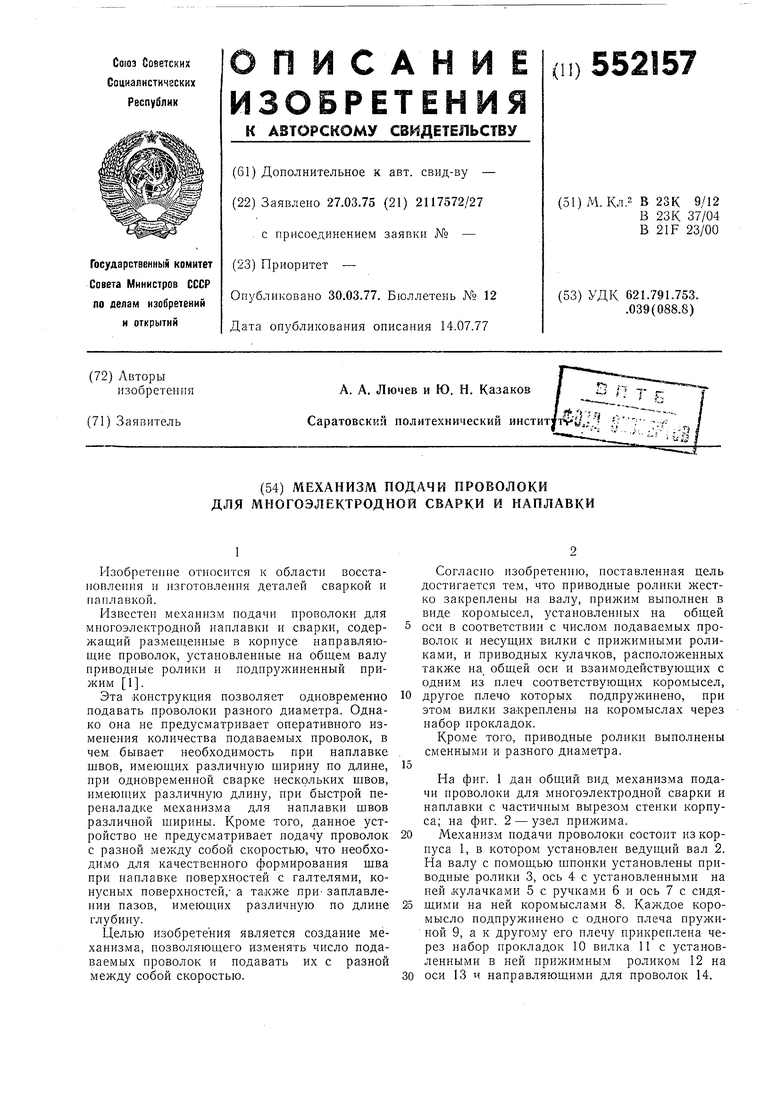
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм подачи электродной проволоки для многоэлектродной сварки и наплавки | 1990 |
|
SU1787721A1 |
| Устройство для подачи электродной проволоки | 1981 |
|
SU963756A1 |
| Устройство для подачи электроднойпроволоки | 1973 |
|
SU508355A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1994 |
|
RU2063337C1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| МЕХАНИЗМ ДЛЯ РАЗДЕЛЬНОЙ ПОДАЧИ ЭЛЕКТРОДНЫХ | 1966 |
|
SU179863A1 |
| Устройство для дуговой сварки с поперечными перемещениями электрода | 1977 |
|
SU732099A1 |
| Автомат Петрова для сборки и сварки кожухов центробежных вентиляторов | 1983 |
|
SU1138284A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Автомат для сварки и способ его перемещения | 1988 |
|
SU1556854A1 |