Изобретение относится к контактной сварке и может быть использовано для управления процессом точечной и шовной сварки. Известен способ автоматического управления процессом точечной и шовной сварди, по которому измеряют сварочный ток в прямопропорциональиой зависимости от величины акустической проводимости зоны сварки при ее озвучивании продольными ультразвуковыми колебаниями и отключают сварочный ток при достижении акустической проводимостью зоны сварки величины, соответствуюшей оптимальному размеру сварного ядра 1. Однако этот способ не обеспечивает достаточной надежности регулирования процесса при сварке деталей из тонколистовых, менее 0,3-0,4 мм, материалов, так как управление процессом зависит от стабильности охлаждения электродов, темпа сварки и толщины свариваемых деталей. Наиболее близким к изобретению является способ управления процессом точечной и шовной сварки, основанный на измерение контролируемого параметра в процессе сварки и отключении сварочного тока по достижении контролируемым параметром заданной величины 2. Недостатком известного .способа является низкая стабильность сварных соединений, что определяется значительными погрешностями измерения велич,ины перемещения подвижного электрода, .являющейся контролируемым параметром. Цель изобретения - увеличение стабильности качества сварного соединения за счет повышения точности момента отключения сварочного тока.. Цель достигается тем, .что в способе управления процессох точечной и шовной, сварки, основанном на .п.змерении контролируемого параметра в. процессе сварки и отключении сварочного тока по. достил ении контролируемым цараметром заданной величины, в качестве контролируемого параметра используют отрицательное значение ускорения в процессе подъема подвижного электрода и по достижении им заданного значения отключают сварочный ток. На жестком режиме наиболее интенсивный рост расплавленного ядра происходит на стадии подъема электрода в период его замедленного . Любому моменту времени, относящемуся к данному периоду, соответствует вполне определенное мгновенное.значение ускорения замедленного движения и определенный диаметр
ядра сварной точки. Отключение сварочного тока в тот или иной момент указанного отрезка времени, в зависимости от заданной величины ускорения, обеспечивает требуемый размер ядра сварной точки. Таким образом, в данном снособе более точно определено время выключения сварочного тока, что способствует повышению стабильности качества сварных соединений.
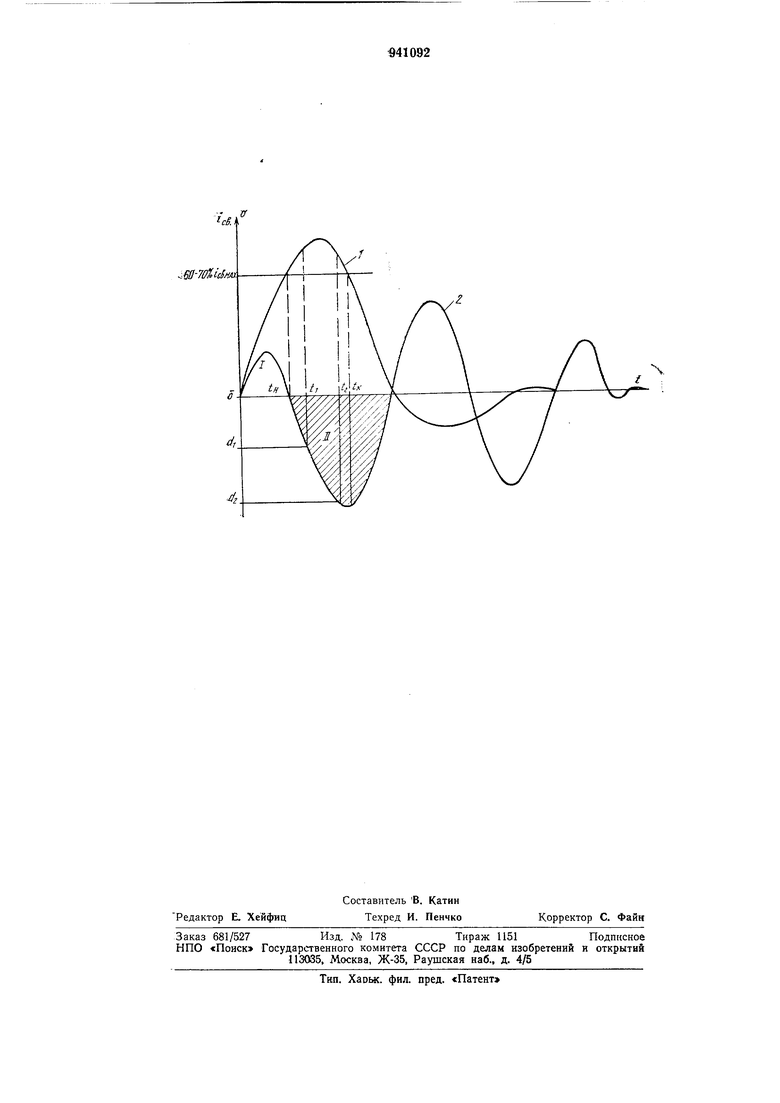
На схеме изображена осциллограмма, иллюстрирующая данный способ.
Кривые 1 и 2 показывают изменение соответственно сварочного тока и ускорения во времени. Уровни ai и а соответствуют двум различным заданным значениям уско-, рения. Временем t и t определяется длительность сварочного импзльса до выключения, /„ 11 к- врем1Я начала и конца роста расплавленного ядра.
Способ осуществляют следующим образом.
При нагреве деталей сварочным током (кривая 1) подви}кный электрод машины перемещается с ускорением а. Часть кривой 2, описывающая область I, соответствует ускоренному подъему электрода, описывающая область II - замедленному подъему. По достижении сварочным током в период его нарастания 60-70% своего амплитудного значения начинает образовываться расплавленное ядро. Это соответствует моменту времени „. Обычно интенсивное развитие зоны расплавления продолжается до момента времени t К этому моменту величина тока сиижается до 60- 70% амплитудного значения, процесс плавления металла прекращается, и начинается его кристаллизация под током. Управлять процессом свар.ки, т. е. получать заданные размеры ядра посредством выключения сварочного тока в определенный момент времени, например, /i и /2, возможно лищь на стадии интенсивного роста расплавленного ядра. Как видно из осциллограммы, область II замедленного подъема электрода расположена в указанном интервале. Следовательно, величина ускорения является определяющим фактором при выборе момента времени выключения сварочного тока для обеспечения оптимальных размеров ядра. При достижении ускорениями замедленного подъема заданной величины, которую выбирают в зависимости от требуемого размера литого ядра, сварочиый ток отключают.
Данный способ испытан при точечной сварке партии образцов в количестве 500 щт. из листовой стали 12XI8HIOT толщиной 0,15 мм на конденсаторной мащине типа MTK-I601. Перед началом сварки
опытным путем был определен уровень сигнала ускорения подвижного электрода при замедленном его движении, равный 125 мВ, что соответствовало диаметру литого ядра 1,2 мм. По достижении данного уровня пронсходило автоматическое отключение сварочного тока. Как свидетельствуют результаты обработки экспериментальных данных, фактическое значение диаметра ядра отличается от заданного не более, чем на
5%. При использовании известных способов возможен разброс до 15%.
Таким образом, применение данного способа позволяет уменьшить разброс прочности в 2-3 раза и, тем самым, повысить
стабильность качества сварных соединений.
Формула изобретения
Способ управления процессом точечной и шовной сварки, основанный на измерении контролируемого параметра в процессе сварки и отключении сварочного тока по достижении контролируемым параметром заданной величины, отличающийся тем, что, с целью увеличения стабильности качества сварного соединения за счет повышения точности момента отключения сварочного тока, в качестве контролируемого параметра используют отрицательное значение ускорения в процессе подъема подвижного электрода и по достижении им заданного значения отключают сварочный ток.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 660799, кл. В 23 К 11/24, 1976. 2. Заявка Франции № 2005314, кл. В 23 К 11/00, 1969 (прототил).
.W-70%iclfiM
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля качества контактной точечной и шовной сварки | 1977 |
|
SU742072A1 |
| Способ контроля качества точечной и шовной сварки | 1980 |
|
SU941090A1 |
| Способ управления процессом точечной и шовной сварки | 1980 |
|
SU941091A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1991 |
|
RU2050237C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2009 |
|
RU2424097C1 |
| Устройство для контроля процесса контактной точечной и роликовой сварки | 1981 |
|
SU984764A1 |
| Способ контроля качества при контактной сварке | 1977 |
|
SU703270A1 |
| Способ автоматического управления процессом контактной точечной и шовной сварки | 1976 |
|
SU660799A1 |
| Способ контроля процесса контактной точечной сварки | 1990 |
|
SU1764894A1 |
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 2003 |
|
RU2262755C2 |