СС
о о о
Изобретение относится к механосборочному производству; в частности к роторным машинам для сборки узлов оптических приборов.
Известен ротор для сборки двух элементов, имеющий центральный вал с закрепленными в его средней части дисками (блокодержат€ лями) с пазами для ус.тановки блоков инструмента и цилиндрические барабаны, в пазах которых соосно с блоками инструментов расположены ползуны, . приводимые в движение роликами, обкатывающимися по неподвижным копирам и соединенные в осевом направлении с подвижньлми инструментами
Известен ротор сборки линз в оправахf содержащий смонтированный на приводном валу диск с равномерно расппоженными по окружности рабочими головками с пуансона1--ш и закрепленным на пуансонах инструментом для завальцовки, установленными с возможностью возвратнопоступательного перемещ ния вдоль оси ротора, и ложементы для изделия расположённые соосно рабочим головкам СЗ.
Однако известные роторы не обеспечивают качество сборки из-за большого разброса толщины линз.
Цель изобретения - повышение качества сборки путем обеспечения постоянства размера светового диаметр линзы..
Указанная цель обесп€;чивается за счет того, что технологический pojop сборки линз в опргшах, содержаадий смонтированный на приводном валу диск с равномерно расположенными по окружности рабочими головками с пуансонами и закрепленными на пуансонах инструментами для завальцовки, установленными с возможностью возвратно-поступательного перемещения вдоль оси ротора, и ложементы для изделия, расположенные соосно с рабочими головками, снабжен механизмами контроля толщины линзы, а каждая рабочая головка снаблсена полой пинолью с инструментом для подрезания торца буртика оправы, при этом каждый пуансон выполнен полым, пиноль уста,новлена внутри пуансона с возможностью осев/го возвратно-поступательного перемещения, а каждый механизм контроля толщины ликзн выполнен Е виде толкателя с буртиком на одном из концов, установленного внутри каждой пиноли с возмол ностью взаимодействия торцовой поверхностью с лизой, а буртиком с пиь:олью
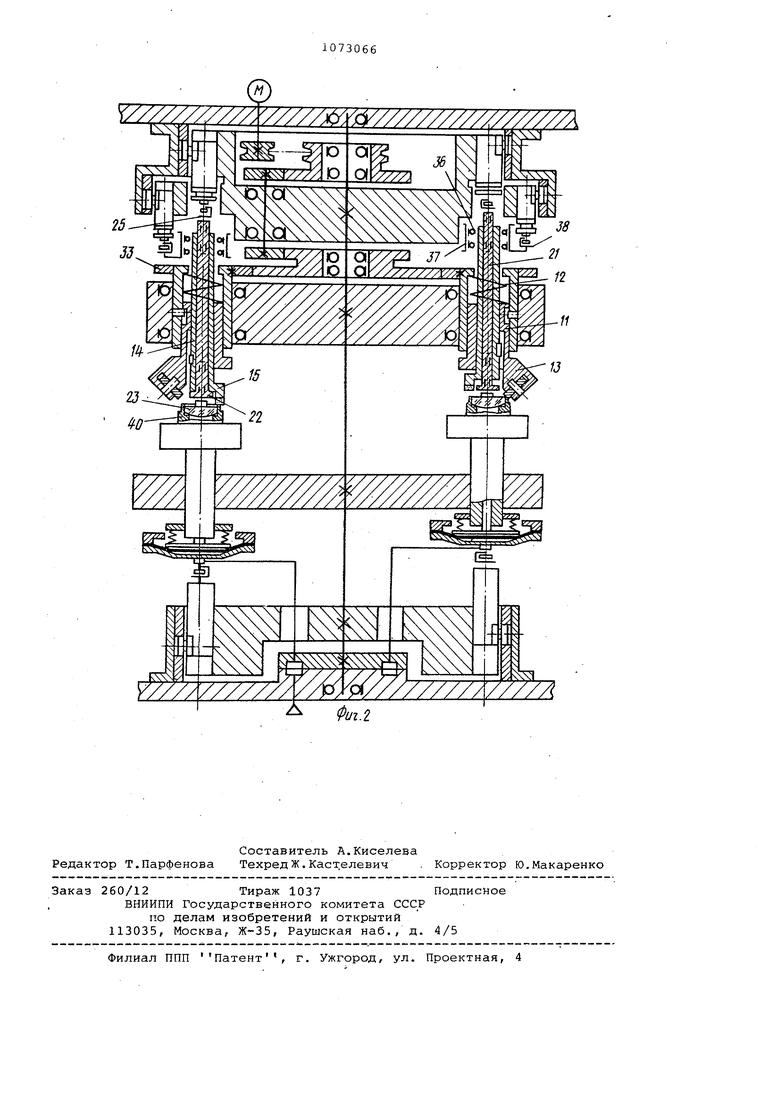
На фиг.1 изображен технологический ротор сборки линз в оправах, представлен продольный р1азрез (в положении приема собираемых деталей) ; на фкг.2 - то же (в положении подрезания торца буртика оправы и закатки буртика).
Технологический ротор содержит смонтированные на приводном валу 1 диск 2 с равномерно расположенными по окружности рабочими головками, установленными с возможностью возвратно-поступательного перемещения, барабан 3 с ползунами 4 и 5 и палом б,установленным в подшипниках 7, а также барабан 8 с ползунами 9 и диск 10 с ложементами для изделия, расположенными соосно с рабочими головками. Рабочая головка выполнена в виде полого пуан.сона 11 подпружиненного пружиной 12, с инструментом 13 для завальцовки, полой пиноли 14 с инструментом 15 для подрезания торца буртика оправы, установленной внутри пуансона 11 с возможностью осевого возвратнопоступательного перемещения. Ложементы для изделия выполнены в виде пуансонов 16, соединенных муфтами 17 с ползунами 9, цанговых патронов 18 с фиксирующими отверстиями 19 для закрепления изделия и диафрагменного пневмоцилиндра 20. Ротор снабжен механизмом контроля толщины линзы, выполненным в виде толкателя 21 с буртиком 22 на одном из концов, установленного внутри пиноли 14 с возможностью взаимодействия торцовой поверхностью с линзой 23, а поверхностью 24 буртика - с пинолью 14. Другим торцом толкатель 21 через муфту 25 соединяется с ползуном 4. На конце толкателя 21 со стороны буртика 22 на подшипниках установлен подпятник 26 На валу 6 зaкiзeплeны шестерни 27 . и 28, Иестерня 28 находится в зацеплении с блоком 29, закрепленным на валу 1 в подшипниках 30 и связанны д при помощи ременной передачи со шкивом 31 электродвигателя 32., На рабочей головке установлена шестерня 33, связанная с блокшестерней 34, установленной на валу 1 в подшипниках 35. На пиноли 14 в под1чипниках 36 закреплена обойма 37, которая через муФту 38 соединяет пиноль 14 с ползуном 5. Пода7 la воздуха к пневмоцилиндрам осуществляется от воздухораспределителя 39.
Технологический ротор сборки линз в оправах работает следующим образом,
Шарнирная рука транспортного ротора с оправой 40, сбазированной по собираемой поверхности, совершает вертикальное перемещение и стыкуется своими штырями с фиксирующими отверстиями 19 цангового патрона 18. Оправа 40 устанавливается в цанговом патроне 18 и при дальнейшем совместном вращении руки транспортного ротора и ротора сборки происходит зажим детали в цанговом патроне, после чего . рука транспортного ротора совершает перемещение вверх, расстыковывается с цанговым патроном 18 и уходит из рабочей зоны ротора сборки. Зажим и разжим детали в цанговом патроне 18 осуществляется при помощи штока 41 диафрагменным пневмоцилиндром 20, управляемым воздухораспределителем 39. При дальнейшем вращении ротора сборки аналогичный второй транспортный ротор своей рукой с линзой 23, сбазированной по собираемой поверхности, стыкуется с цанговым патроном 18. .Толкатель 21 совершает перемещение вниз при помощи ползуна 4 взаимодействующего с копиром 42, и устанавливает линзу 23 в оправу 40 При дальнейшем вращении ротора сбор ки толкатель 21 совершает перемещение вверх, рука второго транспортного ротора расстыковывается с цанговым патроном 18 и уходит из рабочей зоны ротора сборки. Затем пуансон 16с собранными деталями, зажатыми в цанговом патроне 18, при помощи ползуна 9, взаимодействующего с копиром 43, совершает перемещение вверх и устанавливается в первое рабочее положение. Толкатель 21 совершает перемещение вниз и своим подпятником 26 прижимает линзу 23 к оправе 40. Пиноль 14 при помощи ползуна 5, взаимодействующего с копиром 44, совершает перемещение вниз и инструментом 15 подрезает торец буртика оправы 40. При упоре пиноли 14 в торец буртика 22 толка теля 21 обработка заканчивается и тем самым выдерживается требуемый размер подрезания торца буртика оправы 40. Затем пиноль 14 и толкатель 21 перемещаются вверх и устанавливаются в свое верхнее положение. При дальнейшем вращении ротора сборки пуансон 16 с собранными деталями, зажатыми в цанговом патроне 18, совершает дальнейшее перемещение вверх и приходит во второе рабочее положение. При этом перемещении буртик оправы 40 входит в соприкосновение с инструментом 13 и при постоянном усилии, обеспечиваемом пружиной 12, происходит закатывание буртика оправы 40 на фаску линзы 23. Вращение пиноли 14 и пуансона 11 осуществляется от электродвигателя 32 при помощи шкива-31, блока 29, шестерен 27 и 28, блокшестерни 34 и шестерни 33-, При дальнейшем вращении ротора сборки пуансон 16 с собранными и завальцованными деталями, зажатыми в цанговом патроне 18, перемещается в свое нижнее положение. Происходит разжим собранных деталей в цанговом патроне 18 и они удаляются транспортно-выгрузочньгм ротором из ротора сборки. Предлагаемый технологический ротор сборки линз в оправах, по сравнению с базовым объектом, принятым за прототип, позволяет исключить ручные и маломеханизированные операции, что значительно повышает качество сборки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ротор для механической обработки заготовок | 1978 |
|
SU740479A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Клепально-вальцовочная головка | 1982 |
|
SU1061905A1 |
| Технологический ротор для сборки линз | 1988 |
|
SU1606308A2 |
| Автомат для сборки роторного типа | 1989 |
|
SU1708639A1 |
| Технологический ротор для сборки линз | 1987 |
|
SU1521548A1 |
| Автомат для сборки наконечников гибких шлангов | 1984 |
|
SU1186454A1 |
| Роторная машина для гидроформовки сильфонов | 1990 |
|
SU1745392A1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1990 |
|
SU1775239A1 |
| Ротор для механической обработки заготовок | 1987 |
|
SU1484598A1 |

ТЕХНОЛОГИЧЕСКИЙ РОТОР СБОРКИ ЛИНЗ В ОПРАВАХ, содержащий смонтированный на приводном валу диск с равномерно, расположенными по окруя ности рабочими головками с пуансонами и закрепленными на пуансонах инструментами для завальцовки, установленными с возможностью воз SCtCOT I tI iJAT;:;:::-- т i вратно-поступательного перемещения вдоль оси ротора, и ложементы для изделия, расположенные соосно с рабочими головками, о.т ли чаю щ и и с тем, что, с целью повышения качества сборки путем обеспечения постоянства размера светового диаметра линзы, он снабжен механизмами контроля толщины линзы, а каждая рабочая головка снабжена полой пинолью с инструментом для подрезания торца буртика оправы, при этом каждый пуансон выполнен полым, пиноль установлена внутри пуансона с возможностью осевого возвратнопоступательного перемещения, а каждый механизм контроля толщины зы выполнен в виде толкателя с буртиком на одном из концов, установленного внутри каждой пиноли с возможностью взаимодействия торцовой поверхностью с линзой, а буртиком с пинолью.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кошкин Л.Н | |||
| Комплексная автоматизация производства на базе роторных линий | |||
| М | |||
| Машиностроение, 1972, с.218, рис.187 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приборостроение и средства автоматики | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
