Изобретение относится к устройствам для местной вулканизации и предназначено для устранения основных видов повреждений пневмокамер: проколов в любом месте камеры, надрывов резинового покрытия вентилей, полного отрыва вентилей от камер, а также отслоения резинового покрытия от металлических трубок вентилей. Наиболее близким к изобретению по технической сущности и достигаемому результату является вулканизатор для ремонта пневматических камер, содержащий смонтированные на струбцине опорную плиту и обогреваемую нажимную плиту с центральным отверстием 1. Этот вулканизатор обеспечивает ремонт разрывов камеры и пятки вентиля, но не может быть использован для ремонта пов реждений резинового покрытия на боковой поверхности вентиля, что ограничивает эксплуатационные возможности вулканизатора. Целью изобретения является расщирение эксплуатационных возможностей вулканизатора. Поставленная цель достигается тем, что вулканизатор для ремонта пневматических камер, содержащий смонтированные на струбцине опорную плиту и обогреваемую нажимную плиту с центральным отверстием, снабжен установленной в центральном отверстии нажимной плиты разъемной прессформой, выполненной в виде двух полуформ с вертикальной плоскостью разъема, имеющих гнезда для формования боковой поверхности вентиля и коническую боковую поверхность, а центральное отверстие нажимной плиты выполнено с коническим участком, взаимодействующим с боковой поверхностью полуформ. На фиг. 1 -изображен предлагаемый вулканизатор; на фиг. 2 - пресс-форма; на фиг. 3 - вкладыщ. Вулканизатор для ремонта пневматических камер содержит смонтированные на струбцине 1 опорную плиту 2 и обогреваемую нажимную плиту 3 с центральным отверстием а. Плита 3 выполнена состоящей из полого корпуса 4, закрывающей отверстие а крыщки 5 и теплопроводной пластины 6, выполненной из меди. В полости корпуса 4 размещен электронагреватель, например спираль 7, из нихромовой проволоки, к которой подводится ток через провода 8 и клеммы 9. Спираль отделена от пластины 6 электроизоляционной прокладкой 10, из слюды или стеклоткани, а клеммы 9 отделены от корпуса 4 электроизоляционными втулками 11 и щайбами 12. Полость в корпуса 1 может быть заполнена теплоэлектроизоляционной набивкой из асбеста или стекловолокна. В центральном отверстии а нажимной плиты установлена разъемная пресс-форма 13, выполненная в виде двух полуформ 14 и 15 с вертикальной плоскостью разъема, имеющих гнезда с для формования боковой поверхности вентиля и коническую боковую поверхность d. Полуформы 14 и 15 имеют фланцы е и выполнены из алюминия. Вулканизатор имеет кольцо 16 для фиксации конца стебля вентиля, установленное в отверстии а нажимной плиты 3, и стержень 17 для предотвращения забивки канаа стебля вентиля резиной. Для возможности регулирования положения кольца 16 в крышке 5 выполнено отверстие f. В комплекте вулканизатора имеется также вкладыщ 18 с плоской поверхностью для наложения заплат на камеры за пределами пятки вентиля и с коническим полым хвосовиком 19, заполненным теплоизоляционной набивкой. Рабочие поверхности фланцев е прессформы 13 и вкладыща 18 отполированы, что позволяет обходиться при вулканизации без бумажных прокладок, обычно используемых при работе со стандартными вулканизаторами (к полированным поверхностям алюминиевых сплавов резина при вулканизации не приваривается). Вулканизатор работает следующим образом. При заделке повреждения резинового покрытия 20 на боковой поверхности вентиля 21 или крепления пятки 22 вентиля к камере 23 в канал стебля вентиля 21 вводится стержень 17, разделанное место повреждения заполняется сырой резиной 24 и устанавливаются полуформы 14 и 15, а затем нажимная плита 3 устанавливается на прессформу 13. При этом вследствие взаимодействия конического участка отверстия а плиты 3 с боковой поверхностью d пресс-формы ее полуформы 14 и 15 перемещаются в радиальном направлении до смыкания, обжимают вентиль, формуя сырую резину 24 по месту повреждения под заданным давлением. Излишек резины частично выдавливается в разъем полуформ, образуя облой. Затем включается электронагреватель 7 и осуществляется вулканизация в заданном режиме. При ремонте пятки 22 вентиля рабочей поверхностью пресс-формы 13 служат фланцы е полуформ. При ремонте отслоения резинового покрытия 20 от стебля вентиля 21 соединяемые поверхности очищаются от грязи, промазываются, собираются и вставляются в прессформу 13. Далее процесс осуществляется в вышеописанной последовательности. При заделке повреждений камеры 23 в центральное отверстие а нажимной плиты 3 вставляется вкладыш 18. Предлагаемый вулканизатор обеспечивает качественный ремонт различных повреждений камер, надежен и экономичен в работе.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 2007 |
|
RU2357860C2 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1981 |
|
SU965073A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1981 |
|
SU960041A1 |
| Способ вулканизации пневматических шин | 1990 |
|
SU1781058A1 |
| Пресс-форма для изготовления резиновых диафрагм | 1983 |
|
SU1151467A1 |
| Многопозиционный вулканизатор | 1983 |
|
SU1171327A1 |
| Устройство для вулканизации покрышек пневматических шин | 1983 |
|
SU1151471A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН | 2013 |
|
RU2552412C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2024 |
|
RU2837096C1 |
| ВУЛКАНИЗАТОР ДЛЯ РЕМОНТА МЕСТНЫХ ПОВРЕЖДЕНИЙ ПНЕВМАТИЧЕСКИХ ШИН ТРАНСПОРТНЫХ СРЕДСТВ | 1999 |
|
RU2154576C1 |

ВУЛКАНИЗАТОР ДЛЯ РЕМОНТА ПНЕВМАТИЧЕСКИХ КАМЕР, содержащий смонтированные на струбцине опорную плиту и обогреваемую нажимную плиту с центральным отверстием, отличающийся тем, что, с целью расширения эксплуатационных возможностей вулканизатора, он снабжен установленной в центральном отверстии нажимной плиты разъемной прессформой, выполненной в виде двух полуформ с вертикальной плоскостью разъема, имеющих гнезда для формования боковой поверхности вентиля и коническую боковую поверхность, а центральное отверстие нажимной плиты выполнено с коническим участком, взаимодействующим с боковой поверхностью полуформ. (О (Л о CAJ Ю СЛ Риг.1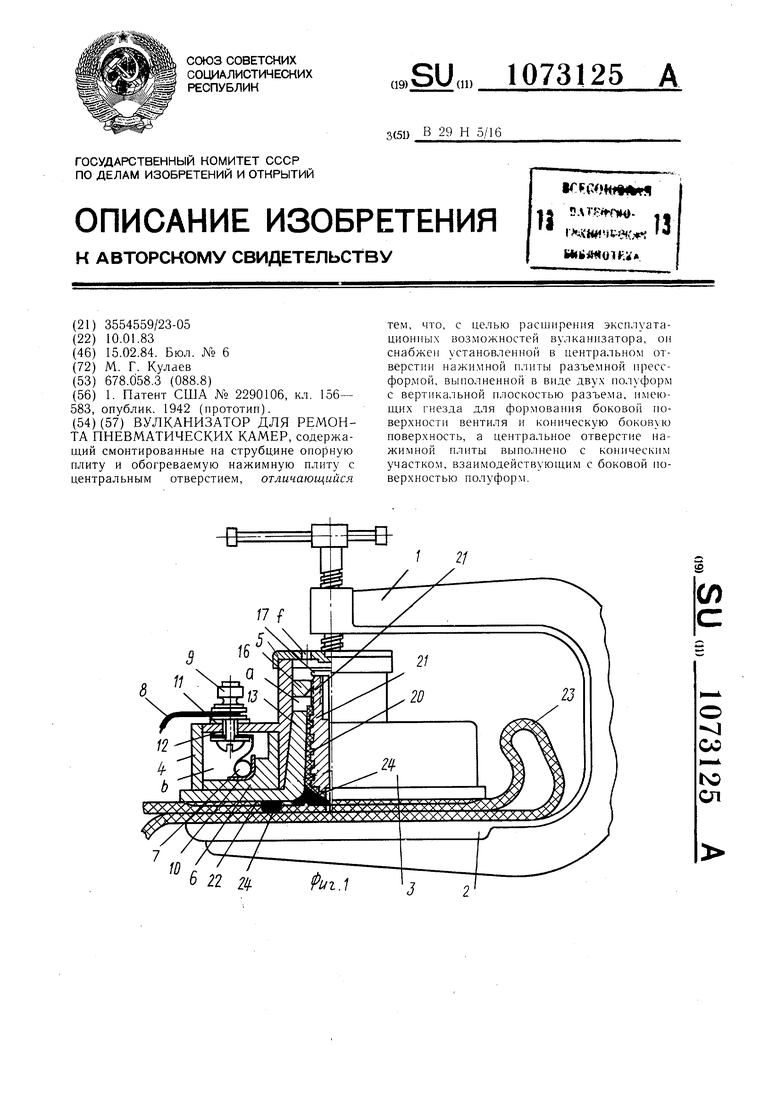
18
V////y////777A
13
i/z.J
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ФИКСАЦИИ КОЖИ КРАЙНЕЙ ПЛОТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2290106C2 |
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Водопроводный кран | 1925 |
|
SU1942A1 |
