Изобретение относится к производству герметичных сварных соединения и может быть использовано при изготовлении трубопроводов. Известен способ герметизации оборудовани путем нанесения на место ремонта стеклоткани с клеевым составом и отверждения клея 13. Однако способ не позволяет получить надежно работающего герметичного Оборудования.
Известен клеевой состав, включающий эпоксидную смолу, полиэтиленполиамин и ферромагнитный наполнитель C2il.
Такой клей не позволяет надежно герметизировать сварные соединения трубопроводов,
Наиболее близким к изобретению по технической сущности и достигаемо результату является способ герметизации поверхностей путем нанесения стеклоткани с герметизирующим эпоксидным составом, прикатки валиками, нанесения покрывных слоев эпоксидного состава и отверждения. В качестве состава герметика и покрывных слоев используют композицию, включающую эпоксидную диановую смолу и отвердитель в стехиометрическо количестве к эпоксидной смоле СЗ}.
Известный способ не позволяют герметизировать сварные соединения с высокой надежностью.
Целью изобретения является повышение качества герметизации.
Поставленная цель достигается тем, что согласно способу герметизации сварных соединений путем нанесения стеклоткани с герметизирующим эпоксидным составом, прикатки валиком, нанесения покрывного слоя эпоксидного состава и отверждения, прикатку осуществляют подогретым катком с одновременной его вибрацией и наложением магнитного поля с другой стороны соединения, после нанесения покрывного слоя проводят опрессовку сварного соединения, а в качестве герметизирующего эпоксидного состава используют состав, включающий эпоксидную диановую смолу, изометилтетрагидрофталевый ангидрид, маршалит, нитрид бора, ОКИСЬ алюминия и железный порошок, при следующем соотношении ког-тонентов. мас..%:
Эпоксидная диановая смола100
Изометилтетрагидрофталевый ангидрид 70-80 Маршалит100-120
НИТРИД бора50-60
Окись алюминия 50-60 Железный порошок 150-20.0 Способ герметизации сварных соединений осуществляют в следующей последов.ательностй.
Поступающую нз дозирующего устройства массу герметика наносят рав номерным слоем на стеклоткань, которую разрезают на мерные куски гильотинными ножницами. Затем предварительно подогретьпи до 90-100 С (катком с одновременным приложением вибрации с помощью встроенного вибратора накладывают мерные куски на поверхность сварного шва, имеющего дефёктыу причем каток имеет возможность одновременного вращения и горизонтального перемещения вдоль оси сосуда, например трубопровода. Одновременно с работой катка создается магнитное поле в зоне сварного соединения с помрщью магнита, перемещающегося вдоль оси трубы и способствующего втягиванию в зону дефектов сварного шва частиц железного порошка, входящих в состав герметика. После этого на ленту с герметиком Наносят слой эпоксидного состава затем трубу спрессовывают испытательной средой,, например водой, уплотняя герметик в зоне дефектов сварного соединения, после .чего эпоксидный слой отверждают.
Композицию герметика готовят следующим образом.
Эпоксидную диановую смолу смешивают с изометилтетрагидрофталевым ангидридом р нагревают до . Смешивают маршалит, нитрид бора и окись алюминия и.нагревают до 90°С, после чего вводят в раствор эпоксидной диановой смолы и изометилтетрагидрофталевого ангидрида. К полученной смеси добавляют железный порошок и перемешивают до получения однородной массы.
Состав герметика отверждают при 165-170®С в течение 1,5-2 ч, при этом трубу нагревают снаружи газовыми горелками.
В качестве состава покрывного слоя используют смесь эпоксидной диановой смолы ЭД-16 и полиэтиленполиамина в соотношении 100:10 12 вес.4.
Опрессовку сварного соединения производят давлением воды 120 150 атм, при этом одновременно проверяют плотность и прочность сварных швов „
Контроль герметичности проводят путем выявления дефектов сварных швов. При этом на сварной шов наносят мыльную пену, дисперсную массу или пенный индикатор, а с другой стороны.шва создают давление воздуха. Дефект сварного швёР обнаруживают по вспениванию,появлейию пузырей -на шве, что позволяет установить наличие f/n-iKponop диаметром до . Количество дефектов определяют на 1 отсек длиной 1,6 м.
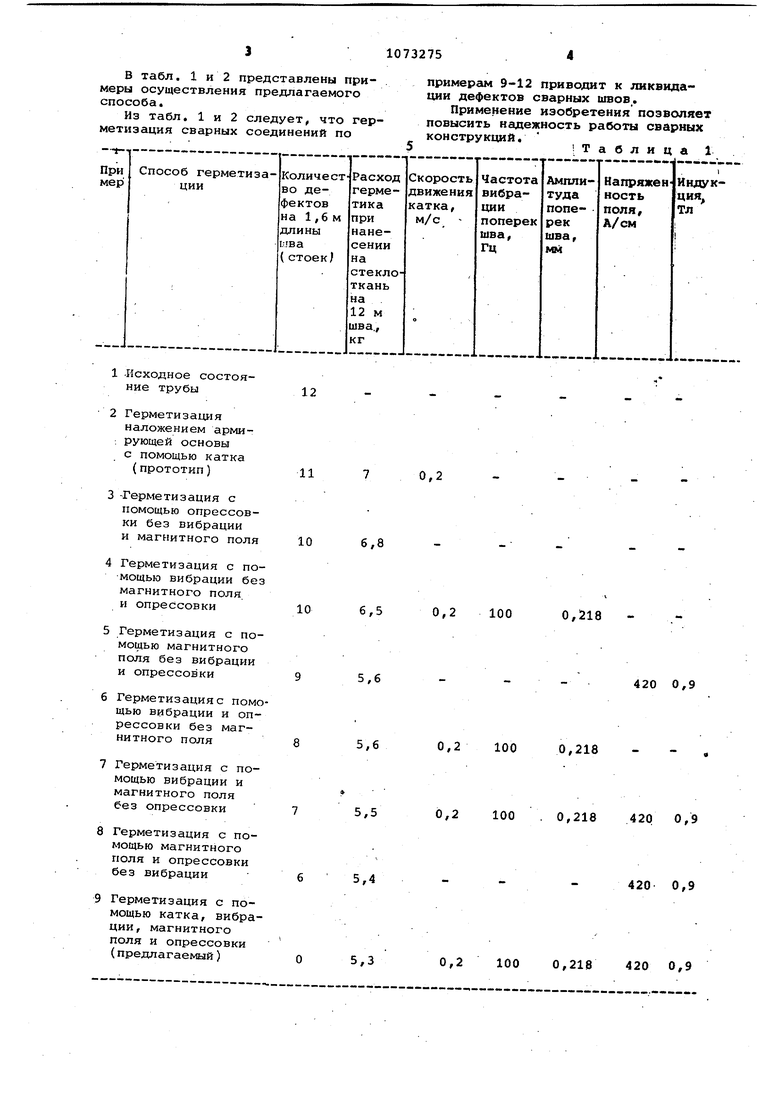
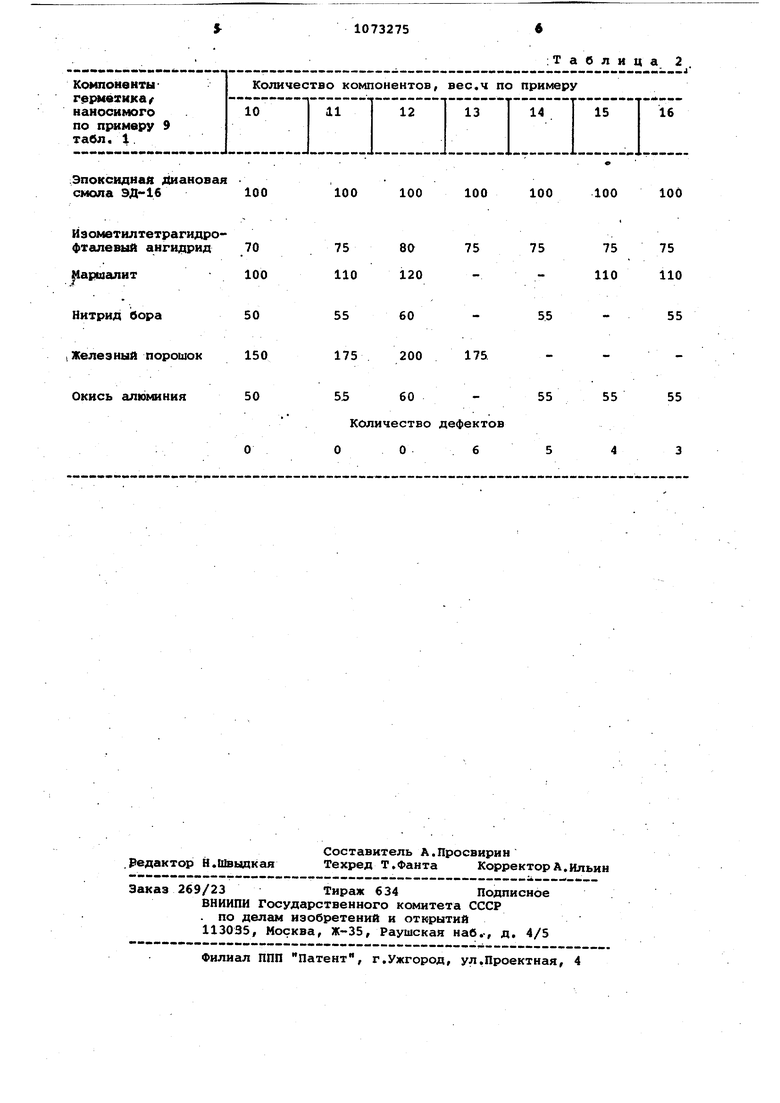
В табл. 1 и 2 представлены примеры осуществления предлагаемого способа.
Из табл. 1 и 2 следует, что герметизация сварных соединений по
примерам 9-12 приводит к ликвидации дефектов сварных швов.
Применение изобретения позволяет повысить надежность работы сварных
конструкций. 5 Т а б л и ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ | 2003 |
|
RU2233301C1 |
| Способ изготовления магнитного клина электрической машины | 1980 |
|
SU955389A1 |
| КОМПОЗИЦИЯ ДЛЯ ТЕПЛОПРОВОДНОГО КЛЕЕВОГО СОСТАВА | 2004 |
|
RU2276169C1 |
| Ферромагнитный диэлектрический материал | 1980 |
|
SU886069A1 |
| Электроизоляционная композиция | 1982 |
|
SU1078470A1 |
| МНОГОСЛОЙНЫЙ САМОКЛЕЯЩИЙСЯ МАТЕРИАЛ | 2016 |
|
RU2628786C1 |
| Заливочный и герметизирующий компаунд | 1990 |
|
SU1825812A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНДЕНСАТОРА РУЛОННОГО ТИПА И ЭПОКСИДНЫЙ КОМПАУНД ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1988 |
|
SU1609345A1 |
| АНТИФРИКЦИОННАЯ ПРОКЛАДКА ПОДПЯТНИКА И ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2014 |
|
RU2591952C1 |
| Препрег | 1978 |
|
SU836047A1 |
СПОСОБ ГЕРМЕТИЗАЦИЯ СВАРНЫХ СОЕДИНЕНИЙ путем,нанесеиия стеклоткани с герметизирующим эпоксидным составом, прикатки валиком, нанесения покрывного слоя эпоксидного состава и отверждения, о т л ичающийся тем, что, с целью повышения качества герметизации, прокатку осуществляют подогретьм катком с одновременной его вибрацией и наложением магнитного поля с другой стороны соединения, после нанесения покрывного слоя проводят .опрессовку сварного соединения, а в качестве герметизирующего эпоксидного состава используют состав, вклю чающий эпоксидную диановую смолу, иэометилтетрагидрофталевый ангидрид, маршалит, нитрид бора, окись алюминия и железный порошок при следующем соотношении компонентов, мае.ч.: Эпоксидная: диановая смола100 Изометилтетрагидрофталевый ангидрид 70-80 Маршалит100-120 Нитрид бора 50-60 Окись алкжшния . 50-60 Железный порошок 150-200 ч1 00 1C ел
1-Исходное состояние трубы
2Герметизащ1я наложением арми. рующей основы с помощью катка (прототип)
3-Герметизация с помощью опрессовки без вибрации
и магнитного поля
4Герметизация с помощью вибрации без магнитного поля
и опрессовки
5Герметизация с помощью магнитного поля без вибрации и опрессовки
6Герметизация с помощью вибрации и опрессовки без магнитного поля
7Герметизация с помощью вибрации и магнитного поля без опрессовки
8Герметизация с помощью магнитного поля и опрессовки без вибрации
9Герметизация с помощью катка, вибрации, магнитного поля и опрессовки
(предлагаемый)
0,2
0,218
0,2 100
420 0,9
0,2 100 0,218
0,2 100 . 0,218 420 0,9
420 0,9
0,2 100 0,218 420 0,9
Эпоксидная Диановая смола ЭД-16 100
100
И 3 ометил тетрагидрофталевый ангидрид
|1аршалит Нитрид бора
I Железный порошок 150
175
50
55 60
алюминия О О б
:Таблица 2
100
100
100
100
75
75
75 110
75 110
55
55
175
200
55
55
55
количество дефектов
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Хрулев В.М | |||
| Синтетические клеи и мастики | |||
| М., Высшая школа, 1970, с, 351 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ приготовления консистентных мазей | 1912 |
|
SU350A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для вытяжки и скручивания ровницы | 1923 |
|
SU214A1 |
| М., ЦБНТИ, 1975, с | |||
| Система механической тяги | 1919 |
|
SU158A1 |
