ч
:/Q
9
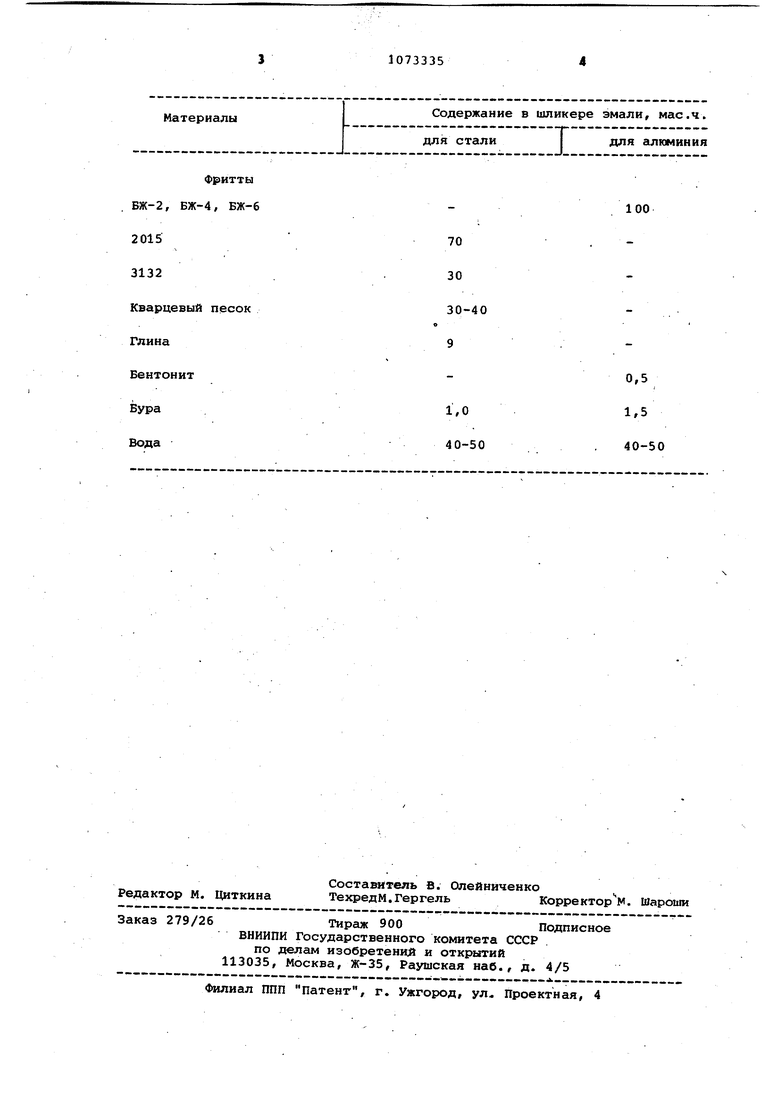
:о :л Изобретение относится к эмалиро . ванию металлических изделий и может быть применено в энергетике и в хим ческом машиностроении. Известен способ эмалирования стал ных изделий, включающий нанесение грунтового слоя эмали для обеспечения прочности сцепления эмали с металлом, а затем покровной эмали рЛ Недостатком этого способа является то, что покровную эмаль нанося в 2-3 слоя. При этом обжиг осуществляют после нанесения каждого слоя, в том числе и грунтового, отдельно с последующим охлаждением каждого слоя эмали. Наиболее близким к предлагаемому по технической сущности является спо соб, включающий нанесение на стальную поверхность слоя никеля, на который затем наносят эмалевый шликер и обжигают р , Однако этот способ имеет такие недостатки; как дороговизна и дефицитность никеля, необходимость нанесения нескольких слоев эмалевого шликера с обжигом каждого слоя отдельно. Цель изобретения - повышение проч ности эмалевого покрытия и экономия электроэнергии. Поставленная цель достигается тем что согласно способу эмалирования стальных изделий, включакяцему предварительное нанесение слоя металла, нанесение шликера эмали и обжиг ее, в качестве металла наносят алюминий Пример. Элемент набивки воздухоподогревателя из тонколистовой стали толщиной 0,7 мм металлизуют алюминием. Для реализации способа необходимо изделие предварительно обработать в пескоструйном аппарате при 15-20 С или при небольшом подогреве до 50-70°С . Затем на изделие наносят слой алюминия толщиной до 70 мкм металлизатором МТЧ-2-65А. Далее после естественного охлаждения при 2050 С на изделие пульверизатором наносят тонкий слой шликера легкоплавкой эмали для алюминия, затем изделие покрытое шликером эмали, подсушивают при 60-70 0 в течение 2-3 или 10 мин, после чего подают в проходную печь для обжига изделий при 500-530°С в течение 2-4 мин, так как изделия выполнены из тонколистовой стали. В таблице представлены составы шликеров по известному и предлагаемому способам. Обжиг эмали для алюминия проводят при БОО-ЗЗО С в зависимости ,от конкретного состава эмали в течение 24 мин, для стали - при 870-950с. Предлагаемый способ, включакнций нанесение слоя алюминия на поверх.ность стального изделия, позволяет достичь высокопрочное сцепление эмали с поверхностью изделия за счет образования микронеровности металлической поверхности - механическое сцепление. Для последующего эмалирования важна дополнительная операция - металлизация - как прием с регулируемьм получением макроструктуры поверхности. При этом получается однослойное эмалевое покрытие с заданными антикоррозионными свойствами, так как не нужен слой грунтовой эмали, исключается один обжиг изделия и снижается температура обжига, что дает экономию электроэнергии. Кроме того, не возникает коррозия при случайном повреиедении слоя эмали, так как алюминий хорошо защищает поверхность изделия в агрессивных средах, и удлиняется общий ррок службы изделия. Температура обжига снижается за счет использования легкоплавких эмалей класса ВЖ. Технико-экономическая эффективность при осуществлении предлагаемого способа оценивается по фактическому расходу энергии на единицу массы эмалируемой стали и по росту производительности процесса эмалирования. Время технологических процессов сокращается в 5-20 раз, что резко увеличивает производительность технологической линии. Предлагаемый способ не имеет iограничений; по габаритам изделий, ме требуются дополнительные площадки, так как оборудование для металлизации алй 1инием. ком|плектно.
фритты БЖ-2, БЖ-4, БЖ-6
2015
3132
Кварцевый песок
Глина
100
70 30
30-40 9
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭМАЛЕВЫЙ ШЛИКЕР ГРУНТОВОГО ПОКРЫТИЯ, СПОСОБ ЭМАЛИРОВАНИЯ И ЭМАЛЕВОЕ ПОКРЫТИЕ МЕТАЛЛОИЗДЕЛИЯ, ВЫПОЛНЕННОЕ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2004 |
|
RU2264359C1 |
| СПОСОБ ЭМАЛИРОВАНИЯ ЧУГУННЫХ И СТАЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2038418C1 |
| СПОСОБ ЭМАЛИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2008368C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЕРОХОВАТОГО СТЕКЛОЭМАЛЕВОГО ПОКРЫТИЯ | 1997 |
|
RU2123541C1 |
| Эмалированная посуда | 1990 |
|
SU1755785A1 |
| ФРИТТА ГРУНТОВОЙ ЭМАЛИ ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОСТАТИЧЕСКИМ МЕТОДОМ | 1994 |
|
RU2127710C1 |
| ЭМАЛЕВЫЙ ШЛИКЕР И СПОСОБ МНОГОСЛОЙНОГО ЭМАЛИРОВАНИЯ | 1993 |
|
RU2111927C1 |
| Способ декорирования эмалированных металлических изделий | 1983 |
|
SU1125292A1 |
| Способ нанесения антикоррозионного, теплоизоляционного покрытия на внутреннюю поверхность трубы | 1991 |
|
SU1836489A3 |
| Способ подготовки поверхности стали перед эмалированием | 1985 |
|
SU1306977A1 |
СПОСОБ ЭМАЛИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ, включающий предварительное нанесение слоя металла, нанесение шликера эмали и обжиг ее, отличающийся тем, что, с целью повышения прочности эмалевого покрытия и экономии электроэнергии, в качестве металла наносят алюминий. (Л с
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Эмалирование металлических изделий | |||
| Под обид | |||
| ред | |||
| В.В | |||
| Варгинё | |||
| Л., Машиностроение, 1972, с | |||
| Устройство для сушки клеенки и других технических тканей | 1958 |
|
SU122128A2 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с | |||
| Ребристый каток | 1922 |
|
SU121A1 |
