fO
11306977
Изобретение относится к подготовке поверхности стали перед эмалированием, в частности к термогазохимичес- кой обработке в контролируемой атмосфере .
Цель изобретения - повышение прочности сцепления эмали с металлом и предупреждение сколов эмали.
Б качестве образцов заготовок используют пластины размером 120 х X 60 мм из листовой стали толщиной 0,8 и 1,2 мм, а также отштампованные заготовки-кружки емкостью 0,4 л. При этом все образцы изготавливают из склонной к наводораживанию стали. В качестве контролируемой защитной атмосферы применяют атмосферу типа ПС-06 (состав, об %: COj 5,8-6,2; СО 8,8-10,0; Н 12,0-15,5; N - остальное). Влажность защитной атмосферы определяют по температуре точки росы газов, которая регулируется температурой подаваемой в скруббер воды, через который пропускают атмосферу перед подачей ее в печь. Температуру пооперационной обработки затие сушат
880 С в течение
делия наносят шликер грунтовой эмали ЭСР-21, ЭСР-31, ЭСР-36. Затем покры- при 100 к обжигают при
2,5 мин.
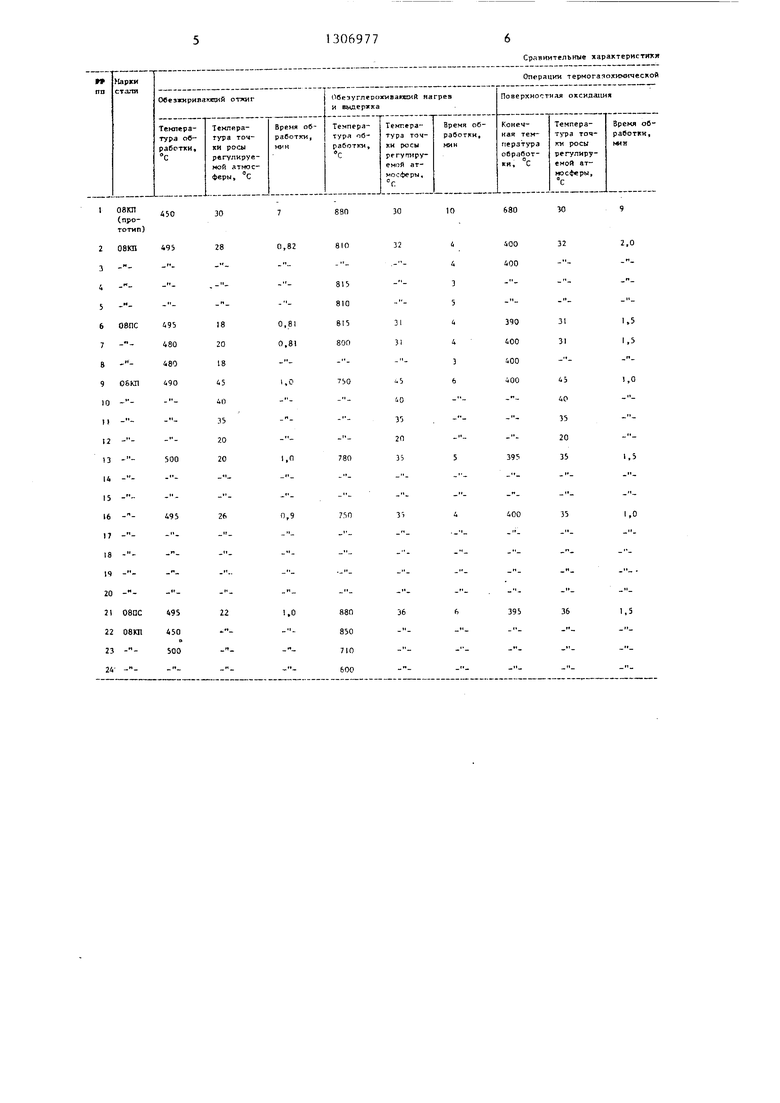
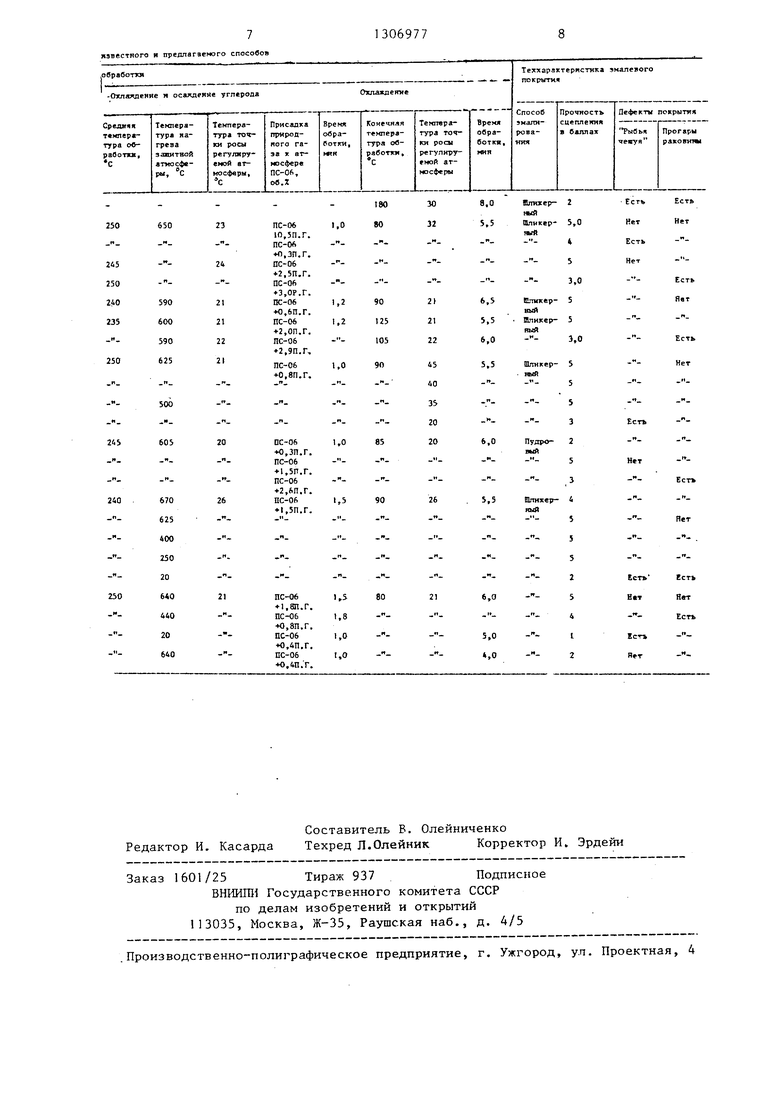
Толшяна обожженного грунтового слоя составляет 140 мкм. В качестве покровной взята титановая эмал ЭСП-117 ГОСТ 2440-80. Величину сцеп ления эмалевого покрытия с металлом определяют на приборе относительно величины поверхности обнажившейся стали. Наличие дефектов покрытия (прогары, сколы, рыбья чешуя и др. определяют визуально. Основные параметры известного способа приведены в таблице.
. Пример 2 (по предлагаемому способу). Изделия из стали 08КП с жи ровыми загрязнениями на поверхности подают на конвейере в печь в зону обезжиривания, где их нагревают в атмосфере типа ПС-06 в течение 0,82 мин до 495 С. При этом изделия 25 практически полностью обезжириваются Обезжиренные изделия подают в зо15
20
ну восстановления и обезуглерожива- готовок определяют по показаниям тер- экзогаза типа ПС-06
(состав, об %: СО 6,0; СО 8,2; 30 Hg 12,8; 4,2; N остальное) в течение 5 мин при нагреве до
мопары, горячий спай которой зачека- нивают в контрольный образец. Время обработки контролируют секундомером.
Пример 1 (по прототипу).Операцию обезжиривания, восстановления окисной пленки, обезуглероживания, поверхностного окисления и охлаждения изделий осуществляют в печи при еле- -5 дующих параметрах режима термохимической обработки. Регулируемую газовую среду типа ПС-06 подают для всех операций одинакового состава и температуры. Она содержит следующее соотношение компонентов, об.%: СО, 6,2;
В10°С
40
происходит окончательное обезжиривание, восстановление имевшихся на исходном металле окислов железа и обезуглероживание поверхностных слоев стали.
Затем заготовки подают в зону окисления холодильника печи, где в осушенной до температуры точки росы 32°С атмосфере ПС-06 на поверхности заготовок в процессе их охлаждения от 810 до 400 с формируется тонкая
СО 9,0; Н, 14,7;
4,2;
N остальное.
Изделия из стали 08КП с жировыми загрязнениями подвергают в течение 7 мин термохимическому обезжириванию при нагреве до 450°С, затем подают в зону отжига печи, где в процессе нагрева до 880°С и выдержки в течение 10 мин происходит восстановление окислов и обезуглероживание стали. Затем из зоны нагрева и выдержки печи изделия подают в холодильник печи, где их температура постепенно вает дефекты эмалевого покрытия. Пос- нкжается до 180 С. В процессе охлаж- ле этой операции заготовки в атмосфе- дения заготовок осуществляется по- ре ПС-06, увлажненной до температуры верхностное окисление стали. На об- точки росы 32 С, окончательно охлаж- работанные по известному способу из- дают до температуры вьщачи 80 С.
тие сушат
880 С в течение
делия наносят шликер грунтовой эмали ЭСР-21, ЭСР-31, ЭСР-36. Затем покры- при 100 к обжигают при
2,5 мин.
Толшяна обожженного грунтового слоя составляет 140 мкм. В качестве покровной взята титановая эмаль ЭСП-117 ГОСТ 2440-80. Величину сцепления эмалевого покрытия с металлом определяют на приборе относительно величины поверхности обнажившейся стали. Наличие дефектов покрытия (прогары, сколы, рыбья чешуя и др.) определяют визуально. Основные параметры известного способа приведены в таблице.
. Пример 2 (по предлагаемому способу). Изделия из стали 08КП с жировыми загрязнениями на поверхности подают на конвейере в печь в зону обезжиривания, где их нагревают в атмосфере типа ПС-06 в течение 0,82 мин до 495 С. При этом изделия 5 практически полностью обезжириваются. Обезжиренные изделия подают в зо5
0
8,2; ное)
В10°С
-5
40
происходит окончательное обезжиривание, восстановление имевшихся на исходном металле окислов железа и обезуглероживание поверхностных слоев стали.
Затем заготовки подают в зону окисления холодильника печи, где в осушенной до температуры точки росы 32°С атмосфере ПС-06 на поверхности заготовок в процессе их охлаждения от 810 до 400 с формируется тонкая
пленка окислов железа заданной тол- .
42 Затем заготовки подают в зону ох- лаждения, где на поверхности металла происходит осаждение аморфного углерода (сажи) в количестве 0,0015- 0,2 мг/см из обогащенной природным газом (0,5% П.Г.) и нагретой до
50
атмосферы ПС-06 (температура точки росы атмосферы 23 С). Выделение сажи
на поверхности
0,2 мг/см (примеры 5, 8,
в количестве более
5) вызыОбработанные так1{м способом заготовки эмалируют, отжигают и проверяют качество покрытия анапогично методике, указанной в прототипе. Параметры и резулг:.таты осуществления способа приведены в таблице.
Примеры с 3 по 29. Приемы подготовки поверхности стальных изделий к эмалированию и их эмалирование грунтовыми и покровными эмалями по примерам 3-29 аналогичны примеру 2.
Основные технологические параметры обработки,заготовок в этих примерах изменяют в следующих пределах: температура термогазохимической обработки 80-880 С; температура точки росы контролируемой атмосферы 18-45 С; температура нагрева контролируемой атмосферы 20-650 С, присадка природ
ного газа к атмосфере в зоне осаждения углерода 0,3-2,8 об.%, конечная температура обработки (температура вьщачи заготовок из печи) 80-125 С. Показатели параметров термогазохимической обработки и качества поверхности после эмалирования приведены в таблице.
Как показывают результаты прове- денных исследований, изменение углеродного потенциала атмосферы ПС-06 за счет уменьшения подачи (присадки) природного газа ниже 0,5% (примеры 3 23), равно как и увеличение выше 2,5 (примеры 5, 8, 15) вызывают появлени дефектов эмалевого покрытия. Этот факт объясняется в первом случае по- ниженнь1м, а во втором - повышенным сажевыделением на поверхности заго- товки.
Снижение температуры, подаваемой в зону охлаждения контролируемой атмосферы ПС-06, влияет на конечное качество покрытия подобно снижению уг- леродного потенциала (примеры 18-20) атмосферы. При одновременном снижени углеродного потенциала и температуры
контролируемой атмосферы качество эмалевого покрытия неудовлетворительное (пример 23). Все это объясняется недостаточным сажеосаждением на по- верхности заготовки. Величина конечной температуры обработки 80-125 С не оказывает влияния на качество поверхности.
Использование пудрового способа
нанесения эмали на поверхность стали несколько повьшает прочность сцепления эмали с подложкой, но не устраняет образование дефектов, если недостаточно (пример 13) или избыточно
(пример 15) сажеосаждение на поверхности заготовки.
Как показывают результаты испытаний, прочность сцепления эмалевого покрытия со сталью и его качество на
деталях, прошедших перед эмалированием термогазохимическую обработку по предлагаемому способу, значительно повышаются.
В результате подготовки металлических изделий предлагаемым способом улучшается качество поверхности металла и за счет оптимизации процессов взаимодействия подложки с расплавом .эмали при обжиге покрытия обеспечивается образование высококачественного эмалевого покрытия без дефектов.
Формула изобретения
ли,
Способ подготовки поверхности стли перед эмалированием, включающий обезжиривающий отжиг в экзогазовой атмосфере, обезуглероживающей отжиг при 500-850°С, окисление металла в процессе охлаждения до 400 С и окончательное охлаждение, отличающийся тем, что, с целью повышения прочности сцепленид эмали с металлом и предупреждения сколов эмапосле окисления на поверхность металла подают подогретый до 500- 650 С экзогаз, обогащенный на 0,5- 2,5 об.% природным газом.
0,82
815 810
815 800
i,n
780
Л,9
750
88П 850 710 600
400 AOO
32
2,0
31 31
5 iO 3 j 2П 35
400
35
1,0
36
395
36
1,5
известного и предлагаемого способов
650
590 600 590 625
500 605
670
625
400
250
20
640
440
20
640
23 24
21 21 22 21
20
26
21
ПС-06
10,5П.Г.
ПС-ОА
«о.зп.г.
ПС-06
2,5П.Г.
ПС-06
3,ОР.Г.
ПС-06
Ю,6П.Г.
ПС-06
+2,ОП.Г.
ПС-06
2,9П.Г,
ПС-06 +0,8П.Г.
ПС-06
о,зп.г. ПС-06
+1,5П.Г.
ПС-06
+2,6П,Г.
ПС-06
1,5П.Г.
ПС-06
ti.an.r.
ПС-06
Ю,8П.Г.
ЦС-06
+0,4П.Г.
ПС-06
Ю,4П. Г.
1,0
1,2
1,2
1,0
1,0
1,5
us
1,8 1,0 1,0
Редактор И. Касарда
Составитель В. Олейниченко
Техред Л.Олейник Корректор И Эрдейи
Заказ 1601/25 Тираж 937Подписное
ВНИИПН Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
30 32
2) 21 22
45 40 35 20 20
26
21
8,0 S,5
6,5 5,5
6,0
5,5
н 6,0
5.5
6,0
5,0 4,0
Шлгасер- tvS
Шликер- яый
Елнкер- вый
Илнкер- яьЛ
Шлнкер- ямй
Пудро- жй
Шлниетт- яый
2
5,0
4
5
3,0
5
5
3,0
5
5 5 3 2 5 3 4 S 5 5 2 5 4 I 2
Есть Нет
Есть Нет
Есть
Н«т
1ст
Есть Нет
Есть Я«т
Есть Нет
м
|
Ест
rt
Нет
1,
Ест
Нет
Ест
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки поверхности стальных изделий перед эмалированием | 1983 |
|
SU1196416A1 |
| Среда для обработки железоуглеродистых сплавов | 1981 |
|
SU986942A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ПОЛОСЫ ДЛЯ ЭМАЛИРОВАНИЯ | 1996 |
|
RU2101368C1 |
| Способ эмалирования стальных изделий | 1982 |
|
SU1073335A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ МЕТАЛЛОВ ПЕРЕД ЭМАЛИРОВАНИЕМ | 1972 |
|
SU350870A1 |
| Состав для подготовки поверхности чугунных и стальных изделий перед эмалированием | 1980 |
|
SU1122753A1 |
| СПОСОБ ПОДГОТОВКИ МЕТАЛЛА ПОД ЭЛЛАЛИРОВАНИЕ | 1971 |
|
SU316763A1 |
| ЭМАЛЕВЫЙ ШЛИКЕР ГРУНТОВОГО ПОКРЫТИЯ, СПОСОБ ЭМАЛИРОВАНИЯ И ЭМАЛЕВОЕ ПОКРЫТИЕ МЕТАЛЛОИЗДЕЛИЯ, ВЫПОЛНЕННОЕ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2004 |
|
RU2264359C1 |
| СПОСОБ ЗАЩИТЫ ДЕТАЛЕЙ ИЗ СТАЛЕЙ И СПЛАВОВ ПРИ ВЫСОКОТЕМПЕРАТУРНОЙ ОБРАБОТКЕ | 2007 |
|
RU2354713C1 |
| Способ эмалирования реактора | 2022 |
|
RU2788044C1 |
Изобретение относится к подготовке поверхности стали перед эмалированием, в частности к термохимической обработке в контролируемой атмосфере. Цель изобретения - повышение прочности сцепления эмали с металлом и предупреждение сколов эмали. Изделия из стали 08КП, 08ПС с жировыми загрязнениями помещают в зону обезжиривания, где их нагревают в атмосфере (А) типа ПС-06 до 495°С. После обезжиривания изделия подают в зону восстановления и обезуглероживания в А экзогаза типа ПС-06 и нагревают до 810 С в течение 5 мин. Затем изделия подают в зону охлаждения до 400 С, где в осушенной до точки росы 32°С А ПС-06 происходит образования тонкой окисной пленки на-поверхности. Дальнейшее охлаждение происходит в зоне, где в А экзогаза для обогащения подают природный газ 0,5-2,5 об.% температура в зоне 650 С (температура точки росы 23°С). Здесь происходит осаждение аморфного углерода (сажи) на поверхность металла. После этой операции заготовки окончательно охлаждают до . Обработка в атмосфере ПС-06, обогащенной природным газом, позволяет повысить прочность сцепления эмали с металлом и предотвратить появление дефектов на эмалевом покрытии. 1 табл. с (Л :о о х -si vj
| Шейдлин Б.Е., Чикаеский В.В | |||
| Подготовка поверхности стали. |
