Известны резцы с рабочей частью, выполненной в виде цилиндра и оснащенной твердым сплавом.
Предлагаемый )езец отличается от известных тем, что его круговая режущая кромка.образована пересечением плоского торца цилиндра с конусным поднутрением на цилиндрической поверхности. Резец такой конструкции создает условия бреющего резания, обеспечивая высокую чистоту обработки поверхности.
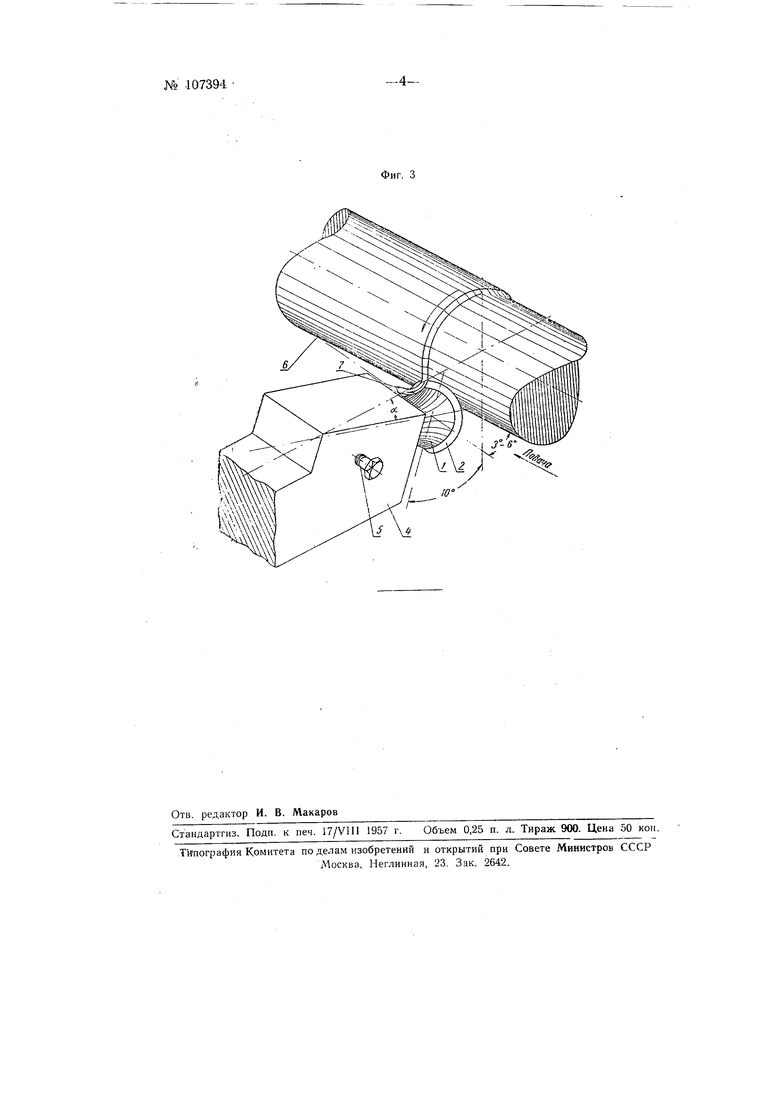
На фиг. 1 показан продольный разрез резца, установленного в державке; на фиг. 2--сечение по АА фиг. 1; на . 3-схема резания резцом.
Резец / имеет и рабочей части форму цилиндра с кольцевым конусны.м поднутрением по цилиндрической поверхности, причем режущая фомка резца, имеющая форму окружности, образована пересечением Г1. оскости торцевой поверхности цилиндра, являющейся задней поверхностью резца, с поднутрением на цилиндрической поверхности рабочей час1и, яв.1яющимся передней поверхностью резца.
Вдо.чь режущей кро.мки резец оснащен пластиной 2 из твердого сплава, припаянной к резцу медью с помощью токов высокой частоты. Своим глухим резьбовым отверстием резец закрепляется на резьбовой оправе 3, вставленной в отверстие в теле державки 4 и зажимаемой болтом 5, входящим в кольцевую выточку па оправке. Ось отверстия в расположена под углом 10° к горизонтали, а на станке державка устанавливается под углом 3-5° от положения, перпендикулярного к линии центров; такая установка резн,а обеспечивает ему задний угол 3-4°.
По высоте резец устанавливается таким образом, чтобы высшая точка режупхей кромки была выще линии центров на 3-5 мм. Резец при этом срезает мета.ял участком своей режущей кромки, расположенным в пределах угла 35-50° от его вертикальной осн. Это обеспечивает бреющее резание, снижение усилий резания и плавное отделение стружки, сходящей по удобно обтекаемой выпуклой передней поверхности резца.
Прм зат уплении рабочего участка режущей кромки отпускается болт 5, резец вместе с оправкой поворачивается на угол для включения в работу нового участка режущей кромки и вновь закрепляется болтом 5. После затупления всей режущей кромки резец снимается со станка и доводится до плоской задней поверхности на чугунном диске пастой карбида бора зернистостью 270, а при значительном износе предварительно перетачивается на плоскошлифовальном станке.
При обработке бронзы, чугуна м стали средней твердости резец снимает с обрабатываемой детали 6 стружку 7 глубиной до 1 мм, обеспечивая чистоту поверхности 7- 8 классов при подачах, превышающих в 2-3 раза подачи, применяемые при резцах другой геометрии.
Предмет изобретения
Круглый поворотный резец для чистового точения с рабочей частью, н.ыполненной в виде цилиндра, оснащенной пластинкой твердого сплава, отличающийся тем, что, с целью получения при точении условий бреющего резания, обеспечивающих высокую чистоту обработанной поверхности, круговая режуИ1ая кромка резца образована пересечением плоской торцевой поверхности цилиндра, являющейся задней поверхностью резца с кольцевым конусным поднутрением на цилиндрической поверхности .рабочей части, являющимся передней поверхностью резца.
UJ-i
j ш
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| Державка для режущего инструмента | 1949 |
|
SU81950A1 |
| Свободно вращающийся чашечный резец | 1985 |
|
SU1477526A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Проходной упорный резец | 1986 |
|
SU1495006A1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ МНОГОФУНКЦИОНАЛЬНОЙ МЕХАНИЧЕСКОЙ ОБРАБОТКИ И ДЕРЖАВКА ДЛЯ НЕГО | 2004 |
|
RU2364477C2 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Режущая головка | 1991 |
|
SU1796341A1 |
| РЕЗЕЦ ДЛЯ ГОРНЫХ МАШИН | 1994 |
|
RU2071562C1 |
| ВРАЩАЮЩИЙСЯ ЧАШЕЧНЫЙ РЕЗЕЦ | 1971 |
|
SU300257A1 |