(21)3990831/23-27
(22)10.12.85
(46) 23.03.88. Бюл, N 1 1
(71)Украинский научно-исследовательский институт специальных сталей, сплавов и ферросплавов
(72)В.А.Тюрин, Х.П.Флаховский, В.А.Лазоркин, Ю.Н.Скорняков, И.А.Поспелов и С.П.Долгая
(53)621.733.548:621.974.82(088.8)
(56)Авторское свидетельство СССР № 933170, кл. В 21 J 13/02, 1980.
(54)ИНСТРУМЕНТ ДЛЯ РАДИАЛЬНОЙ КОВКИ
(57)Изобретение относится к обработке металлов давлением, в частности к инструменту радиально-ковочньпс машин. Целью является повышение качества изделий путем пластической проработки структуры металла. Инструмент содержит две пары одинаковых бойков I и 3, 2 и 4, расположенных во взаимно пер- пендикулярньпс плоскостях. Каждый из бойков вьтолнен с заходным и калибрующим участками (КУ) с криволинейными рабочими поверхностями. КУ одной пары бойков расположены со стороны заходных участков другой пары бойков. Рабочая поверхность заходно- го и КУ каждого бойка выполнена с пе- ременньм по длине участка радиусом кривизны, уменьшакицимся с увеличением раствора пары бойков. Замкнутый контур, образованный поверхностями заходных и КУ бойцов, имеет форму зл- липса. Качество проработки структуры улучшается за счет создания интенсивных потоков вытеснения металла в поперечном сечении заготовки. 4 ил.
СЛ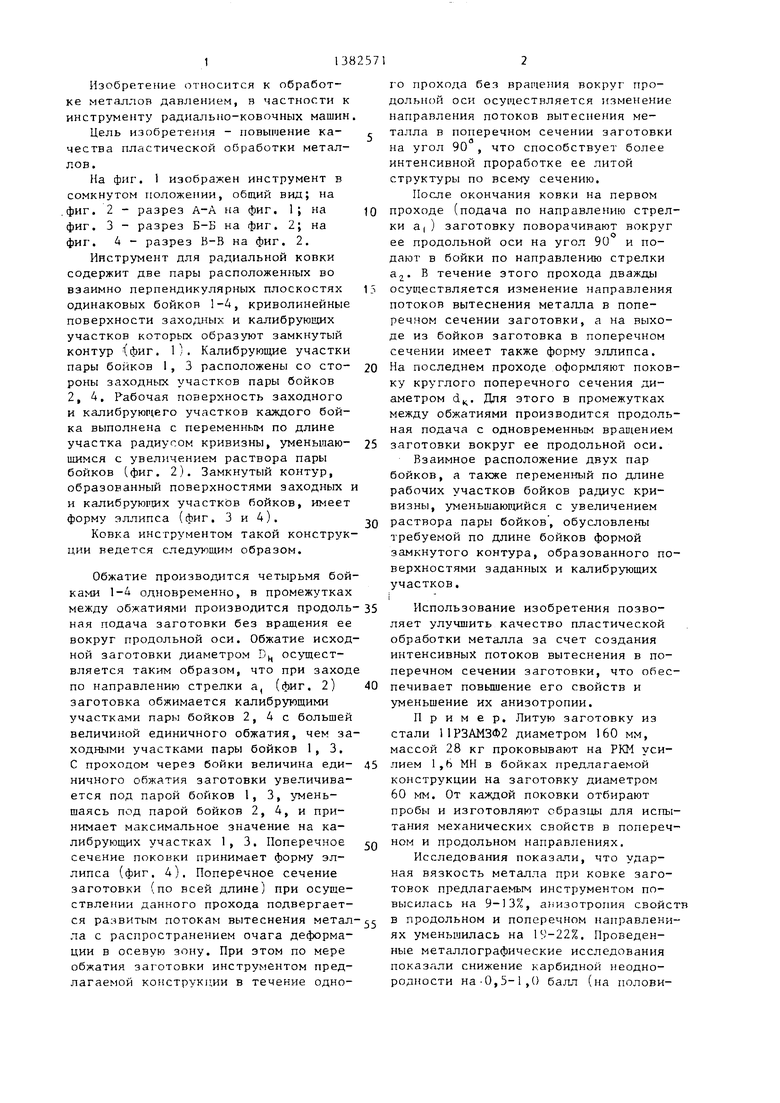
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для радиальной ковки | 1989 |
|
SU1639864A1 |
| ИНСТРУМЕНТ ДЛЯ РАДИАЛЬНОЙ КОВКИ | 1993 |
|
RU2056968C1 |
| Инструмент для радиальной ковки | 1990 |
|
SU1731396A1 |
| Инструмент для радиальной ковки | 1982 |
|
SU1073953A1 |
| ИНСТРУМЕНТ ДЛЯ РАДИАЛЬНОЙ КОВКИ | 1992 |
|
RU2042465C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2004 |
|
RU2284874C2 |
| Способ радиальной ковки | 1987 |
|
SU1434615A1 |
| Инструмент для радиальной ковки | 1990 |
|
SU1773543A1 |
| Способ ковки заготовок | 1981 |
|
SU1003983A1 |
| Способ кузнечной протяжки | 1989 |
|
SU1639861A1 |

Изобретение относится к обработке металлов давлением, в частности к инструменту радиально-ковочных машин
Цель изобретения - повышение ка- чества пластической обработки металлов.
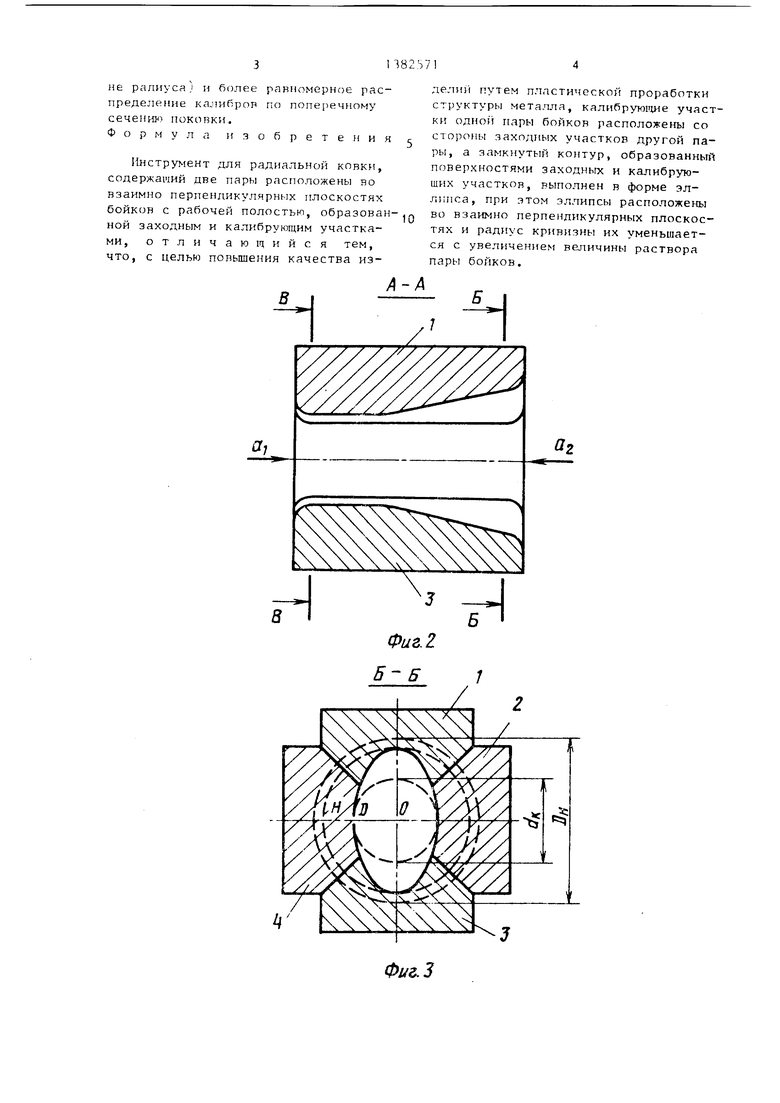
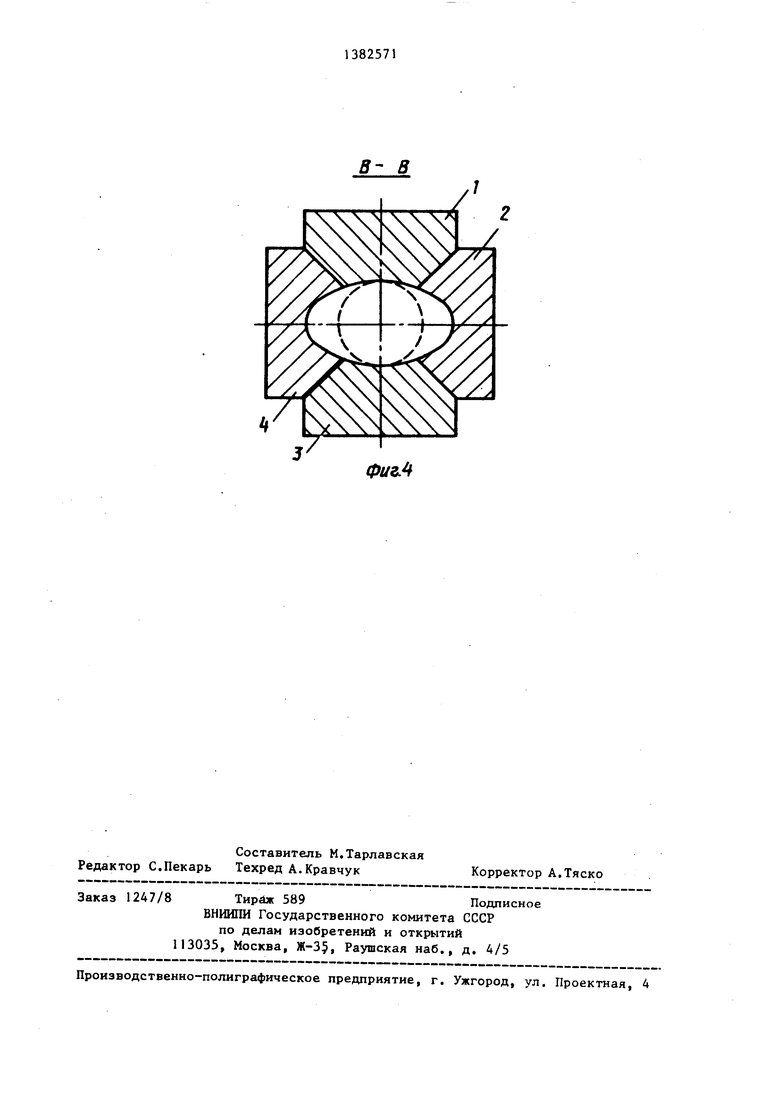
На фиг. 1 изображен инструмент в сомкнутом положении, общий вид; на .фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2.
Инструмент для радиальной ковки содержит две пары расположенных во взаимно перпендикулярных плоскостях одинаковых бойков 1-4, криволинейные поверхности заходных и калибрующих участков которых образуют замкнутый контур . 1). Калибрующие участки пары бойков 1, 3 расположены со сто- роны заходных участков пары бойков 2, 4. Рабочая поверхность заходного и кaлибpyюp eгo участков каждого бойка выполнена с переменным по длине участка радиусом кривизны, уменьшаю- шимся с увеличением раствора пары бойков (фиг. 2). Замкнутый контур, образованный поверхностями заходных и и калибруюп1их участков бойков, имеет форму эллипса (фиг. 3 и 4).
Ковка инструментом такой конструкции ведется следующим образом.
Обжатие производится четырьмя бойками 1-4 одновременно, в промежутках между обжатиями производится продоль ная подача заготовки без вращения ее вокруг продольной оси. Обжатие исходной заготовки диаметром Вц осуществляется таким образом, что при заход по направлению стрелки а, (фиг. 2) заготовка обжимается калибрующими участками пары бойков 2,4с большей величиной единичного обжатия, чем за ходными участками пары бойков 1, 3. С проходом через бойки величина еди- ничного обжатия заготовки увеличивается под парой бойков 1, 3, уменьшаясь под парой бойков 2, 4, и принимает максимальное значение на калибрующих участках 1, 3. Поперечное сечение поковки принимает форму эллипса (фиг. 4). Поперечное сечение заготовки (по всей длине) при осуществлении данного прохода подвергается развитым потокам вытеснения метал ла с распространением очага деформации в осевую зону. При этом по мере обжатия заготовки инструментом предлагаемой конструкции в течение одного прохода без вокруг продольной оси осуществляется изменение направления потоков вытеснения металла в поперечном сечении заготовки на угол 90 , что способствует более интенсивной проработке ее литой структуры по всему сечению.
После окончания ковки на первом проходе (подача по направлению стрелки а() заготовку поворачивают вокруг ее продольной оси на угол 90 и подают в бойки по направлению стрелки а. В течение этого прохода дважды осуществляется изменение направления потоков вытеснения металла в поперечном сечении заготовки, а на выходе из бойков заготовка в поперечном сечении имеет также форму эллипса. На последнем проходе оформляют поковку круглого поперечного сечения диаметром . Для этого в промежутках между обжатиями производится продольная подача с одновременным вращением заготовки вокруг ее продольной оси.
Взаимное расположение двух пар бойков, а также переменный по длине рабочих участков бойков радиус кривизны, уменьшающийся с увеличением раствора пары бойков, обусловлены требуемой по длине бойков формой замкнутого контура, образованного поверхностями заданных и калибрующих участков. i
Использование изобретения позволяет улучшить качество пластической обработки металла за счет создания интенсивных потоков вытеснения в поперечном сечении заготовки, что обеспечивает повышение его свойств и уменьшение их анизотропии.
Пример, Литую заготовку из стали 11РЗАМЗФ2 диаметром 160 мм, массой 28 кг проковывают на РКМ усилием 1,6 МН в бойках предлагаемой конструкции на заготовку диаметром 60 мм. От каждой поковки отбирают пробы и изготовляют образцы для испытания механических свойств в поперечном и продольном направлениях.
Исследования показали, что ударная вязкость металла при ковке заготовок предлагаемым инструментом повысилась на 9-13%, анизотропия свойс в продольном и поперечном направлениях уменьшилась на 14-22%. Проведенные металлографические исследования показали снижение карбидной неоднородности на-0,5-1,0 балл (на половине ралиуса, н более равномерное распределение калибров по полеречному сечеиик: поковки. Формула изобретения
{нструмент для радиальной ковки, содержаший две пары расположены во взаимно перпендикулярных плоскостях бойков с рабочей полостью, образованной заходным и калибрующим участками, отличающийся тем, что, с целью повьшения качества изcij
дели11 путем пластической проработки структуры металла, калибрую11у1е участки одной пары бойков расположены со стороны захпдиых участков другой пары, а замкнутый контур, образованный поверхностями заходных и калибрующих участков, выполнен в форме эллипса, при этом эллипсы расположены во взаимно перпе)1дикуляриых плоскостях и радиус кривизны их уменьшается с увеличением величины раствора пары бойков.
А-А
/
QZ
-А
Фиг. 2 5 Б
Фиг-З
В- в
Фиг.
