(54) СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СТАЛЬНЫХ ИЗДЕЛИЙ стали при напряжениях от 2-3 кг/мм до предела текучести стали. При этом остаточные напряжения понижаются от значений близких к напряжениям текучести до 2-3.кг/мм Термоциклирование улучшает структуру шза и околошовной зоны, что повышает ка,честно сварных соединений. Повышение производительности труда и эффективности способа является след-ю
ствием устранения операции термообработки после сварки. Когда при сварке уровень остаточных напряжений невелик и не обеспечивает скорости деформации при котором проявляется эффект сверхпластичности, тог-да к свариваемым изделиям (точкам) в момент термообработки прикладывается внешняя нагрузка, компенсирующая недостающее усилие, например, при соединении деталей с малым поперечным сесением и т.п.
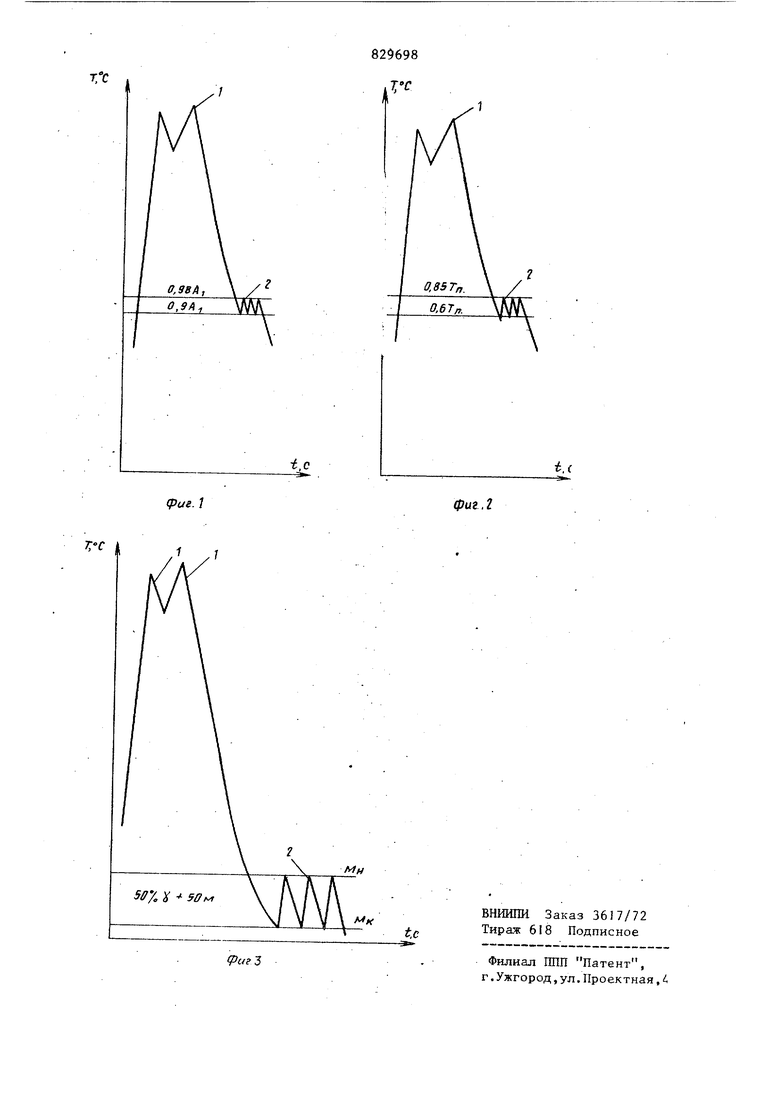
На фиг. 1 представлен график изменения температур при сварке пульсирующей дугой с термоциклированигм в районе температур про вЛения эффекта структурной сверхпластичности; на фиг. 2 - то же, в районе температур проявления эффекта сверхпластичности материалов, претерпевающих фазовые (полиморфные) превращения; на фиг. 3то же, в интервале температур мартенситного перехода.
Способ осуществляется путем повышения мощности источника нагрева до значения обеспечивающего получения сварного соединения конструкции, а затем после охлаждения сварного соединения до нижнего порога температуры, при которой проявляется эффект сверхпластичности, циклического изменения в пределах, обеспечивающих пульсацию температуры в сварном соединении в районе сверхпластичности. llfiH различных материалов эта температура находится в пределах (0,6-0,85) Тп,(0,9-0,98) М - конца
до ML, - начала мартенситного превра
щения, или в районе температур, соответствующих 50% структуры мартенсита.
На графиках 1-ей обозначено изменение температуры при которой материалы свариваются, а 2-ой термические циклы обработки сварного соеЯ
пульсации дуги, обеспечивающий заданный цикл изм.енения температуры в изделии (фиг. ,3). При действии сварочного цилка 1 образуется сварная точка, эта точка и прилегающие к ней зоны основного металла термически трехкратно обрабатывают в интервале температур сверхпластичности. Затем производят сварку следующей точки с заданным перекрытием для получения терметичного шва.
Производительность труда, полученная за счет исключения отдельной операции термообработки для снятия остаточных напряжений, увеличивается в
2раза. Экономия, например, при сварк трубопроводов)й 219x20 мм из стали 12ХШ1Ф, где требуется высокий отпуск после сварки составляет более
10 р. в расчете на 1 стык.
Формула изобретения
Способ термической обработки сварных стальных изделий, включающий регулируемое охлаждение сварного соединения в процессе сварки, отличающийся тем, что, с целью повышения качества и эксплуатационной надежности сварного соединения, в процессе охлаждения производят термоциклированне в интервале сверхпластичности стали при напряжениях от 23кг/мм до предела текучести стали.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 3963163, кл. 228-196, 1976.
2.Справочник по сварке. Под ред. Е. В. Соколова, т. 2 Государственное научно-техническое издательство машиностроительной литературы,
.М., 1962, с. 285, 299 (прототип). 8.4 динения в режиме сверхпластичности. На этих фигурах,приведены две. тепловые волны, обеспечивающие сварку и три термических цикла, обрабатывающих сварное соединение в состоянии сверхпластичности. Пример. На свариваемый стык труб устанавливают головку автомата для сварки пульсирующей дугой вольфрановым электродом и назначают режим
r.C
.(

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки сварных соединений | 1981 |
|
SU1074911A1 |
| Способ сварки изделий из чугуна | 1982 |
|
SU1058756A1 |
| Способ изготовления сварных соеди-НЕНий из СТАлЕй | 1979 |
|
SU806324A1 |
| СПОСОБ АРГОНОДУГОВОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ДЛЯ СНЯТИЯ ОСТАТОЧНЫХ СВАРОЧНЫХ НАПРЯЖЕНИЙ | 2007 |
|
RU2376345C2 |
| СПОСОБ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 1991 |
|
RU2022738C1 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ ИЗМЕНЕНИЕМ ТЕМПЕРАТУРЫ | 2006 |
|
RU2322513C1 |
| Способполучения сварного соединения | 1976 |
|
SU602329A1 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ ОХЛАЖДЕНИЕМ | 2006 |
|
RU2323264C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕРМИЧЕСКИМ ЦИКЛОМ МНОГОПРОХОДНОЙ ЛАЗЕРНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ В УЗКОЩЕЛЕВУЮ РАЗДЕЛКУ СО СВАРОЧНОЙ ПРОВОЛОКОЙ | 2020 |
|
RU2754216C1 |
| Способ изготовления сварных соединений | 1989 |
|
SU1735398A1 |