Изобретение относится к технологическому оборудованию для производ ства радиодеталей и может быть, в частности, использовано для формовки и обрезки вЕлводов транзисторов и микросхем. , .
Известно устройство для формовки выводов радиоэлементов, содержащее неподвижную.каретку, снабженную гнездом с формирующими элементами и прижимом для радиоэлемента, и прдййжную каретку, снабженную рассекателем, у которого неподвижная каретка снабжена клинообразным копи- . , а рассекатель подвижной каретКи выполненв виде двух губок, установленных с возможностью взаимодейст йия с,клинообразным копиром Л.
Недостатком известного устройства является то, что на нем можно производить только П-обраэную гибку, другие виды гибки производить невозможно (например, гибку деталей 2 -образной формы).
Наиболее близким к изобретению . по.технической сущности является устройство для формовки и обрезки выводов радиоэлементов, содержащее разъемную матрицу, выполненную в виде полуцилиндров,.формующий пуансон с пазами, обрезной нож и. привод з .
Однако известное устройство не обеспечивает высокого качества формовки выводов.
Цель изобретения - повыиенив качества формовки выводов. „
Поставленная цель достигается тем, что в устройстве для формовки и обрезки выводов радиоэлементов, содержащем разъемную матрицу, выполненную в виде полуцилиндров, формующий пуансон с пазами, отрезной нож и привод, разъемная матрица снабжена формукадими вкладышами, установленными ,в пазах ее полуцилиндров, на внутренней поверхности которых выполнен кольцевой выступ, причем полуцилиндры установлены с во-зможнойтью возвратно-поступательного перемещения относительно форМУ1ЮЩИХ вкладыдей.
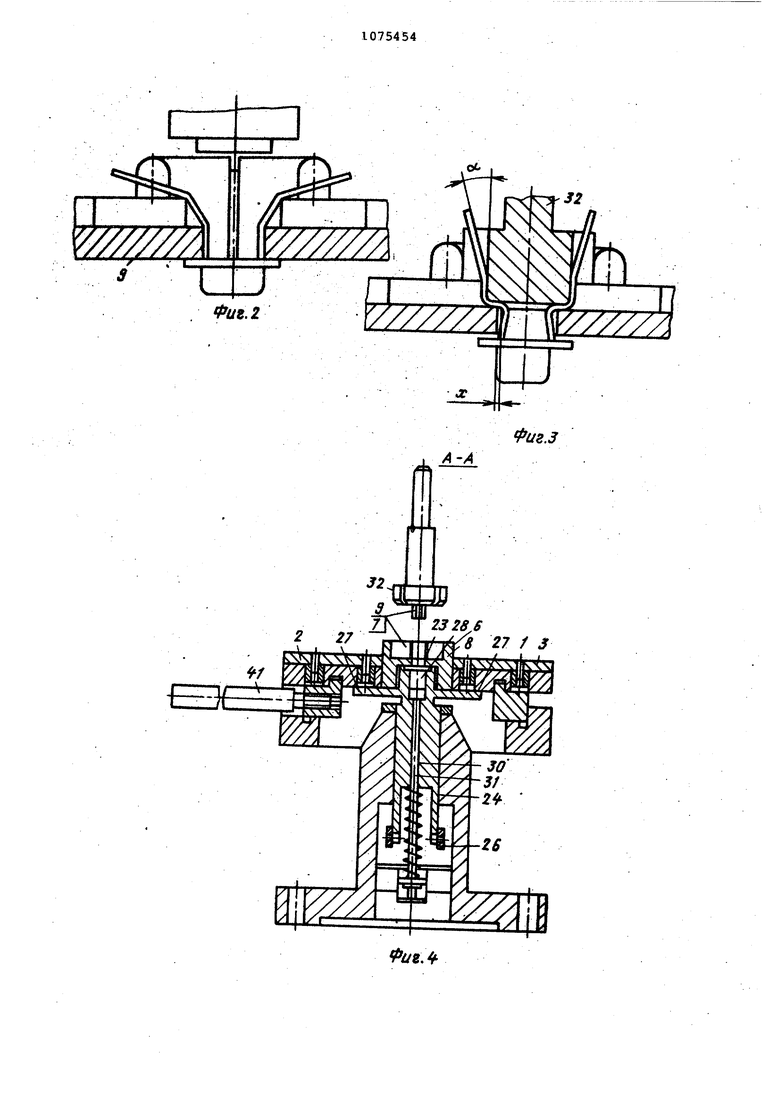
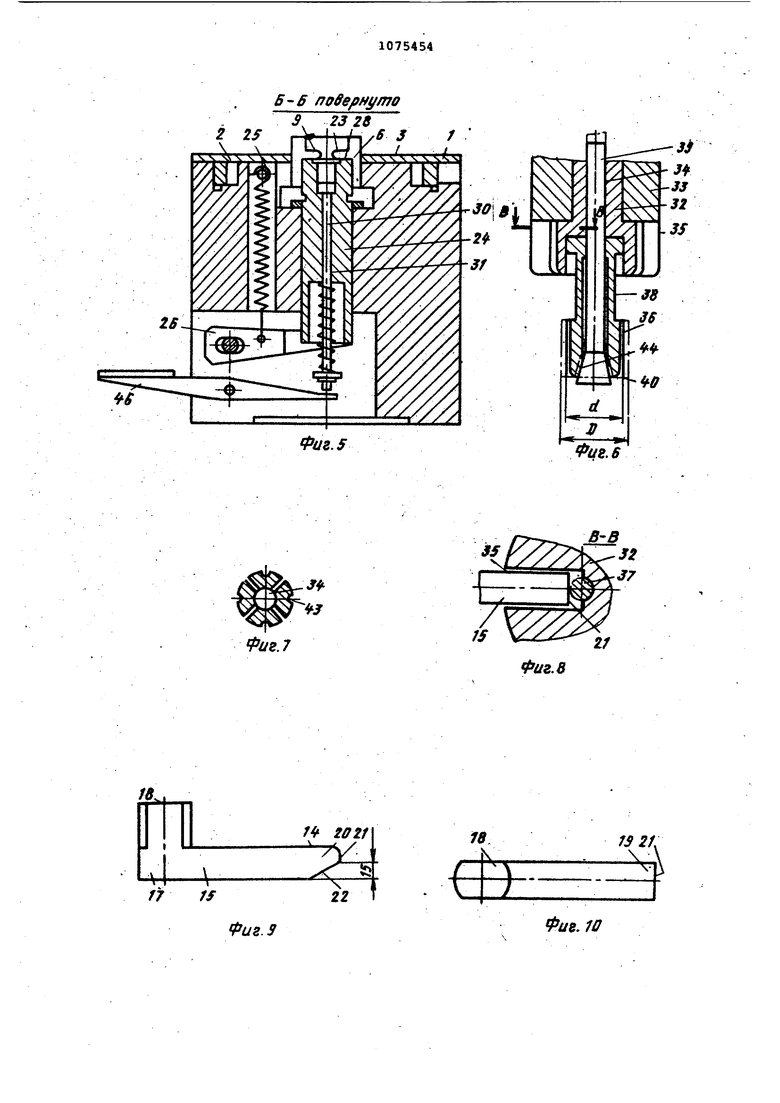
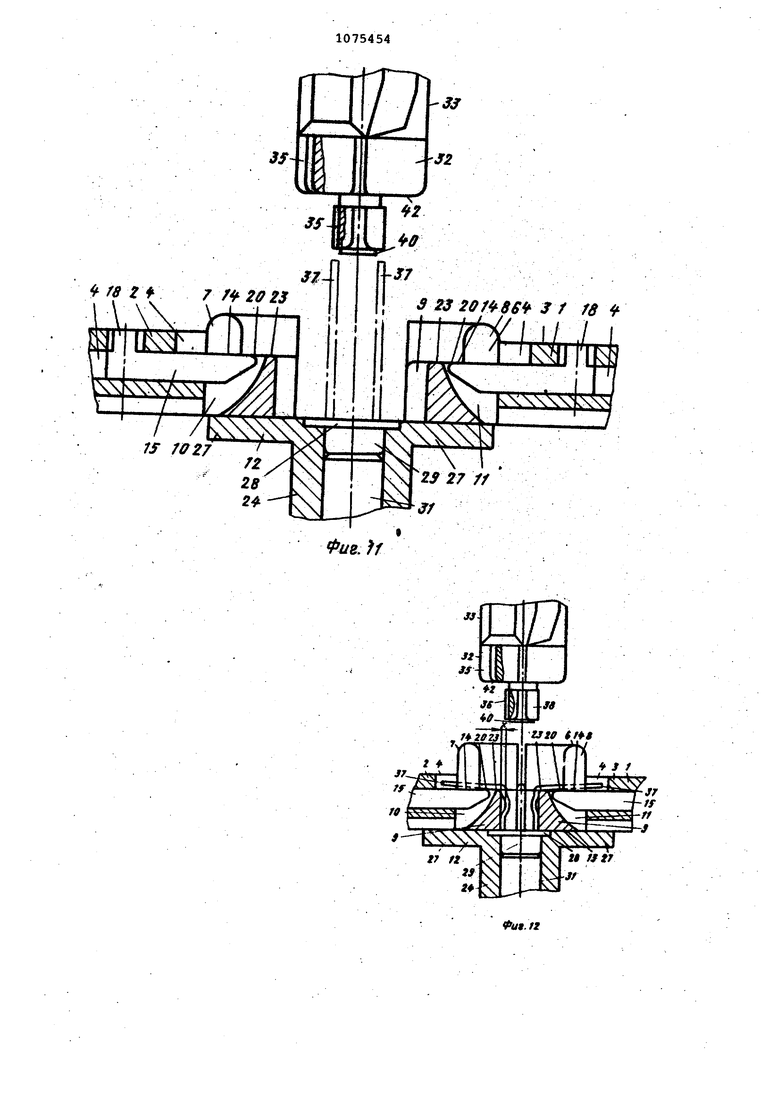
На фиг. 1 - изображено предлагаемое устройство, вид сверху; на фиг.2 - места изгиба выводов при разводе их по радиальным пазам; на фиг.З - то же,при опущенном пуансоне; на фиг.4 - разрез А-А на фиг.1; на фиг.5 - разрез .Б-Б на фиг.1; на. фиг.6 - пуансон, разрез; на фиг.7 пружинящая втулка с пазами, разрез на фиг. 8 - разрез В-В на фиг.6; на фиг.9 и 10 - формукяций вкладыя; на фиг. 11 - взаимное расположение деталей в момент установки радиоэлемента; на фиг. 12 - то же, в момент развода выводов ло радиальным
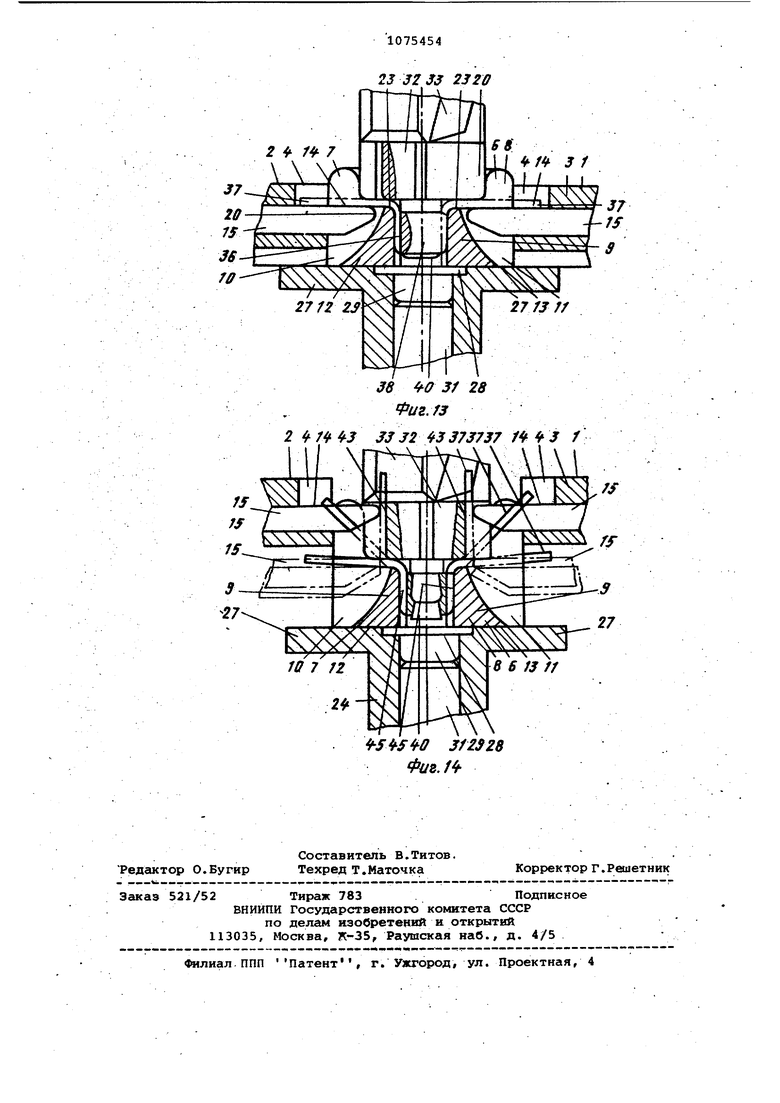
пазам; на фиг.13 - тоже, в момент формовки на кольцевом выступе; на фиг. 14 - то же,в момент окончательной формовки и рихтовки выводов .
Устройство для формовки и обрезки выводов содержит разъемную крьмку 1, выполненную в виде двух плоских пластин 2 и 3 с пазами 4, выполненными снизу. При смыкании этих пластин 2 иЗ в центре образовано отверстие 5, в котором установлена разъемная матрица б, выполненная в виде двух полуцилиндров 7 и 8, на которых выполнен кольцевой выступ 9 с находящимися на.нем радиальньми пазами 10 и 11. При зтом пазы 4 на пластинах 2 и J являются продолжением пазов 1U и 11. Нижние поверхности 12 и 13 полуцилиндров 7 и 8 имеют возможность взаимодействия с поверхностью j4 вкладыша 15.
Пазы 4 пересекаются с отверстиями 16, выполненными на пластинах 2 и 3. -В пазы 4 пластин 2 и 3 запресованы вкладыши 15 Г-образной формы на одном конце 17 которых вьшолнен выступ 18 в виде срезанного цилиндра, диаметр которого равен диаметру отверстий 16. При сборке выступ 18 входит в отверстие 16, на другом конце 19 вкладьаыа 15 выполнены радиус 20, торцевая поверхность 21 и фаска 22. ВкладЕлчи 15 запрессованыдв пазы 4 пластин 2 и 3 и проходят в радиальные пазы 10 и 11. лолуцилиндров 7 и 8 так, что в исходном положении поверхность 14 вклады.«а 1 устанавливается на уровне поверхности 23 внутреннего кольце1врго выступа 9, через который также проходят пазы 10 и 11. Разъемная матрица 6 имеет возможность движения вве и вниз относительно пластин 2 и 3, а также относительно запрессованных в них вкладычей 1.5 и поднимается снзу толкателем 24 с помощью пружины 25 растяжения через рычаг 26. Толкатель 24 выполнен пустотелым с двумя выступами 27, имегацими возможность взаимодействия с поверхностями 12 и 13 полуцилиндров 7 и 8 и с гнездом 28 в верхней части, служащим для установки в него радиоэлемента 29. Во внутреннем отверсти 30 толкателя 24 расположен выталкиватель 31, служащий для съема готового радиоэлемента 29. Над матрицей 6 в подвижном шпинделе закрепле полый пуансон 32 с отрезным ножом 33, вьлполненный в виде ступенчатого отверстия 34, и имеет двойную систему пазов 35 и 36, выполненную в два яруса, расположение первого (верхнего) из которых соответствует расположению торцов (от поверхности) 21 вкладыша 15 в сборе миу с толщина выводов 37 радиоэл вента, а второй паз 36 (нижний) соответствует расположению выводов 37 в радиоэлементе 29..
Пазы нижнего яруса выполнены на тонкостенной пружин Фцей разрезной тулке 38 типа цангиf запрессованой снизу в отверстие 34 пуансона 32, через Которое проходит тяга 39 с конической головкой 40 на ее коне. Рукоятка 41 предназначена для . сведения пластин 2 и 3 с п(5луцииндхрами 7 и 8. 42 - торцовая поверхность пуансона 32, 43 - дно пазов 35, 44 -.внутренний конус разрезной ружинящей втулки 38 45 - внутренняя поверхность, образованная внутри выступа 9; 46 г- рычаг для подъема радиоэлементов 29. Размеры Y и Z соответствуют установочнь координатам радиоэлемента 29 на плате минус толщина выводов 37.
Устройство работает следующим образом.
Радиоэлемент 29 устанавливается в-гнездо 28 толкателя 24, и поворотом рукоятки 41 пластины 2 и 3 соответственно с полуцилиндрами 7 и 8 сводятся до соприкосновения. Выводы 37 радиоэлемента 29 разводятся по пазам 10 и 11, принимая при этом предварительную.форму, заданную выступом 9 и поверхностью 14 вкладышей 15 без изгиба по длине. При движении пуансона 32, ориентированного по отношению к пазам 10 и 11, разрезная втулка 38 входит между выводами 37 радиоэлемента 29, при дальнейшем движении пуансон 3 2 ложится торцовой поверхностью 42 на горизонтально уложенные в.ыводы 37 ргщиоэлемента 29 и окончательно прижимает их к поверхности 23 выступа 9.
При дальнейшем движении вниз пуансона 32 усилие от него через горизонтально уложенные выводы 37 радиоэлемента 29 передается на полуцилиндры 7 и 8, при этом они, преодолевая усилие пружины 25 растяжения, начинают двигаться вниз относительно вкладыпей 15. При этом горизонтально уложенные . выводы 37 радиоэлемента 29 и зажатые между поверхностью 23
выступа 9 и торцовой поверхностью 42 пуансона 32 начинают скользить по радиусу 20 и торцовой поверхности 21 вкладьша 15. При этом сколжении выводы 37 поднимаются вверх и торцоврй поверхностью 21 загоняются в пазы 3 5 верхне го яруса.
При дальнейшем движении вниз . пуансона 32 с полуцилиндрами 7 и Si концы 19 вкладышей 15 движутся по пазам .35 пуансона 32 и, прижимая : находящиеся там вьшоды 37 радиоэлемента 29 торцовыми поверхностям ми 21 к дну 43 пазов 35, производя окончательную рихтовку концов выводов радиоэлемента 29. При достижении пуансоном 32 и полуцилиндрами 7 и 8 крайнего нижнего положения начинает двигаться вверх тяга 39, и поверхность ее конической головки 40 взаимодействует с внутренним консом 44 разрезной пружинящей втулки 38. Нижняя часть При этом увеличивается в диаметре с размера d до размера В и прижимает выводы радиоэлемента 29, расположенные в пазах 36, к внутренней поверхностей 45, образованной внутри выступа 9 при их смыкании, и происходит окончательная рихтовка.выводов радиоэлемента 29. Дсшеё поворачивается отрезной нож и отрезает выводы по верхней торцовой поверхности пуаН сона 32. Плоскость среза находится на уровне поверхности вкладыаей 15. Таким образом, выводы в момент среза оказываются точно фиксированными, что обеспечивает их качественный срез.
После этого пуансон поднимается в исходное положение поворотом рукоятки 41, и плоские пластины 2 и 3 разведены.
При нажатии на рычаг 4(5 вытгшкиватепь 31 поднимает вверх сформованный и обрезанный рг1диоэлемент 29. Устройство находится в исходном положении, затем цикл формовки и обрезки повторяется.
Использование изобретения повышает производительность труда, дает возможность формовать выводы, находящиеся в центре и расположенны не по окружности, полност-ью исключает брак выпускаемой продукции.

УСТРОЙСТВО ДЛЯ ФОРМОВКИ И ОБРЕЗКИ ВЫЮДОВ РАДИОЭЛЕМЕНТОВ, содержащее разъемную матрицу, выло::ненную в виде полуцилиндров, форму юций пуансон с пазами, отрезной нож и привод,отличающе ес я тем, что, с целью повышения, качества формовки выводов, разъемная матрица снабжена формующими вкладьшами, установленнымив пазах ее полуцилиндров, на внутренней поверхности которых выполнен кольце вой выступ, причем пот уцилиндры установлены с возможностью возвратно-пост;упательного перемещения относительно формующих вкладыией. (Л СП 4 сл 4
А-А
Фиъ. пове/ н1/то S, 23 28 Фиг. 5 Фцъ,б
Фае.
MiB
3S
Фиг. 9
Фиг. 10
a
2 3332 3373737 /
//
Af JS.
38 0 J/ 28
Фиг.гз
27
3f2328 .1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для формовки выводов радиоэлементов | 1978 |
|
SU706950A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 0 |
|
SU401028A1 | |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
