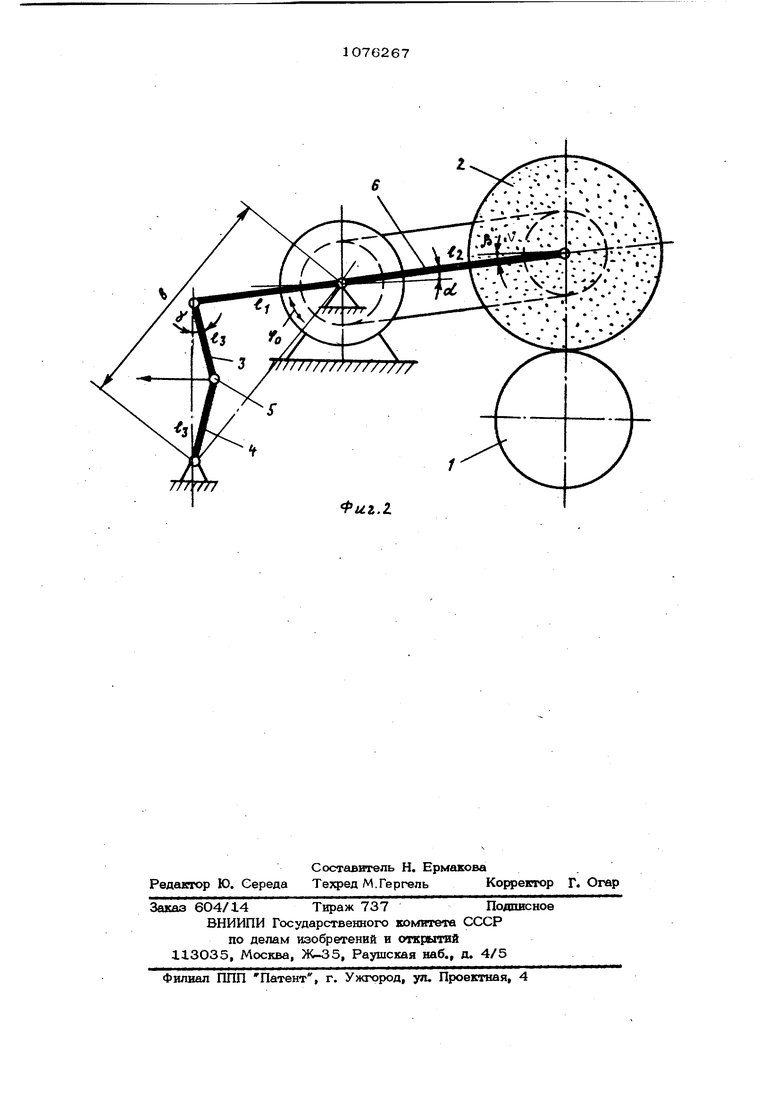
Изобретение относится к машино- и приборостроешоо и может быть применено при обработке деталей с высоким качеством поверхности, Известен способ полирования, согласно которому вращающемуся полировальному кругу соойцают перемещение по нормали к офабатываёмой поверхности с посто5шным усилием . 1J. Недостатком является то, что извест ный способ не обеспечивает повышенное качество обработки в случае значительного износа полировального круга, так как направлен на стабилизацию контактного давления за счет постоянства силы резания. Однако по мере износа круга при постоянной силе резания контактное да&ление изменяется что нарушает условия офаботкИо Известен также способ полирования, согласно которому врашакхцемуся полировальному кругу сообщают перемещение по нормали к обрабатываемой поверхности с изменяющимся усилием 2j. Одная указанный способ не обеспечиаает высокой производительности, так как направлен на стабилизацию контакте кого давления, что по мере износа полировального круга приводит к снижению производительности офаботки. Цель изобретения повьпиение проиэводительности обработки. Указанная цель достигается тем, что согласно способу полирования, при которо вращающемуся полировальному угу сообщают перемещение по нормали к обраба1ываемой 1юверхности с изменяющимся усшшем, усилие увеличивают по мере и носа шметровального вруга пропорщюналь но изменению его диаметра. На фиг, 1 графически представлен за кон нзменення усилия; на фиг. 2 - прим реалвзашш щюдлагаемого способа. Для вооирования детали 1 использую вращакшийся полировальный «руг 2. ПоЛ1фовавве осуществляют путем перемешегшя шмшровального круга 2 по норма к поверяностй детали 1. При этом по м ре шзноса (уменьшение диаметра) полир вальнотч) вруга усилие F|,o;j , с которым перемещают уг, увеличввают отЕполл доРдоА, пропоркюэнально изменению ди метра круга от D л до D пр. 2. Указанный закон изменения усилия реализуется, например, с помощью меха низма ломаного рычага, ковазанного на 107 2 иг. 2, Он состоит из стержней 3 и 4, бщий шарнир 5 которых соединен с мэанизмом перемещения (не показан), оздающим постоянную силу тяги F . Поировальный круг 2 может быть связан о стержнем 3 непосредственно или осредством качающегося рычага 6, как оказано на фиг. 2. В последнем случае о мере износа полировального круга иэеняется угол ai, . При этом величина силия РПОА. определяется зависимостью cos(ot-fi), ,p--2 р агссо5 j PAeT- Pi p) лle + ,bcos(() 90%OlrCCOS ei-bcos() -arccos leVb -2eiboos(ei+tfoV длины плечь рычагов Ь - расстояние между осями стержня 4 и рычать 6} -угол начального положения рычага 6; - изменение диаметра полировального круга; -диаметр детали. Предлагаемый способ был сихробован ва заводе поршневых колеп при полировании на полировальном станке стальных спиралей, сбазированных на оправкахспутниках. Результаты показали, что при полировании полировальным кругом Ф 200 мм усилие полирования составляет ЗО кг. После того, как из-за износа диаметр круга уменьшился до 120 мм, угол поворота рычага составляет пример но 2о. При этом усилие полирования ув&личивают до 50 кг, что дает возмоя йость сохранить время полирования постоянным, независимо от износа круга. Блaгcv даря этому производительность обработки в целом за период стойкости круга во&растает. Таким офазом, согласно предлагаемому способу перемещения полировального круга по мере взноса осуществляют с возрастающим усилием, достигается повышение производительности обработки.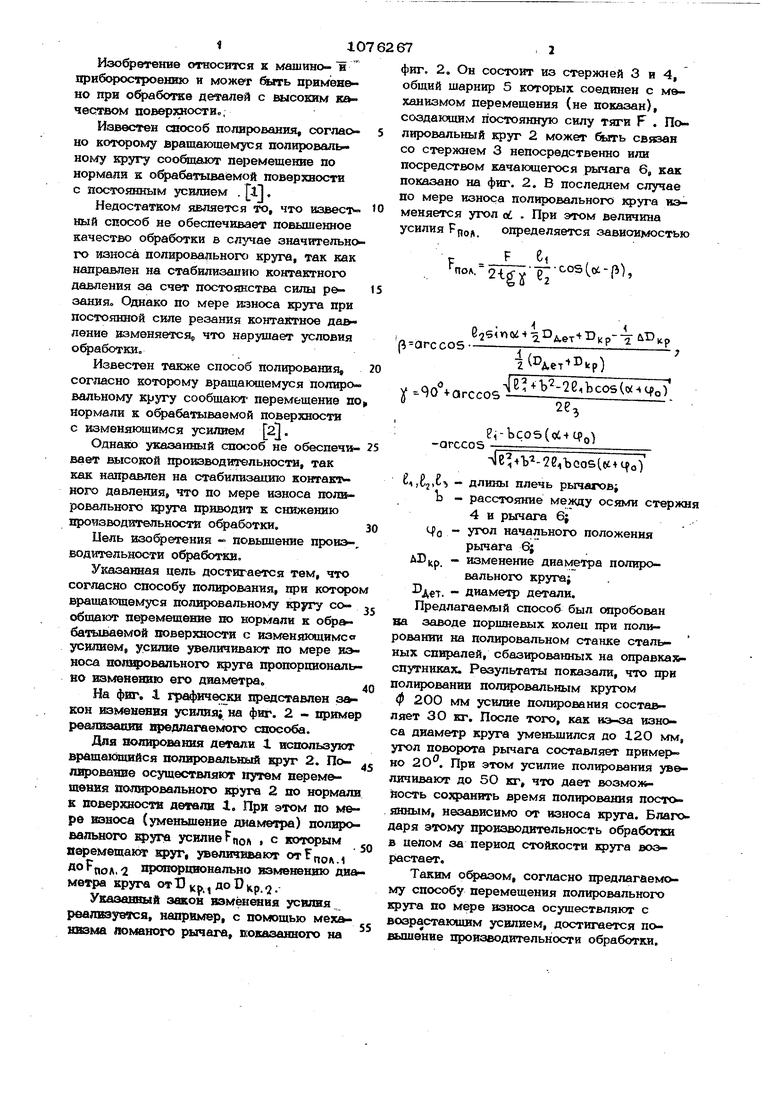
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный дорнирующий инструмент | 1989 |
|
SU1638000A1 |
| УПРУГИЙ ПОЛИРОВАЛЬНЫЙ КРУГ ИЗ АЛМАЗНО-АБРАЗИВНОЙ ШКУРКИ | 2004 |
|
RU2261167C1 |
| Устройство для дорнования отверстия трубы | 1990 |
|
SU1706847A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2237568C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| Способ полирования поверхности поликристаллического алмазного покрытия деталей | 2022 |
|
RU2806253C2 |
| СПОСОБ ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2207240C2 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1996 |
|
RU2103151C1 |
| Способ полирования | 1982 |
|
SU1215954A1 |
| Полировальный инструмент | 1989 |
|
SU1706850A1 |
СПОСОБ ПОЛИРОВАНИЯ, согласно кот чзому врашаюшемуся полировальному кругу соо&цают перемещение по нормали к охватываемой поверхности с изменяошимся усилием, отличающий с я тем, что, с целью повыш ния проваводительности обработки, усилие увеличивают по мере износа полировального круга пропорционально изменению его диаметра.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU87851A1 | |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Тверской М | |||
| М | |||
| Автоматическое управление рехпмамн обработки деталей иа станках | |||
| М., Машиностроение, 1982, с | |||
| ПЕЧНОЙ ЖЕЛЕЗНЫЙ РУКАВ (ТРУБА) | 1920 |
|
SU199A1 |
