Изобретение относится к обработке металлов давлением, а именно к оборудованию, применяемому для производства гнутых профилей проката, и предназначено для использования преимущественно в металлургии и машиностроении.
В профилегибочном стане клети содержат, как правило, установленные один над другим с зазором валки, в которых выполнены рабочие ручьи и имеются конические рабочие поверхности для подгибки периферийных участков профиля (полок).
Для центрирования профиля в валках и предупреждения его смещения калибры валков закрывают с помощью цилиндрических буртов или конусных выступов. В первых клетях стана обычно применяют цилиндрические бурты на нижнем охватывающем валке, а в промежуточных клетях, когда углы подгибки полок превышают 30о, калибры валков закрывают конусными выступами на верхнем охватываемом валке. При профилировании в промежуточных клетях стана рассматриваемой конструкции наблюдается смещение формуемых профилей в калибре, переформовка его элементов и смятие кромок. Для предупреждения указанных дефектов применяют ослабленные режимы подгибки, а следовательно, и повышенное количество рабочих клетей стана.
Известен профилегибочный стан, в клети которого валок для изготовления равнополочных профилей выполнен с рабочим ручьем, имеющим конусные участки для подгибки полок профиля. Упомянутый рабочий ручей ограничен по ширине цилиндрическими буртами.
При этом с целью повышения качества профилей за счет предупреждения поперечного смещения профиля в рабочем ручье, он выполнен с дополнительными переходными конусными участками, размещенными в рабочем ручье, каждый из которых примыкает к соответствующему конусному участку для подгибки полок, причем ширина и больший диаметр дополнительного переходного конусного участка определяются зависимостями
δ=b(cosα-cosβ) > tgβ где b - ширина полки профиля;
> tgβ где b - ширина полки профиля;
δ- ширина дополнительного переходного конусного участка;
D и d - соответственно больший и меньший диаметры переходного конусного участка;
β- угол наклона образующего конусного участка калибра для подгибки полок;
α- угол наклона полки исходного профиля.
Недостатком профилегибочного стана с клетями, имеющими рабочие валки такой конструкции, являются завышенные диаметры нижних валков, содержащих цилиндрические бурты, а также сопряженных с ними по калибру верхних валков, что приводит к увеличению межосевого расстояния валков в клети и ее габаритов. Кроме того, промежуточных клетях стана, когда подгибка полок превышает 30...40о, вследствие сравнительно больших горизонтальных перемещений кромок профиля центрировать профиль цилиндрическими буртами затруднительно из-за отдаленности их мест контакта от плоскости калибра. Тогда уменьшают углы подгибки за проход, что приводит к увеличенному количеству технологических переходов и клетей в профилегибочном стане. В связи с этим такая конструкция клети находит применение преимущественно для выполнения первых технологических переходов в стане.
Известен профилегибочный стан, содержащий рабочую клеть с валком, у которого выполнены конические рабочие участки, дополнительные конические участки, сопряженные с рабочими участками, и цилиндрические бурты, ограничивающие рабочий ручей по ширине, причем с целью снижения металлоемкости дополнительные конусные участки 3 выполнены с углом наклона образующей, меньшим угла наклона образующей рабочих конических участков, при этом меньший диаметр дополнительных конических участков определяется из выражения
D1 = D0 + (0,7...0,9)2a˙tg β, где Dо - основной диаметр;
а - ширина конусного участка валка для подгибки полки;
β- угол наклона образующей рабочей поверхности конусного участка валка; а их больший диаметр определяется из выражения
D2 = Dб - 2(0,05...0,2)bк, где Dб - диаметр бочки;
bк - ширина рабочего конусного участка.
Недостатком профилегибочного стана с клетью известной конструкции является отсутствие центрирования профиля непосредственно в осевой плоскости валков (в калибре), что в ряде случаев приводит к смещению профиля и разнополочности, переформовке его элементов, смятию кромок. В связи с этим для центрирования профиля как на входе в валки так и непосредственно в калибре целесообразно одновременно применять известный валок и валок с конусными выступами, закрывающими калибр.
Известен также профилегибочный стан с клетью, в которой установлены один над другим с зазором валки с коническими рабочими поверхностями и в которой верхний валок выполнен с выступами, примыкающими к рабочим коническим участкам с обеих сторон с образованием закрытого калибра, при этом с целью расширения технологических возможностей за счет расширения диапазона толщин изготавливаемых деталей, конические рабочие участки нижнего валка выполнены срезанными по краям с образованием цилиндрических участков, а линии сопряжения поверхностей упомянутых цилиндрических и конических участков размещены от соответствующих выступов верхнего валка в направлении образующих конических поверхностей на расстоянии, равном 0,75...1,15 величины упомянутого зазора.
Недостатком такого профилегибочного стана является то, что при изготовлении гнутых профилей наблюдается поперечное их смещение в поперечном направлении в калибрах валков рабочих клетей, которое приводит к разнополочности и их продольному искривлению, а также смятие металла полок вблизи кромок из-за первоначальной подгибки полок и встречи поверхности подгибаемой полки движущегося в стане профиля с острыми кромками выступов верхних валков и местами перехода от конических рабочих участков нижнего валка к цилиндрическим периферийным до начала центрирования профиля относительно выступов верхних валков в калибре.
К недостаткам следует отнести также необходимость в завышенном количестве технологических переходов, а следовательно, и большем количестве рабочих клетей в стане для надежного центрирования формуемого профиля при профилировании.
Наиболее близким по технической сущности и достигаемому результату к изобретению является выбранный в качестве прототипа профилегибочный стан, в котором по крайней мере одна из его клетей содержит установленные один над другим с зазором валки с коническими рабочими участками верхний (охватываемый) валок выполнен с выступами, примыкающими к коническим рабочим участкам, а конические рабочие участки нижнего (охватывающего) валка выполнены срезанными по краям с образованием цилиндрических участков.
При этом в упомянутой клети профилегибочного стана образующая конической поверхности выступов верхнего валка со стороны рабочей поверхности конусного участка расположена под углом 100-120о к образующей этого участка, а линии сопряжения поверхностей цилиндрических и конических участков нижнего валка размещены в плоскостях, ограничивающих рабочую часть калибра по ширине.
К недостаткам прототипа следует отнести то, что при изготовлении гнутых профилей в стане с упомянутой выше клетью наблюдается смятие металла полок профилей вблизи кромок со стороны нижних охватывающих валков в местах встречи с поверхностью подгибаемой полки профиля мест перехода от конических рабочих участков нижнего охватывающего валка к цилиндрическим периферийным до начала центрирования профиля относительно выступов верхнего охватываемого валка в калибре.
Технической задачей изобретения является надежное центрирование формуемого профиля в стане и предупреждение при этом смятия металла полок.
Это достигается тем, что в профилегибочном стане, содержащем по крайней мере одну клеть со спаренными по калибру охватывающим и охватываемым валками, рабочие ручьи которых выполнены с периферийными рабочими коническими участками, причем охватываемый валок содержит примыкающие к коническим участкам выступы с конусным участком, образующая которого расположена под углом 100...120о к образующей рабочей поверхности конусного участка, а охватывающий валок на рабочей части ручья содержит калибрующий участок, включающий центральный участок и частично примыкающие к нему рабочие конические участки, в указанной клети профилегибочного стана рабочая часть упомянутого ручья охватывающего валка выполнена шириной, составляющей 1,0...1,2 от ширины калибрующего участка рабочего ручья охватывающего валка предыдущей клети стана. При этом в отдельных случаях целесообразно рабочий ручей охватывающего валка указанной клети по ширине ограничивать буртами расстояние между внутренними торцовыми поверхностями которых равно ширине калибрующего участка рабочего ручья в предыдущей клети.
Выполнение по крайней мере в одной упомянутой клети профилегибочного стана, содержащей спаренные по калибру охватываемый и охватывающий валки с примыкающими к центральному участку периферийными рабочими коническими участками, охватывающего валка с рабочей частью ручья, выполненной с шириной, составляющей 1,0...1,2 ширины калибрующего участка рабочего ручья охватывающего валка предыдущей клети стана, позволяет предупредить смятие поверхности металла полок изготавливаемых профилей вблизи кромок со стороны охватывающего валка до начала центрирования профиля относительно выступов верхних (охватываемых) валков в калибре вследствие гарантированного первоначального контакта профиля вблизи кромок с коническими рабочими участками рабочего ручья охватывающего валка и плавного при этом формоизменения под действием в том числе передаваемых в местах упомянутого контакта со стороны валков усилий, вызывающих контактные напряжения, не превышающие допустимых из условия смятия металла профиля.
С уменьшением ширины (Bp)n рабочей части ручья охватывающего валка упомянутой n-й клети стана до значения, меньшего ширины (Bk)n-1 калибрующего участка рабочего ручья охватывающего валка предыдущей (n-1) клети [(Bp)nL(Bk)n-1)] , наблюдается смятие поверхности металла полок профилей вблизи кромок в связи с первоначальным контактом упомянутых участков вблизи кромок полок профиля с местами перехода от конических рабочих участков к цилиндрическим периферийным участкам валка и возникающих при этом в местах контакта напряжений, превышающих допустимые.
Выполнение ширины (Bp)n рабочей части ручья охватывающего валка упомянутой клети стана до значения, превышающего 1,2(Bk)n-1, приводит к неоправданно завышенному увеличению диаметров валков и их длины, увеличению габаритов и металлоемкости рабочий клетей и стана в целом.
Для дополнительного центрирования в упомянутой клети стана формуемого профиля до его входа в калибр валков, где центрирование обеспечивается охватываемым валком с помощью примыкающих к коническим участкам выступов с конусным участком, образующая которого расположена под углом 100..120о к образующей рабочей поверхности конусного участка, целесообразно рабочий ручей охватывающего валка по ширине ограничивать цилиндрическими буртами, расстояние между внутренними торцевыми поверхностями которых равно ширине калибрующего участка рабочего ручья в предшествующей клети. В такой клети на входе в валки профиль своими кромками дополнительно центрируется относительно внутренних торцевых поверхностей цилиндрических буртов охватывающего валка, а непосредственно в калибре валков центрирования обеспечивается выступами с коническим участком, примыкающими с коническим участкам охватываемого валка. При этом предупреждается смятие металла полок вблизи кромок.
Проведенный анализ данного профилегибочного стана свидетельствует о том, что положительный эффект при реализации изобретения будет получен благодаря тому, что выполнение по крайней мере в одной клети стана в охватывающем валке рабочей части ручья с шириной, составляющей 1,0...1,2 от ширины калибрующего участка рабочего ручья охватывающего валка предыдущей клети стана позволяет улучшить качество профилей за счет уменьшения смятия полок вблизи кромок.
Выполнение же буртов, ограничивающих рабочий ручей охватывающего валка по ширине, позволяет дополнительно стабилизировать процесс профилирования и улучшить качество профилей за счет предупреждения смещения профиля при его прохождении в стане и уменьшить разнополочность и серповидность профилей.
Проведенный анализ изобретения свидетельствует о том, что качество профилей улучшится благодаря тому, что будет обеспечено предупреждение смятия полок у кромок профилей за счет того, что формующие усилия со стороны охватывающего валка в период входа профиля в упомянутую клеть будут передаваться со стороны рабочих конусных участков, в то время как при изготовлении профилей в клети, взятой в качестве прототипа, усилия локализуются в точках пересечения образующих конической и цилиндрической поверхностей, что вызывает смятие полок вблизи кромок, нарушение сплошности поверхности; задиры, риски, царапины.
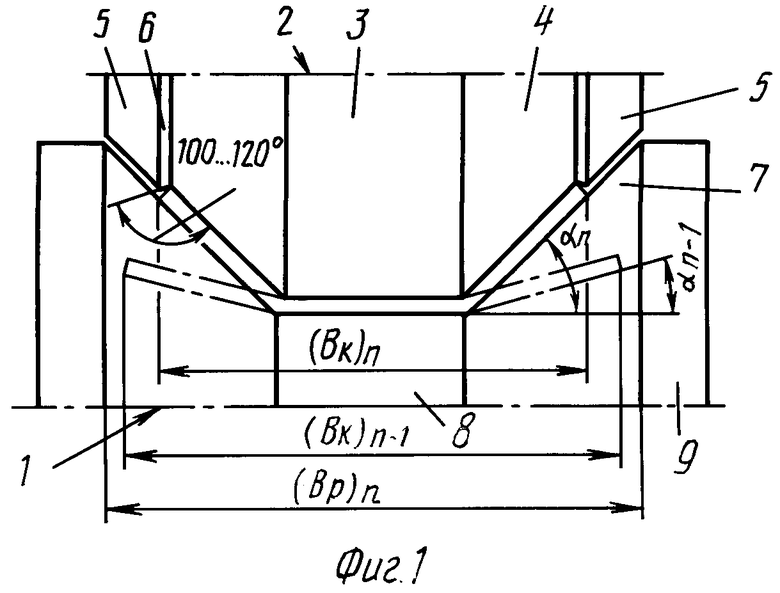
На фиг.1 показана схема клети профилегибочного стана; на фиг.2 - схема клети профилегибочного стана с цилиндрическими ограничивающими рабочий ручей по ширине буртами на охватывающем валке.
Конструкция профилегибочного стана содержит установленные последовательно и соединенные с приводом стана клети со спаренными по калибру валками. При этом по крайней мере в одной клети стана содержатся спаренные по калибру охватывающий 1 и охватываемый 2 валки (фиг.1), рабочие ручьи которых выполнены в примыкающими к центральному участку периферийными рабочими коническими участками. Охватываемый валок 9 содержит примыкающие к центральному участку 3 периферийные рабочие конические участки 4 и примыкающие к коническим участкам выступы 5 с конусным участком 6, образующая которого расположена под углом 100...120о к образующей рабочей поверхности конусного участка, а рабочий ручей охватывающего валка 1 имеет ограниченные по ширине рабочие конические участки 7, примыкающие к центральному участку 8. Рабочая часть ручья охватывающего валка выполнена с шириной (Bp)n, составляющей 1,0. ..1,2 ширины (Bk)n-1 калибрующего участка рабочего ручья охватывающего валка предыдущей клети стана. При этом конические участки 7 охватывающего валка 1 ограничены цилиндрическими участками 9.
На фиг. 2 приведен вариант выполнения клети профилегибочного стана с цилиндрическими буртами 10 на охватывающем валке 1, ограничивающих рабочий ручей по ширине.
Выполнение по крайней мере в одной упомянутой клети профилегибочного стана, содержащей спаренные по калибру охватываемый 2 и охватывающий 1 валки с примыкающими к центральному участку 8 периферийными рабочими коническими участками 7 охватывающего валка с рабочей частью ручья, выполненной с шириной (Bp)n, составляющей 1,0...1,2 ширины калибрующего участка рабочего ручья охватывающего валка предыдущей клети стана (Bk)n-1, обеспечивает при профилировании предупреждение смятия поверхности металла полок изготавливаемых профилей вблизи кромок со стороны охватывающего валка до начала центрирования профиля коническими участками 6 выступов 5 верхнего (охватываемого) валка 2 в калибре шириной (Bk)n вследствие гарантированного первоначального контакта профиля вблизи кромок с коническими рабочими участками 7 рабочего ручья шириной (Bp)n охватывающего валка и плавного при этом формоизменения профиля под действием обоих валков.
В упомянутой клети стана при выполнении рабочей части ручья охватывающего валка шириной (Bp)n, меньшей ширины калибрующей части ручья в предыдущей клети (Bk)n-1, наблюдается смятие поверхности металла полок профилей вблизи кромок в связи с первоначальным контактом упомянутых участков вблизи кромок полок профиля с местами перехода от конических рабочих участков 7 к цилиндрическим периферийным участкам 9 валка 1.
Верхний охватываемый валок 2 при профилировании обеспечивает центрирование профиля непосредственно в калибре шириной (Bk)n, который соответствует по размерам и форме получаемому в нем профилю, с помощью конических участков 6 буртов 5, примыкающих к образующей рабочей поверхности конусного участка 4. Упомянутые участки 4 и 6 совместно с цилиндрическим участком 3 образуют ручей охватываемого валка 2, в котором и происходит формообразование и одновременно центрирование профиля.
В ряде случаев, преимущественно в первых рабочих клетях стана, когда глубина вреза калибра в валки сравнительно небольшая, рабочий ручей охватывающего валка целесообразно по ширине ограничить буртами 10 (фиг.2). Расстояние между внутренними торцовыми поверхностями при этом принимается равным ширине калибрующего рабочего ручья в предшествующей клети (Bk)n-1.
Выполнение рабочего ручья охватывающего валка указанной клети стана по ширине ограниченным буртами позволяет улучшить качество профилей за счет дополнительного центрирования профиля на входе в валки стана и уменьшить при этом разноширинность подгибаемых полок профилей, серповидность и скручивание.
Как показали данные расчетов и лабораторных испытаний, профилегибочный стан в сравнении с прототипом обладает следующими преимуществами.
Изобретение позволяет обеспечить улучшение качества профилей за счет устранения смятия полок у кромок и улучшения качества поверхности со стороны охватывающего валка в клети стана. Применение данной конструкции стана позволяет в сравнении с прототипом уменьшить количество технологических переходов, а следовательно и рабочих клетей в стане. Кроме того, изобретение позволяет обеспечить повышение точности профилей за счет уменьшения их разнополочности (максимальные значения отклонений по ширине полок ±0,3 мм), в то время как при изготовлении профилей в стане, взятом в качестве прототипа, отклонения ширины полок составляли ±1 мм.
Конструкция профилегибочного стана представляет значительный интерес для народного хозяйства, так как позволит организовать производство профилей требуемого качества.
Изобретение не оказывает отрицательного влияния на состояние окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок рабочей клети профилегибочного стана | 1985 |
|
SU1303213A1 |
| Валок рабочей клети профилегибочного стана | 1982 |
|
SU1072949A1 |
| Клеть профилегибочного стана | 1988 |
|
SU1593727A1 |
| Профилегибочный стан для изготовления неравнополочных профилей | 1987 |
|
SU1459760A1 |
| Валки рабочей клети многоклетьего профилегибочного стана | 1980 |
|
SU869909A1 |
| Инструмент профилегибочного стана | 1987 |
|
SU1480921A2 |
| Валок рабочей клетки профилегибочного стана | 1982 |
|
SU1077680A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН КОНСТРУКЦИИ М.Е.ДОКТОРОВА - В.И.ПУНИНА | 1997 |
|
RU2118215C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| СПОСОБ М.Е. ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ С ДОПОЛНИТЕЛЬНЫМИ ГОФРАМИ НА ГОРИЗОНТАЛЬНЫХ СТЕНКАХ ОСНОВНЫХ ГОФРОВ И НА ГОРИЗОНТАЛЬНЫХ МЕЖГОФРОВЫХ УЧАСТКАХ | 1992 |
|
RU2048226C1 |

Изобретение относится к обработке металлов давлением, а именно к оборудованию для производства гнутых профилей проката. Цель изобретения - улучшение качества профилей за счет предупреждения смятия полок у кромок. В профилегибочном стане, содержащем по крайней мере одну клеть со спаренными по калибру охватывающим и охватываемым валками, рабочие ручьи которых выполнены с примыкающими к центральному участку периферийными рабочими коническими участками, охватываемый валок содержит примыкающие к коническим участкам выступы с конусным участком, образующая которого расположена под углом 100 ... 120° к образующей рабочей поверхности конусного участка, а в охватывающем валке рабочий ручей имеет ограниченные по ширине рабочие конические участки, в указанной клети рабочая часть упомянутого ручья охватывающего валка выполнена шириной, составляющей 1,0 ... 1,2 ширины калибрующего участка ручья охватывающего валка предыдущей клети стана. При этом в отдельных случаях целесообразно рабочий ручей охватывающего валка указанной клети по ширине ограничивать буртами, расстояние между внутренними торцовыми поверхностями которых равно ширине калибрующего участка рабочего ручья в предыдущей клети. Изобретение позволяет обеспечить повышение точности профилей за счет уменьшения их разнополочности (максимальные значения отклонения по ширине полок ± 0.3 мм ). 1 з. п. ф-лы, 2 ил.
| Клеть профилегибочного стана | 1988 |
|
SU1593727A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
