Изобретение относится к обработке металлов давлением, в частности к оборудованию профилегибочных станов. Известен валок рабочей клети профилегибочного стана, содержащий в зоне калибра конусные участки для подгибки полок профиля и ограничен по ширине цилиндрическими буртами 1. Недостатком известного валка является поперечное смещение профиля в валках и переформовка его участков из-за отсутствия центрирования профиля в калибре. Цель изобретения - повышение качества профилей путем предупреждения попере.чного смещения профиля в рабочем ручье Поставленная цель достигается тем, что валок рабочей клети профилегибочного стана для изготовления равнополочных профилей, рабочий ручей которого содержит конусные участки для подгибки полок профиля и ограничен по ширине цилиндрическими буртами, выполнен с дополнительными переходными конусными участками, размещенными в рабочем ручье, каждый из которых примыкает к соответствующему конусному участку для подгибки полок, при этом ширина и больший диаметр дополнительного переходного конусного участка определяются соответственно no следующим зависимостям: д в (cosос- cos) -D-l-b- tp- ft 9 Л Sp. b - ширина полки профиля, мм; 5 - ширина дополнительного конусного участка, мм; Dwd -соответственно больший и меньший диаметры переходного конусногоучастка, мм; -угол наклона образующей конусного участка калибра для подгибки полок, град.; о1 -угол наклона полки исходного профиля, град., На фиг. 1 показана схема валков предложенной конструкции; на фиг. 2 - то же, вид сверху (верхний валок не показан). В предложенной конструкции валков профильные дисковые элементы установлены на верхнем и нижнем валах рабочей клети. На валу 1 нижнего валка установлены профильные дисковые элементы, в том числе конусные 2 для подгибки полок профиля, а также цилиндрический 3 элемент для отформовки стенки профиля. На бурте элемента 4, со сторонь конусного участка валка, выполнен дополнительно переходной конусный участок 5. Сопряженный по калибру с нижним валком верхний валок содержит установленный на валу 6 профильный элемент 7, обеспечивающий отформовку стенки 8 и мест изгиба профиля у п6лок 9. При пс дгибке полок швеллера 100х96х х1 мм с угла 15° на угол 30° ширина дополнительно выполненного переходного конусного участка на торце цилиндрического бурта 4,7 мм, меньший диаметр упомянутого конусного участка д 200,5 мм, а больший диаметр D 230 мм. Диаметр цилиндрического бурта 250 мм. Валки рабочей клети работают следующим образом. От привода стана вращение передается рабочим валам 1 и 6 и установленным на них профильным дисковым элементам 2,3, 4,5 и 7. В калибре, образованном вышеупомянутыми, профильными дисковыми элементами верхнего и нижнего валков формуется профиль, содержащий стенку 8 и подгибаемые полки 9. При этом профиль, полки которого были подогнуты на углы ot., перемещаясь вдоль стана, вначале на входе в валки предложеннои -конструкции центрируется направляющими буртами 4 нижнего валка, а затем, достигая конусных участков 2, формоизменяется путем -постепенной подгибки полок на угол . В связи с тем, что, на бурте, со стороны конусного участка калибра, дополнительно выполнен конусный участок 5, по ширине равный б-в проекции на ось врац1ения валка разности ширин полки профиля до и после подгибки, обеспечивается непрерывный контакт кромок подгибаемых полок с буртами валков от входа профиля в валки до осевой плоскости валков, что позволяет предупредить поперечное смещение профиля в валках и переформовку его участков, уменьшить разноширинность полок профиля по длине, смятие кромок. „ Так, например, при изготовлении швеллера 60x60x2 мм из стали .СтЗ принятый режим формовки характеризуется углами по переходам 0-20-40-60-80-90°. Профиль формирует непрерывным способом на стане 1-3x50-300 и рулонной заготовки. Для предупреждения поперечного смещения профиля в валках и переформовки его участков, на буртах, ограничивающих калибр по ширине, со стороны конусных участков калибра для подгибки полок, выполняют дополнительно переходные конусные участки по ширине соответствующие разности ширин полок профиля в проекции на ось вращения валка до и после подгибки. Меньщий диаметр этого участка принимают равным диаметру конусного участка рабочей части калибра, а больший диаметр определяют из неравенства 1.
Неравнополочность профилей, изготовленных в валках предложенной конструкции не превышает 0,6 мм.
Согласно расчетным данным и опытной проверке на стане 1-3x50-300 предлагаемой конструкции валков позволяет повысить точность размеров профилей и уменьшить допускаемые отклонения по ширине полок с ±1,5 мм до ±0,5 мм сократить количество технологических переходов с 7 до 6, т.е. на 14%.
Экономический эффект получают за счет организации производства и применения новых гнутых профилей повышенной точности для электромонтажных конструкций, обеспечивающих уменьшение их металлоем кости на 30-40% и трудоемкости изготовления на 40-50%.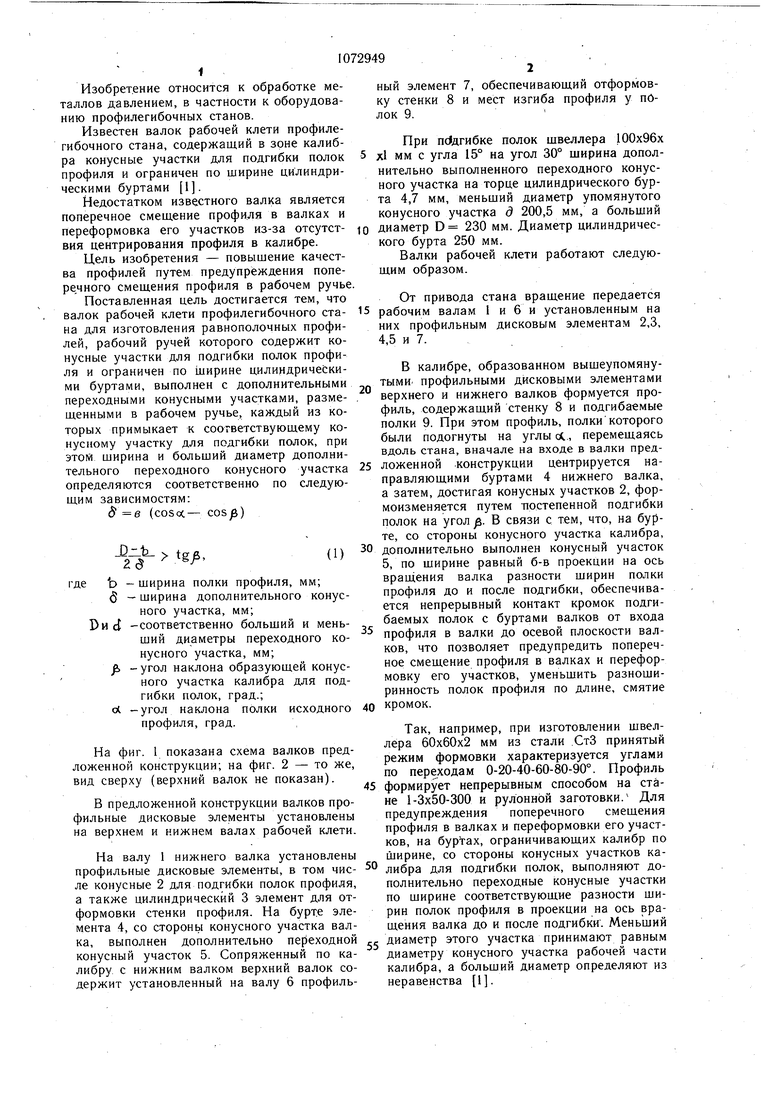
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок рабочей клетки профилегибочного стана | 1982 |
|
SU1077680A1 |
| Валок рабочей клети профилегибочного стана | 1985 |
|
SU1303213A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1992 |
|
RU2015770C1 |
| Профилегибочный стан для изготовления неравнополочных профилей | 1987 |
|
SU1459760A1 |
| Валки рабочей клети многоклетьего профилегибочного стана | 1980 |
|
SU869909A1 |
| Рабочая клеть профилегибочного стана | 1982 |
|
SU1015960A1 |
| ВАЛКИ ПЕРЕДНИХ КЛЕТЕЙ ПРОФИЛЕГИБОЧНОГО СТАНА И СПОСОБ ФОРМОВКИ ПРОФИЛЯ В ТЕХНОЛОГИЧЕСКОМ ПЕРЕХОДЕ ДЛЯ ИЗГОТОВЛЕНИЯ ШИНЫ КАРНИЗА | 2006 |
|
RU2317872C1 |
| ВАЛКИ РАБОЧЕЙ КЛЕТИ ПРОФИЛЕГИБОЧНОГО СТАНА ДЛЯ ИЗГОТОВЛЕНИЯ ШИНЫ КАРНИЗА | 2006 |
|
RU2317870C1 |
| Инструмент профилегибочного стана | 1980 |
|
SU912333A1 |
| Инструмент профилегибочного стана | 1987 |
|
SU1480921A2 |
ВАЛОК РАБОЧЕЙ КЛЕТИ ПРОФИЛЕГИБОЧНОГО СТАНА для изготовления равнополочных профилей, рабочий ручей которого содержит конусные участки для подгибки полок профиля и ограничен по ширине цилиндрическими буртами, отличающийся тем, что, с целью повышения качества профилей за счет предупреждения поперечного смещения профиля в рабочем ручье,он выполнен с дополнительными переходными конусными участками, размещенными в рабочем ручье, каждый из которых примыкает к соответствующему конусному участку для подгибки полок, при этом ширина и больший диаметр дополнительного переходного конусного участка определяются соответственно по следующим зависимостям: e( cos) . 2(5 где в -ширина полки профиля, мм; в -ширина дополнительного переходного конусного участка, мм; DH d -соответственно больщий и меньший диаметры переходного конус (О ного участка, мм; (Л f, -угол наклона, образующей конусного участка калибра для подгибки полок, град; ОС -угол наклона полки исходного профиля, град.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Справочник под ред | |||
| И | |||
| С | |||
| Тришевского ПроизБодство и применение гнутых профилей проката М., « Металлургия, 1975, с | |||
| Кулисный парораспределительный механизм | 1920 |
|
SU177A1 |
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
