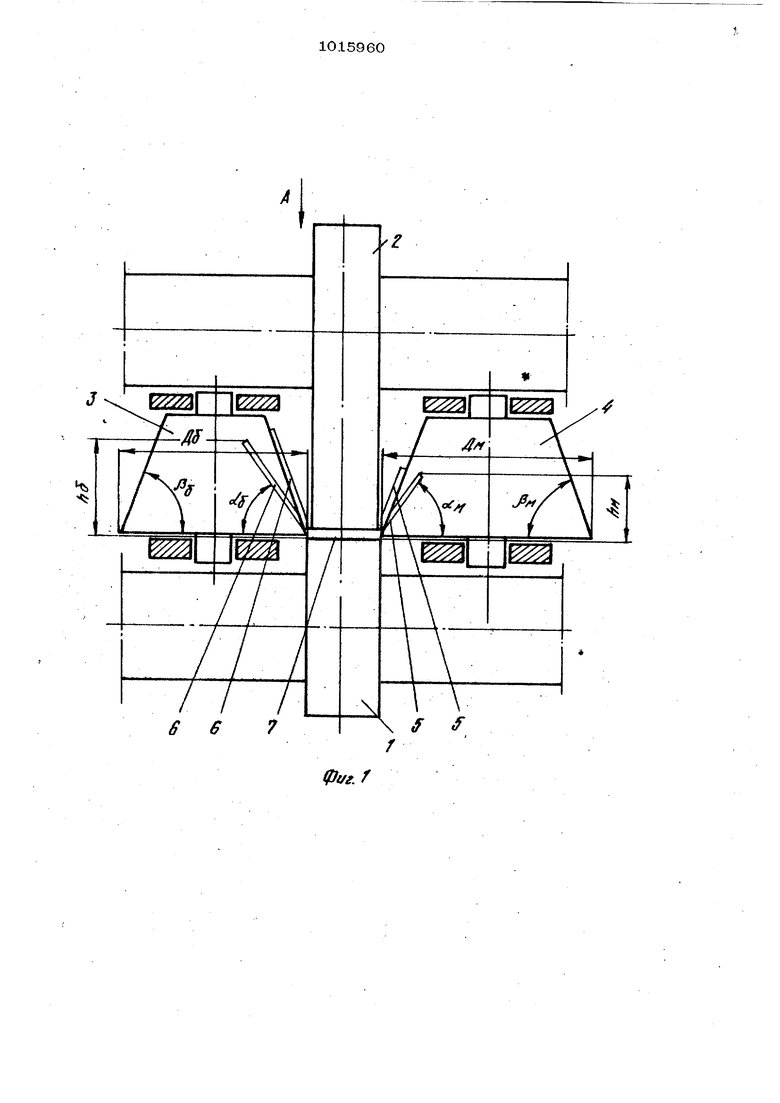
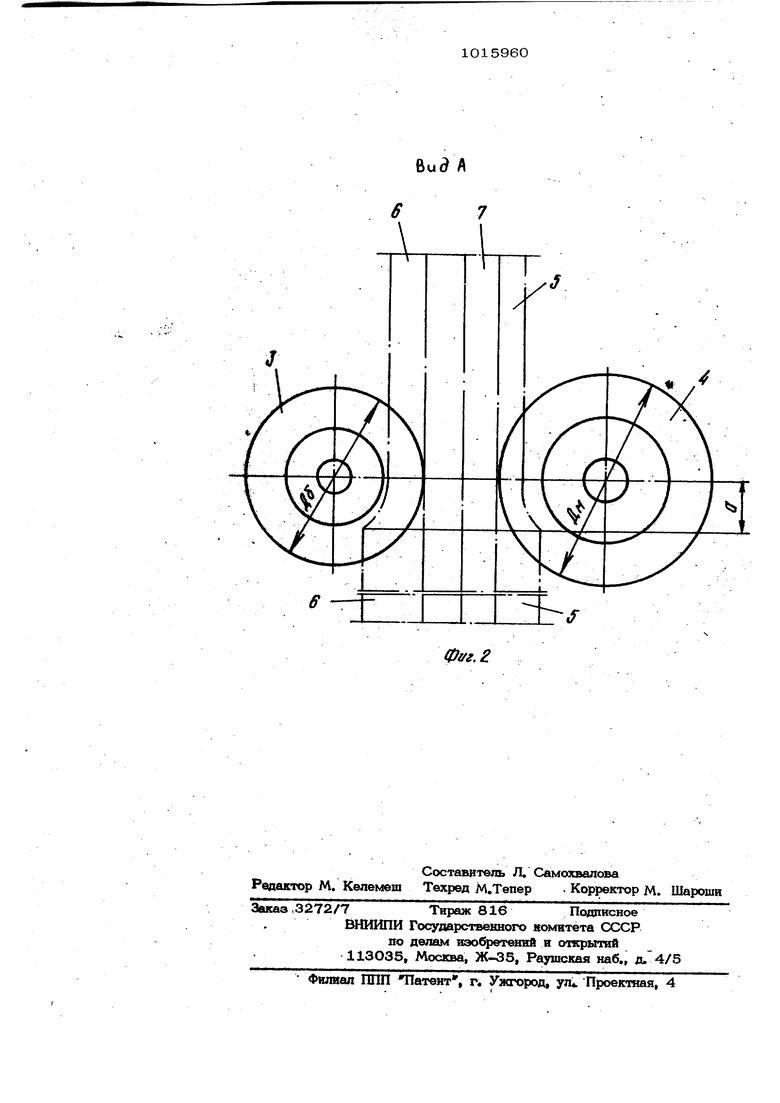
Изобретение отнсюится к обработке металлов давлением, в частности к устройствам, для гибки листового материала с помощью валков специальной формы. Известна рабочая клеть профилегибочкого стана, содержащая нижний и верхний горизонтальные валки и два вертикальных валка 1 . Однако при изготовлении неравнополочных профилей указанной клетью имеет мес то поперечное смещение профиля в валках и переформовка его участко1в из-за неодно временности касания рабочей поверхности валков большей и меньшей полками. Цель изобретения - улучшение качеств профилей за счет предупреждения поперечн го смещения профиля в валках и переформовки его участков. С этой целью в рабочей клети профилегибочного стана для изготовления неравнополочных профилей, содержащей по крайней мере два вертикальных валка для подгибки полок, валки выполненьт в виде усеченных конусов различного диаметра, при этом валок для подгибки меньшей полки вьшолнен с большим диаметром ни 1шего основаш я, определяемым по формуле ,, .- Т,- %-J-M- giV , cf bgt cT-bgcitr,; t rc м-ter( м t fЬ л-i8oL л г go -cr-bg-fb(ri t c cT;tе- bcf-Р -V . где 15 ,д и Xlp - диаметры нияШих оснований конусных валков соответственно для подгибки меньшей и большей полок профиля; li и Vi/1 - вьюота исходного профиля соответственно со стороны меньшей и большей его полок; о(,11 и ot J1 - углы наклона соответст вённо меньшей и большей полок относительно стенки исходного профиля; fbff наклона образующей конусной поверхности валков соответственно с большим и меньшим диаметрами. Кроме того, углы наклона образуюй(ей конической поверхности валков вьшолнены одинаковыми. На фиг. 1 приведена схема рабочей клети предлагаемой конструкции; на фиг. 2 - вид А на фиг. 1 (горизойтальные приводные валки не показаны). Рабочая клеть профилегибочного стана имеет два приводных валка 1 и 2 и два неприводных вертикально установленных конических валка 3 и 4 соответственно для подгибки меньшей полки 5 профиля и большей полки 6. Стенка 7 профиля размешена в калибре между приводными валками 1 и 2. Дли одновременного касания кромок большей и меньшей подгибаемых полок профиля-конических валков на одинаковом рассто5шии от осевой плоскости валков конический валок 3 для подгибки меньшей полки 5 вьшолняется с большим диаметром нижнего основания Х) , чем диамеур нижнего основания Б конического валка4 для подгибки большей полки 6. При этом контакт профиля с валком впервые возникает на кромке и создается а расстоянии а от осевой плоскости валков . Р° t d-bgp где 4i - высота формовки полки; Э,5 - диаметр нижнего основания вал- oi.M() - угол наклона полки исходного профиля и угол подгибки в калибре валка. Из условия одновременного касания кромок большей и меньшей полок профиля на расстоянии О от осевой плоскости конических валков, что обеспечивает пре дупрейодение поперечного смещения профиля в валках и переформовку его участков, уменьшение продольного скручивания и изгиба профиля, определяется диаметр нижнего основания конического валка 5 для подгибки меньшей полки . V-b6-|b -tgdc(r м- м-Ь о1„--Ье|%лл Vi,-t9r5,-tQfd ,, -tcra-M-fcsrN Гт, -bgci - gfitf 1. k oLcf-tgPcfr tg-drf-tQfjbcf J Диаметр)-j нижнего основания конического валка 4 для подгибки большей полки принимается оптимальных размеров из условия его прочности и конструктивных возможностей рабочей клети. При этом для качественной отформовки мест изгиба профиля целесообразно вьшолнять углы наклона образующей конусной поверхности обоих большего и меньшего валков одинаковыми, т.е. обеспечивая одинаковый наклон и меньшей полок относительно стенки профиля. Рабочая клеть профилегибочного стана предложенной конструкции работает следующим образом. От привода стана вращение передает- ся валкам 1 и 2. В калибре, образованном приводными валками 1 и 2 и непри- водными вертикально установленными конусными валками 3 и 4, размещен фор муемьШ профиль. При этом меньшая 5 и большая 6 попки подгибаются относительно стенки 7 соответственно на углы р и р)(. Исходный профиль до формовки имеет со стороны меньшей и большей полок соответственно размеры 1i и Vi. при углах подгибки 0, дд и cL(fФормообразование неравнополочного профтшя производят последовательно по клетям стана путем подгибки полок, Перемёщение профиля вдоль стана и отформовка мест изгиба обеспечиваюуся горизонтальными приводными валками 1 и 2. Подгя меньшей полки 5 и большей 6 отаосительно стенки 7 профиля в рабочей профилегибочного стана производят на одинаковые углы p/w и pj j :путем приложения к ним усилий со. сторо ны вертикальных конических валков 3 и 4 с их наружной стороны. При этом в связи с тем, что конический валок 3 для подгибки меньшей полки 5 вьшолнен с бо шим диаметром нижнего основания, чем диаметр нижнего основания конусного вал ка 4 для подгибки большей полки 6, контакт кромок профиля создается одновреме но на одинаковом расстоянии d от осево плоскости валков, что и предопределяет качественную отформовку профиля без поперечного смещения профиля в валках и переформовки его участков, продольного скручивания и изгиба. Предлагаемое изобретение в сравнении с базовым объектом обладает следующими преимуществами: повьштает точность изго- тавливаемых неравнополочньЕК профилей и уменьшает .разнсширенность полок с 3-5мм до О, 8 мм; обеспечивает уменьшение искажения размеров готового профиля путем уменьшения винтообразного скручивания с 2-3 на 1 м длины до и продольного изгиба с 2 до 1 мм на 1 метре длины; позволяет расширить сортамент сложных неравнополочных гнутътх профилей за счет профилей для лотков электромонтажных изделий и каркаса теплиц, производство которых не было освоено ранее из-оа технологических трудностей, позволяет сократить простой стана на 15-2О% за счет уменьшения времени на настройку, сократить количество технологических переходов} ожидаемый экономический эффект при производсдве боковин для лотков составляет 40,8 руб/ту годовая потребность народного хозяйства в профилях для боковик лотка составляет 576О т в ГОД} ожидаемый годовой экономический эффект от максимального объема использования предложенного изобретения составляет при годовом объеме 576О т - 235 тале, руб., который может быть получен в 1984-1985 г. Экономический эффект по цгчают за счет организации производства и применения новых гнутых профилей, обеспечивающих уменьшение металлоемкости конструкций электромонтажных изделий на 2О-30% и трудоемкости изготовления на 4О-5О%,
фуг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок рабочей клетки профилегибочного стана | 1982 |
|
SU1077680A1 |
| Валок рабочей клети профилегибочного стана | 1982 |
|
SU1072949A1 |
| Валок рабочей клети профилегибочного стана | 1985 |
|
SU1303213A1 |
| Профилегибочный стан для изготовления неравнополочных профилей | 1987 |
|
SU1459760A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО НЕРАВНОПОЛОЧНОГО ЗЕТОВОГО ПРОФИЛЯ | 1998 |
|
RU2148451C1 |
| ВАЛКИ ПЕРЕДНИХ КЛЕТЕЙ ПРОФИЛЕГИБОЧНОГО СТАНА И СПОСОБ ФОРМОВКИ ПРОФИЛЯ В ТЕХНОЛОГИЧЕСКОМ ПЕРЕХОДЕ ДЛЯ ИЗГОТОВЛЕНИЯ ШИНЫ КАРНИЗА | 2006 |
|
RU2317872C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1992 |
|
RU2015770C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА НЕРАВНОПОЛОЧНЫХ ГНУТЫХ ШВЕЛЛЕРНЫХ ПРОФИЛЕЙ | 1992 |
|
RU2040993C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2004 |
|
RU2261152C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2096099C1 |
1. РАБОЧАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА для изготовления неравнополочных п юфилей, содержащая по крайней мере два вертикальных валка для подгибки полок, отличающа - я с я тем, что, с целью улучшения качества профилей за счет предупреждения поперечного смеще;ния профиля в валках и переформовки его участков, валки выполнены в виде усеченньк конусов различного диаметра, при этом валок для подгибки меньшей полки вьшолнен с большим диаметром нижнего основания, определяемым по формуле D--кУ, v., Hgoi,,-tg-p, 1,- -ье/ -м-Ч- м .bg-o M-bgpM г ia-oCcf te-M . I -TV (- Pd V4;.4... 4° crWcfr . где TJf и Dx - диаметры нижних оснований конусных валков соответственно для подгибки меньшей и большей .полок профиля; . f « - высота исходного профиля соответственно состороны меньшей и большей его ПОЛОК} - углы наклона соответстc.. и M венно меньшей и большей полок относительно стен- . ки исходного профиля; г) и р) ji - углы наклона образующей конусной поверхности валков соответственно с большими и меньшим диаметрами., 2. Рабочая клеть по п. 1, о т л и чающаяся тем, что углы наклона образующей конической поверхности валков выполнены одинаковыми. СП со О)
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| МНОГОСЛОЙНАЯ ПЕЧАТНАЯ ОБМОТКА | 0 |
|
SU243523A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
