2. Устройство по п,1, о т л и ч а ю щ е я тем, что, кассета для заготовки выполнена в виде вертикально расположенного удлиненного корпуса, в нижней части которого
смонтирован поворотный вокруг собственной продольной оси желоб, связан ный с рычагом, выходящим за пределы теплоизоляционного кожуха .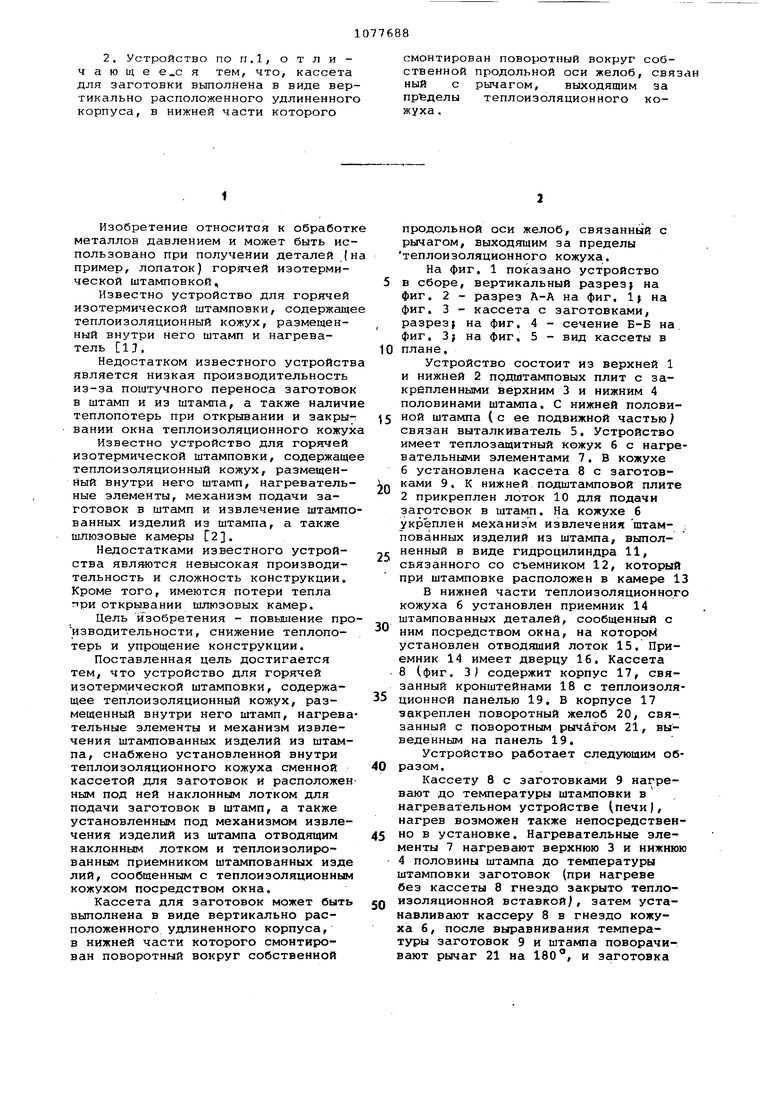
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для горячей изотермическойшТАМпОВКи | 1979 |
|
SU829300A1 |
| Устройство для изотермического деформирования | 1986 |
|
SU1349862A1 |
| Штамп для закрытой объемной изотермической штамповки | 1982 |
|
SU1129007A1 |
| Устройство для штамповки в изотермических условиях | 1981 |
|
SU1026912A1 |
| Штамп для закрытой объемной,преимущественно,изотермической штамповки | 1982 |
|
SU1127679A1 |
| Штамповый блок для изотермической штамповки | 1981 |
|
SU1006013A1 |
| ШТАМПОВЫЙ БЛОК ДЛЯ ИЗОТЕРМИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2011 |
|
RU2475329C1 |
| Автоматическая линия для получения поковок в форме тел вращения | 1986 |
|
SU1459811A1 |
| Устройство для горячей изотермической штамповки | 1979 |
|
SU912378A1 |
| Штамп для изотермической штамповки | 1982 |
|
SU1061903A2 |
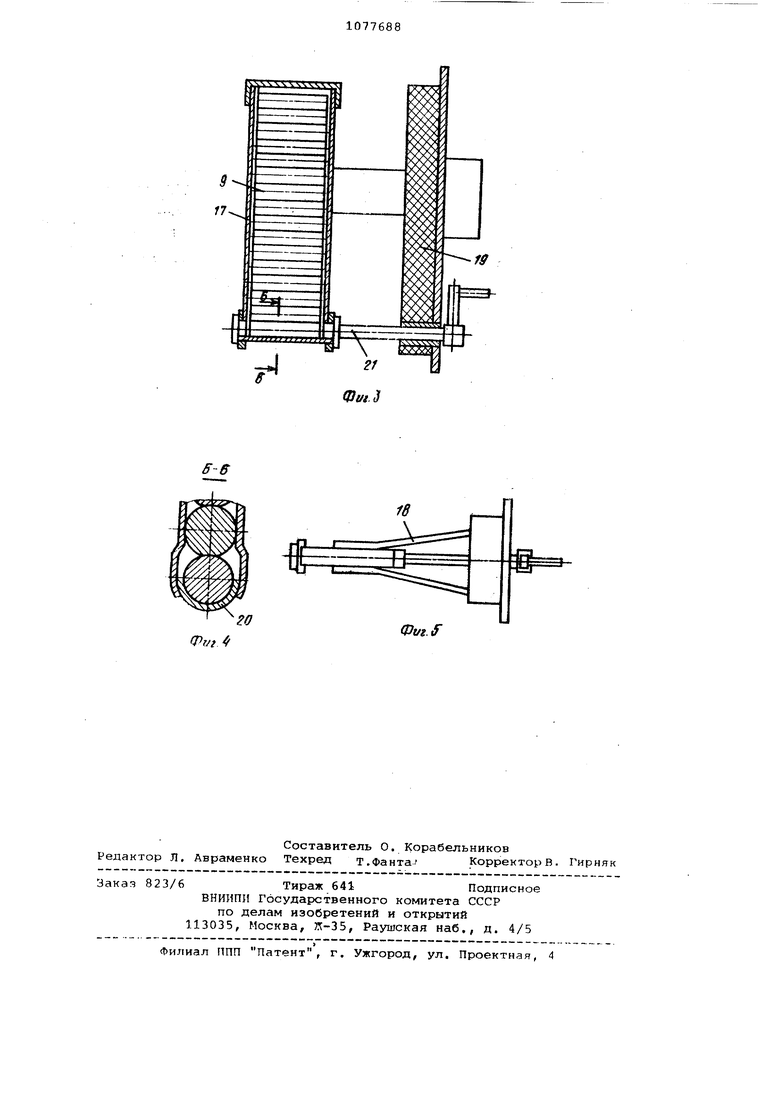
1. УСТРОЙСТВО ДЛЯ ГОРЯЧЕЙ ИЗОТЕРМИЧЕСКОЙ ШТА1-тОВКИ, содержащее теплоизоляционный кожух, размещенный внутри него штамп, нагревательные гг Г6 элементы и механизм извлечения штампованных изделий из штампа, отличающееся тем, что, с целью повышения пpoизвoдитeльf ocти, снижения теплопотерь и упрощения конструкции, оно снабжено установленной - внутри теплоизоляционного кожуха сменной кассетой для заготовок и расположенным под ней наклонным лотком для подачи заготовок в штамп, а также установленным под механизмом извлечения изделий из штампа отводящим наклонным лотком и теплоизолированным приемником штампованных изделий, сообщенным с теплоизоляционным кожухом посредством окна. (Л | 00 СХ)
Изобретение относится к обработк металлов давлением и может быть использовано при получении деталей (н пример, лопаток) горячей изотермической штамповкой.
Известно устройство для горячей изотермической штамповки, содержаще теплоизоляционный кожух, размещенный внутри него штамп и нагреватель Cl 3
Недостатком известного устройств является низкая производительность из-за поштучного переноса заготовок в штамп и из штампа, а также наличи теплопотерь при открывании и закрывании окна теплоизоляционного кожух
Известно устройство для горячей изотермической штамповки, содержаще теплоизоляционный кожух, размещенный внутри него штамп, нагревательные элементы, механизм подачи заготовок в штамп и извлечение штампованных изделий из штампа, а также шлюзовые камеры 2.
Недостатками известного устройства являются невысокая производительность и сложность конструкции. Кроме того, имеются потери тепла при открывании шлюзовых камер.
Цель йзобретения - повышение производительности, снижение теплопотерь и упрощение конструкции.
Поставленная цель достигается тем, что устройство для горячей изотермической штамповки, содержащее теплоизоляционный кожух, размещенный внутри него штамп, нагревательные элементы и механизм извлечения штампованных изделий из штампа, снабжено установленной внутри теплоизоляционного кожуха сменной кассетой для заготовок и расположен ным под ней наклонным лотком для подачи заготовок в штс1мп, а также установленным под механизмом извлечения изделий из штампа отводящим наклонным лотком и теплоизолированным приемником штгилпованных изде ЛИЙ, сообщенным с теплоизоляционньом кожухом посредством окна.
Кассета для заготовок может быть выполнена в виде вертикально расположенного удлиненного корпуса, в нижней части которого смонтирован поворотный вокруг собственной
продольной оси желоб, связанными с рычагом, выходящим за пределы теплоизоляционного кожуха.
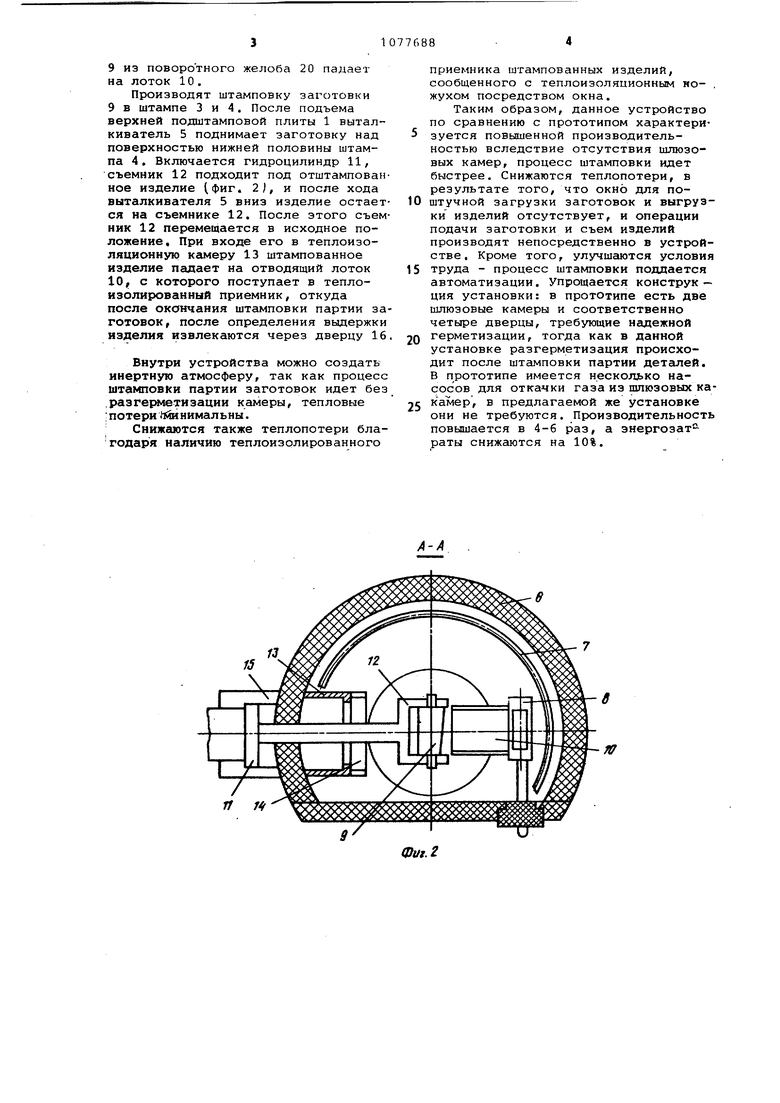
На фиг, 1 показано устройство 5 в сборе, вертикальный разрез; на фиг, 2 - разрез А-А на фиг. 1 на фиг, 3 - кассета с заготовками,
разрез} на фиг, 4 - сечение Б-Б на,
фиг, 3} на фиг. 5 - вид кассеты в 10 плане.
Устройство состоит из верхней 1 и нижней 2 подштагтовых плит с закрепленными верхним 3 и нижним 4 половинами штампа, С нижней полови5 ной штампа ( с ее подвижной частью связан выталкиватель 5, Устройство имеет теплозсидитный кожух б с нагревательными элементами 7, В кожухе б установлена кассета 8 с заготовQ ками 9, К нижней подштамповой плите 2 прикреплен лоток 10 для подачи заготовок в штамп. На кожухе 6 укреплен механизм извлечения штам- ; пованных изделий из штампа, выполс ненный в виде гидроцилиндра 11,
связанного со съемником 12, который при штамповке расположен в камере 13 В нижней части теплоизоляционного кожуха 6 установлен приемник 14 штампованных деталей, сообщенный с ним посредством окна, на котором установлен отводящий лоток 15. Приемник 14 имеет дверцу 16, Кассета 8 (фиг, 3 содержит корпус 17, связанный кронштейнами 18 с теплоиэоля5 ционной панелью 19, В корпусе 17 закреплен поворотный желоб 20, связанный с поворотным рычАгом 21, выведенным на панель 19,
Устройство работает следующим об0 разом.
Кассету 8 с заготовками 9 нагревают до температуры штамповки в нагревательном устройстве (печи ), нагрев возможен также непосредствен5 но в установке. Нагревательные элементы 7 нагревают верхнюю 3 и нижнюю 4 половины штампа до температуры штамповки заготовок (при нагреве без кассеты 8 гнездо закрыто теплоQ изоляционной вставкой, затем устанавливают кассеру 8 в гнездо кожуха 6, после выравнивания температуры заготовок 9 и штампа поворачивают рычаг 21 на 180, и заготовка
9 из поворотного желоба 20 падает на лоток 10.
Производят штамповку заготовки 9 в штампе 3 и 4. После подъема верхней подштамповой плиты 1 выталкиватель 5 поднимает заготовку над поверхностью нижней половины штампа 4, Включается гидроцилиндр 11, съемник 12 подходит под отштампованное изделие (фиг. 2), и после хода выталкивателя 5 вниз изделие остается на съемнике 12. После этого съемник 12 перемещается в исходное положение. При входе его в теплоизоляционную KaiMepy 13 штампованное изделие падает на отводящий лоток 10, с которого поступает в теплоизолированный приемник, откуда после окончания штамповки партии заготовок, после определения выдержки изделия извлекаются через дверцу 16,
Внутри устройства можно создать инертную атмосферу, так как процесс штамповки партии заготовок идет без .разгерметизации камеры, тепловые потери Минимальны.
Снижаются также теплопотери бла годаря наличию теплоизолированного
/4приемника штампованных изделий, сообщенного с теплоизоляционным ножухом посредством окна.
Таким образом, данное устройство по сравнению с прототипом характеризуется повышенной производительностью вследствие отсутствия шлюзовых камер, процесс штамповки идет быстрее. Снижаются теплопотери, в результате того, что окно для поштучной загрузки заготовок и выгрузки изделий отсутствует, и операции подачи заготовки и съем изделий производят непосредственно в устройстве. Кроме того, улучшаются условия
труда - процесс штамповки поддается автоматизации. Упрощается конструкция установки: в прототипе есть две шлюзовые камеры и соответственно четыре дверцы, требующие надежной
герметизации, тогда как в данной установке разгерметизация происходит после штамповки партии деталей. В прототипе имеется несколько насосов для откачки газа из шлюзовых какамер, в предлагаемой же установке они не требуются. Прюизводительность повышается в 4-6 раз, а знергозат°раты снижаются на 10%.
е
Фгп
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Фиглин С.З., Бойцов в.В | |||
| И др | |||
| Изотермическое деформирование металлов | |||
| М., Машиностроение, 1978, с | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США 3698219, кл.72-38, 1972 (прототип). | |||
