Изобретение относится к электрофизическим и электрохимическим методам обработки, ь частности к станкам для электроэрозионной обработки проволочным электродом-инструментом.
Известен станок для электроэрозионной многопроволочной вырезки, в котором механизм одновременного перемещения кареток, несущих скобы с электродом-инструментом, кинематически связан со шпинделем flj .
Однако наличие в известном станке большого числа шарнирно соединенных звеньев в механизме перемещения кареток приводит к значительной погрешности перемещения каходого электрода, обусловленной наличием люфтов. Целью изобретения является повышение точности вырезки деталей, осуществляемой одновременно несколькими проволочными электродами-инструментами..
Поставленная цель достигается тем что в станке для электроэрозионной многопроволочной вырезки механизм одновременного перемещения кареток, несущих скобы с электродом- инструментом, кинематически связан со шпинделем, при этом механизм перемещения каждой каретки выполнен в виде гибкого штоКа, жестко закрепленного концами на шпинделе станка и каретке, причем каждый шток размещен в канале, ось которого на выходе ..JTOKa перпендикулярна оси шпинделя, а между стенками канала и штоком размещены установленные в гибких сепараторах элементы качения.
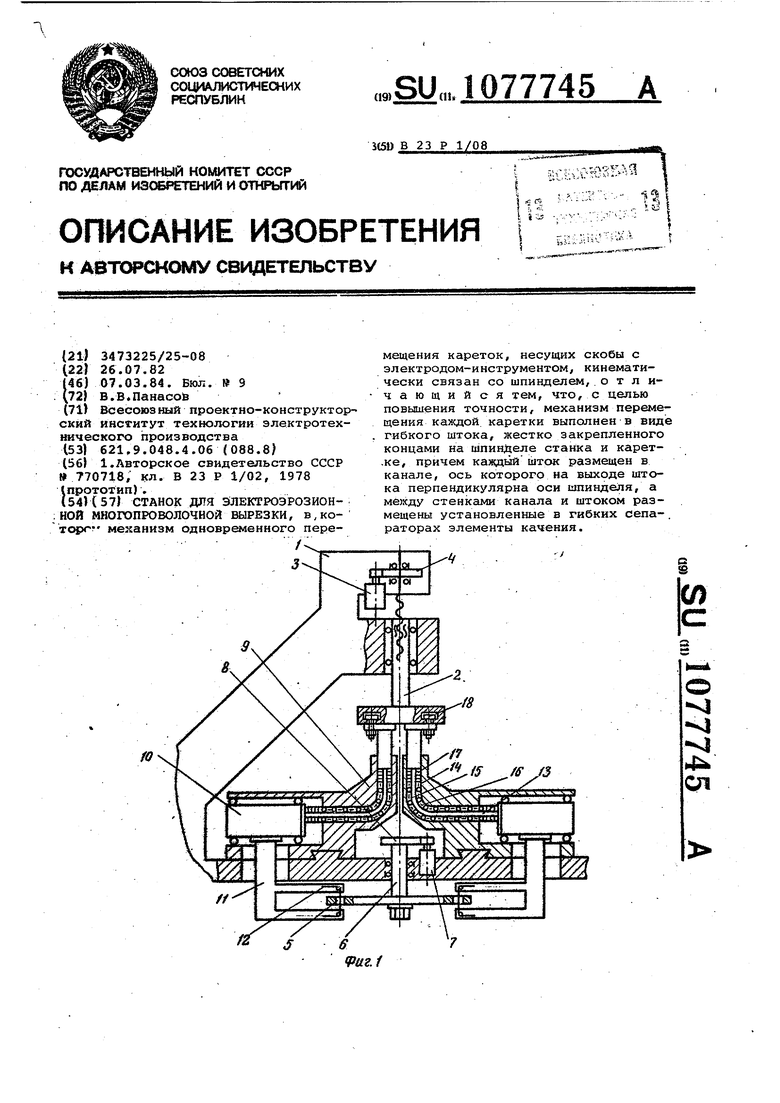
На фиг. 1 изображена принципиальная схема предлагаемого станка; на фиг. 2 - зона выхода гибкого штока из канала.
На основании 1 подвижно установлен шпиндель 2. с приводом в виде электродвигателя 3 и редуктора 4. Деталь 5 закреплена на шпинделе б с приводом в виде электродвигателя 7 и редуктора 8. Радиально оси шпинделя 6 и детали 5 на закрепленных на основании 1 направляющих 9 подвижно установлены каретки 10 со скобами 11 и проволочными электродами-инструментами 12, Направляющие 9 закреплены на основании 1 в кольцевой направляющей типа ласточкин хвост с центром, расположенным на оси шпинделя б и детали 5. Шпиндель 2 и каретки 10 соединены гибкими штоками 13, которые расположены в каналах 14 направляющих 9 .кареток 10 вместе с роликами 15, сепараторами 16 и ориентирующими элементами 17. Гибкие штоки 13 закреплены на шпинделе 2 винтами 18, которые вставлены в Т-образный кольцерой паз шпинделя б..
Станок работает следующим образом Направляющие,9 с каретками 10 и скобами 11 устанавливаются в кольцевой направляющей типа, например, ласточкин хвост основания 1 под заданными углами друг к другу и фиксируются клиньями ласточкиного хвоста (не показано) в этом положении, а верхние концы гибких штоков 13 закрепляются под этими же углами между собой в Т-образном пазу шпинделя 2 винтами 18. В технологические отверстия закрепленной на шпинделе 6 детали 5 вводятся проволочные электроды-инструменты 12. Точное расположение электродов-инструментов 12 относительно детали 5 устанавливается путем перемещения и фиксации показано) скоб 11 на каретках 10.
Согласно управляющей программе от стсйки ЧПУ станка начинают вращаться электродвигатели 3 и 7 и редукторы 4 и 8. В результате этого осуществляется движение вдоль своей оси шпинделя 2, например, вниз, который посредством гибких штоков 13 перемещает; каретки 10 со скобами 11 и проволочными электродами-инструментами 12 в направляющих 9 в радиальных направлениях от оси детали 5. При движении шпинделя 2 вверх каретки 10 со скобами 11 и электродами 12 поср едством гибких штоков 13 перемещаю тся радиально к оси детали 5 и шпинделя 6. Одновременно от электродвигателя 7 и редуктора 8 получает вращение шпиндель 6 с деталью 5. Путем сложения рассмотренных движений проволочных электродовинструментов 12 и вращения детгши 5 происходит одновременная обработка нескольких пазов детали 5.
Для уменьшения усилий на перемещение гибких штоков 13 и придания последним точного направления перемещения между стенками каналов 14 и гибкими штоками 13 размещены элементы качения, например ролики 15, установленные в гибких сепараторах 16.
В зонах выхода гибких штоков 13 из прямолинейных участков каналов 5-4 установлены ориентирующие элементы 17, придающие гибким штокам 13 направление на этих участках и удерживающие их от поперечных изгибов при передаче ими усилий от шпинделя 2 на каретки 10.
Ориентирующие элементы-17 могут быть выполнены, например, в виде пружин типа гармошки из бронзовой ленты. Для качественного и технологичного выполнения каналов 14 в направляющух 9 последние могут быть выполнены собранными из нескольких деталей, образующих прямоугольное сечение канала.
Таким образом, данный станок позволяет повысить точность обработки деталей при электроэрозионной многопроволочной вырезке за счет ликвидации люфтов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для электроэрозионной многопроволочной вырезки | 1985 |
|
SU1323271A2 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ СЛОЖНОФАСОННЫХ ПОВЕРХНОСТЕЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1992 |
|
RU2014184C1 |
| Станок для электрообработки | 1983 |
|
SU1164015A1 |
| Устройство для электроэрозионной обработки проволочным электродом | 1982 |
|
SU1093459A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Гибкий производственный модуль электроэрозионной последовательной вырезки группы заготовок | 1985 |
|
SU1321537A1 |
| Устройство для электроэрозионной обработки проволочным электродом-инструментом | 1980 |
|
SU942925A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Гибкий производственный модуль | 1988 |
|
SU1593915A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ ВЫРЕЗНОЙ АВТОМАТИЗИРОВАННЫЙ СТАНОК | 2008 |
|
RU2399465C1 |

СТАНОК ДЛЯ ЗЛЕКТРОЭРОЗИОН;НОЙ МНОГОПРОВОЛОЧНОЯ ВЫРЕЗКИ, в,коToprv механизм одновременного пере. /г./ W -vl 4 СП мещения кареток, несущих скобы с электродом-инструментом, кинематически связан со шпинделем,.отличающийся тем, что, с целью повышения точности, механизм перемещения каждой, каретки выполнен в видie гибкого штока, жестко закрепленного концами на шпинделе станка и карет.ке, причем каждый шток размещен в канале, ось которого на выходе штока перпендикулярна оси шпинделя, а между стенками канала и штоком размещены установленные в гибких сепа-. раторах элементы качения.