Фиг. 1
Изобретение относкгся к машиностроению, в частности к гибким производственным модулям для механической обработки деталей.
Цель изобретения - повышение гибкости и расширение технологических возможностей.
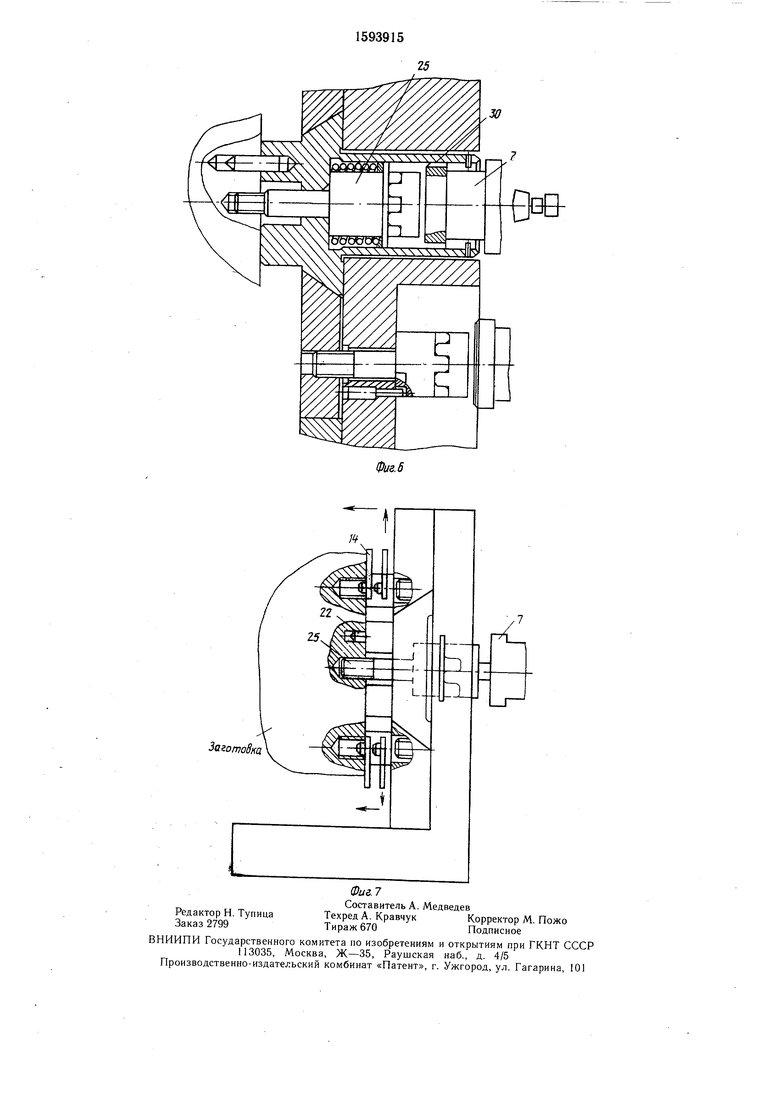
На фиг. 1 представлен гибкий производственный модуль, общий вид; на фнг. 2 - переналаживаемое приспособление; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - охват промышленного робота; на фиг. 5 - оправка, установленная в шпиндель станка; на фиг. 6 - схема взаимодействия оправки с элементами закрепления; на фнг. 7 - схема установки заготовки на приспособление.
Гибкий производственный модуль содержит многоцелевой станок 1, промышленный робот 2, приспособление 3. Многоцелевой станок снабжен инструментальным магазином с устройством 4 смены инструментов и шпинделем 5, закрепленным в пинолн 6. В инструментальном магазине размещена оправка 7.
Промышленный робот оснащен адаптивным схватом 8, имеющим систему 9 уп-- равления, датчик 10 обратной связи, двигатель II, редуктор 12, муфту 13 и рабочие элементы 14.
Приспособление 3, устанавливаемое стационарно на столе 15 станка 1, содержит корпус 16, выполненный в виде угольника, на горизонтальной стороне которого образован стык со столом станка. На вертикальной стороне корпуса имеются два взаимоперпендикулярных паза 17. В них на направляющих 18 типа ласточкина хвоста смонтированы четыре базирующие каретки 19.
Возможны исполнения корпуса с двумя или тремя каретками. Каждая каретка содержит основную базирующую поверхность 20 в виде выступающих над вертикальной плоскостью угольника локальных участков общей базовой плоскости 21.
При повышенных требованиях к точности базирования на основных базах кареток могут устанавливаться базирующие стержни 22 в виде цилиндрических и ромбических штифтов. В каждой из кареток в базирующих выступах образованы углубления 23 под рабочие элементы схвата робота 2. Под дном этих углублений выполнены цилиндрические полости 24, в которых смонтированы элементы закрепления - винты 25 с головкой в виде полумуфты 26 сцепления.
Возможно использование цанговых механизмов. Винты могут перемещаты;я в цилиндрических полостях в направлении основной базовой плоскости и выходить резьбовой частью над ней. В цилиндрических полостях кареток размещены пружины 27, прижимающие винты к упорам-штифтам 28.
На наружных поверхностях кареток и в полостях под элементы закрепления имeюtcя базовые поверхности 29 и 30, перпендикулярные основной базовой плоскости. Они МО- гут взаимодействовать с базовыми поверхностями 31 оправки.
Направляющие кареток оснащены фиксирующим механизмом, состоящим из качающейся планки 32, зажимаемой винтами 33. На головках этих винтов имеются полумуфты сцепления, взаимодействующие с полумуфтой инструментальной оправки. Угол поворота вннтов 33 ограничивают упоры 34. Корпус 35 оправки 7 имеет поврхности стыковки с пинолью станка, например плоскость 36 и отверстие 37, предусматривающие фиксацию положеиия оправки при ее поджатии к пиноли 6 шпинделя 5. На противоположном конце этого корпуса имеется базовая поверхность 31, например, бочко- ; образной формы, диаметром, равным диаметру полости 24 в каретке. Эта базовая , поверхность выполнена для взаимодействия с боковыми базами кареток. В корпусе оправки на вращающихся опорах установлены инструментальный конус 38, закрепляемый в шпинделе станка, и полумуфта 26 сцепления, взаимодействующ.ая с полумуфтами кареток. Конус пружиной 39 через опору 40
5 вращения поджат к упору корпуса. Полумуфта сцепления и конус оправки связаны между собой управляемой муфтой 41 предельного момента. Муфта может быть зуб- чатой или фрикционной. Сцепление муфты обеспечивает пружина 42. Рабочие элемен0 ты (пальцы) 14 схвата имеют главные базы 43, лежащие во время загрузки в общей ос- ; новной базовой плоскости кареток, параллельной плоскости перемещения рабочих элементов.
На рабочих элементах схвата перпен5 дикулярно главным базам установлены дополнительные базирующие стержни 44, выполненные с возможностью механического взаимодействия с теми же технологическими отверстиями заготовок, за которые произвоQ дится крепление заготовок на приспособлении. На главных базах рабочих элементов схвата имеются сквозные прорези 45 для свободного прохода в момент загрузки базовых выступов кареток.
Гибкий производственный модуль рабо5 тает следую1цим образом.
Из магазина смеиных ииструментов В шпиндель 5 станка устанавливается оправка 7. Затем производится наладка приспособления 3 в соответствии с конфигурацией очередной заготовки,подлежащей обработке.
0 Координатными перемещениями шпииде- ля станка относительно стола стайка корпус 35 оправки подводится к каретке и поверхностью 31 вводится в полость 24 каретки. В таком положении путем координатных перемещений шпинделя станка оправка выво .-дит каретку на заданную системой управ- ления станка позицию. Затем оправка выводится из полости 24 каретки и стыкуется полумуфтой 26 с винтами 33. Полумуфта,;;
оправки. Получая вращение от шпинделя &, заворачивает винты и фиксирует каретку в эадаиной позиции.
Диалогично производится настройка остальных кареток.
Наладка схвата заключается в программно-управляющем перемещении пальцев 14. Базирующие стержни 44 по командам системы 9 управления выводятся в соответствующее захватываемой заготовке заданное положение, при котором межосевое расстояние базирующих стержней равно межосевому расстоянию технологических отверстий заготовки. После наладки рабочих элементов схвата происходит захват заготовки роботом и устаиовка ее на основную базовую плоскость 21. При загрузке заготовки базовые выступы кареток свободно проходят через прорези в пальцах схвата.
После установки заготовки на основную базовую плоскость кареток оправка 7 путем совместных координатных перемещений шпинделя 5 и стола 15 снова вводится в полость 24 каретки и входит в зацепление с винтом 25.
Далее за счет поступательного перемещения стола вдоль оси шпинделя и вращательного движения щпинделя оправка осуществляет завинчивание винта 25 в заготовку, вследствие чего заготовка притягивается к основной базовой плоскости приспособления. Заготовка удерживается схватом до завершения процесса закрепления хотя бы одним из винтов.
В процессе заворачивания винтов оправка 7 работает следующим образом. Войдя в зацепление с полумуфтой, например, винта 25, осевым перемещением щпинделя сжимается пружина 42. Сила сжатия пружины, очевидно, определяет предельный момент, передаваемый муфтой 41. Сжатие пружины управляется по программе и, таким образом, выбирается оптимальный момент затяжки винта 25.
После окончания загрузки оправка сдается в инструментальный магазин,а в шпиндель 5 из магазина устанавливается требуемый инструмент, и станок переходит непосредственно к обработке заготовки.
Разгрузка приспособления производится в обратном порядке.
Формула изобретения
. Гибкий производственный модуль, содержащий многоцелевой станок с автоматической сменой инструмента, включающий основание, координатный стол и щпиндель, приспособление для закрепления деталей, инструментальный магазш с инструментами и оправкой, промышленный робот со схватом, систему управления, отличающий-: ся тем, что, с целью повышения гибкости и расширения технологических возможностей
0
путем использования координатных перемещений станка для автоматической переналадки приспособления и закрепления на нем деталей, упомянутое приспособление выполнено в виде корпуса, па направляющих которого с возможностью перемещения по ним размещены каретки, снабженные элементами фиксации последних на направляющих корпуса и элементами закрепления деталей на базирующих поверхностях приспособления, при это.м элементы фиксации кареток и элементы закрепления заготовок размещены с возможностью взаимодействия с упомянутой оправкой.
2., Модуль по п. I, отличающийся тем, что корпус приспособления выполнен в виде угольника со сквозными пазами на вертк-. кальной плоскости, а направляющие для кареток размещены по краям указанных пазов, при этом вертикальная плоскость корпуса размещена между шпинделем станка, установленным горизонтально, и схватом робота.
3.Модуль по п. 1, отличающийся тем, что элементы фиксации кареток выполнены в виде винтов и планок, причем планки уста5 новлены с возможностью взаимодействия с направляющими кареток посредством упомянутых винтов, а элементы закрепления деталей - в виде подпружиненных винтов, при этом головки винтов выполнены в виде полумуфт, а оправка снабжена ответ0 ной полумуфтой.
4.Модуль по п. I, отличающийся тем, что элементы закрепления деталей размещены в углублениях, выпо.пненных в каретках, при этом на боковых поверхностях углублений и на боковых наружных стенках каре5 ток выполнены базовые поверхности, а оправка снабжена ответными рабочими эле- ментамн, размещенными на ее корпусе для взаимодействия с упомянутыми базовыми поверхностями.
0 ., .
5.Модуль по п. I, отличающийся тем, что
базирующие поверхности приспособления выполнены в виде базирующих выступов, размещенных на каретках, а схват робота выполнен адаптивным в виде лоух перенала- 5 живаемых губок с прорезями под базирующие выступы кареток.
6.Модуль по п. 1, отличающийся тем, что, с целью повышения точности, базирующие выступы на каретках и губки схвата снабжены базирующими стержнгми, закреп ленными перпендчкуляррю рабочим поверхностям выступов и гуоок схвата соответственно.
7.Модуль по п. I, отличающийся тем, что хвостовик оправки размещен в ее кор пусе с возможностью вращения относитель- но последнего и связан с полумуфтой посредством муфты предельного момента.
8.Модуль по пп. I и 3, отличающ1:йся тем, что корпус приспособления снабжен
21
N
-/(
/5
X
-€ .


| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ | 1989 |
|
RU2014201C1 |
| Гибкая производственная система | 1988 |
|
SU1780992A1 |
| Гибкая производственная система | 1989 |
|
SU1673397A1 |
| Способ установки заготовки на станке | 1987 |
|
SU1740139A1 |
| Гибкий производственный модуль | 1989 |
|
SU1683950A2 |
| Автоматизированный технологический комплекс | 1985 |
|
SU1349969A1 |
| Гибкий производственный модуль | 1989 |
|
SU1660938A1 |
| Зубообрабатывающий модуль | 1986 |
|
SU1364442A1 |
| Переналаживаемая роботизированная система | 1981 |
|
SU998097A1 |
| Гибкий производственный модуль | 1990 |
|
SU1824287A1 |


Изобретение относится к машиностроению, в частности к гибким производственным модулям для механической обработки деталей. Цель изобретения - повышение гибкости и расширение технологических возможностей. Указанная цель достигается тем, что с помощью оправки 7 путем координатных перемещений станка 1 приспособление 3 переналаживается под разные детали. Деталь устанавливается в приспособление 3 схватом 8 промышленного робота 2 и закрепляется оправкой 7. 7 з.п. ф-лы, 7 ил.
фиг. 2
26
/
11
10
у
ФиеЛ
%
Фиг. 5
Загото8т
Фиг.7
Составитель А. Медведев
Техред А. КравчукКорректор М. Пожо
Тираж 670Подписиое
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб., д 4/5 Производственно-издательский комбинат «Патент, г. Ужгород, ул Гагарина 101
Редактор Н. Тупица Заказ 2799
| Автоматизированный технологический комплекс | 1985 |
|
SU1349969A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
